特种设备基于风险的管理
2022-01-25宋文明李玉阁张玉福侍吉清
宋文明,郭 强,柳 楠,李玉阁 ,张玉福,3,侍吉清
(1.机械工业上海蓝亚石化设备检测所有限公司,上海 201518;2.中国石油天然气股份有限公司塔里木油田分公司哈得油气开发部,新疆 库尔勒 841000;3.上海蓝滨石化设备有限责任公司,上海 201518)
随着我国经济的不断发展,近年来对石油化工产品的消费需求量日益旺盛,但不协调的是,国内能源产能尚有不足,严重依赖于国外进口供给,石油对外依赖度飙升至73%。据国家统计局数据,国内石油和化工行业规模以上企业数量近两年均出现下降【1】。在后疫情激烈的国际市场竞争压力之下,油市供不应求的局面可能加重。为应对市场需求量的持续增长,企业装置规模随之迅速扩大,大型化、高参数、长周期设备在石油化工企业装置的比重将越来越高。目前很多石油化工企业都在采取各种有效措施,逐步把停产检修周期从现在的3年延长到4~5年,其主要目的是为了提高生产效率、降低生产的成本。但是一般情况下,特种设备多服役于高温高压、易燃、易爆、有毒和腐蚀等状态下,若其存在设计、制造缺陷,日常维护保养不到位,腐蚀控制不当和安全管理不合理等情况,长周期运行中极易出现严重的安全事故,造成巨大的人员伤亡和财产损失【2-3】。
1 使用单位特种设备管理现状
我国为了加强对特种设备的安全使用管理,已经建立了专门的特种设备安全法律、条例、技术规范和相应监管部门。随着制度的不断完善和创新以及人员队伍的素质不断提高,行政执法工作逐渐规范,取得了明显的效果,但特种设备安全管理仍然是需要关注的问题【4-5】。
1.1 安全管理制度可操作性差
大部分使用单位依据特种设备管理制度编制了设备管理制度,但仅仅是依靠法律、法规的要求机械形成各项管理制度,未能与装置特种设备的工艺、危害性分析、控制指标和装置损伤风险以及使用单位内部管理有机结合,使得使用单位管理与法规要求严重脱节,开展的活动无据可依,制定的制度不完善、不具备可操作性,且没有针对性。因此,要实现良好的管理,应先形成系统化、文件化的管理制度。
1.2 管理不深入,制度形同虚设
部分企业的特种设备管理体制机制不健全,管理制度贯彻落实不到位,管理工作开展缺少落脚点。要从根本上解决问题,应注重思想体系建设,做到管理举措遵循人类工效学原则,并持续组织开展定期检查和管理绩效评价,使制度真正落到实处,从设备、人员、管理三方面不断地发现、整改问题,形成一个持续改进、动态循环、螺旋上升的管理过程,实现对特种设备的有效管理。
1.3 特种设备管理未与其他管理体系很好地融合
部分企业将特种设备管理纳入单一安全或设备管理部门或岗位的主要职责,管理运行体系相对独立或薄弱。而特种设备管理同总的设备管理体系、质量管理体系、职业健康安全管理体系和危化品管理等一样,具有人、机、料、法、环等要素,同样应当遵循PDCA循环管理模式,各要素应紧密结合构成一个整体,彼此推进、协调发展。
1.4 重生产,轻设备
部分企业一味追求生产效益,不注重设备维护管理工作。为节约成本,设备管理资金投入不足,技术人员配备严重不足,关键设备监管不到位,设备不能得到及时、适当的维护、检修。特种设备常见先天不足或者带病运行,容易产生事故。
2 解决思路
为应对特种设备管理面临的严峻考验,需引入基于风险管理(Risk Based Management,缩写为RBM)的理论和方法。风险管理由风险分析、风险评价和风险控制三部分组成(见图1),分析和评价是风险管理的基础,用于识别和评估风险,直接影响风险管理的准确性和有效性;控制是风险管理的目标,通过风险的应对和核查等手段实现风险的减小【6-7】。

图1 风险管理流程
围绕特种设备装置运行风险,勾勒整个装置的风险分布,分析影响风险的主要因素和状态参数,结合装置运行的实际情况,制定一系列的管理措施和技术文件,包括工艺操作参数、设备操作、监测点、取样点、日常维护、日常巡检、定期检验、月度年度检查和在线检查等手段措施,从多个层面管理控制、预防风险,及时反映特种设备运行状态,提前、提早发现安全运行隐患,将隐患消除在萌芽状态。
2.1 风险分析与评价
采用装置风险评价方法和理念(见图2),以腐蚀流为主线,结合工艺运行参数以及介质中有害相的含量,参照各种失效机理发生的条件(见图3),开展腐蚀可能性分析以及整套装置的风险识别,梳理装置中的高风险、中高风险设备,形成整个装置的风险分布,并分析导致装置设备风险升高的因素及其影响因素,明确设备重点管道及其腐蚀监测的部位、失效模式以及检验、监测方法和手段【8-9】。

图2 分析评价流程

图3 失效机理筛选
2.2 风险控制
依据风险分析和评估结论,围绕装置中风险点及其失效模式和失效特征,形成较为系统、全面的风险控制手段和措施。将设备管理(设计和操作、检验维修和日常维护保养以及检验检测、腐蚀调查和在线监测)、工艺(工艺设计和操作、介质化验)以及安全生产和危化品管理(隐患治理、应急演练)等形成一个有机的整体(见图4),全面控制装置设备风险【10-12】。风险控制实施流程见图4。

图4 风险控制实施流程
2.3 智能风险控制方法
在日常的管理工作中逐步构建风险防控体系,并应用最先进的智能化控制与管理系统等建立智能操作控制系统,动态监控特种设备的运行过程,通过操作运行参数变化判定特种设备的安全状况。建立完善的风险预警体系,在相关的运行参数出现异常情况时,系统自动启动报警系统,将异常信息等及时反馈给相应的管理人员;获得异常预警以后,自动启动故障预防措施【13-15】。
炼化企业经过多年的研究和应用实践,掌握了设备完整性管理的核心技术,亟需建立以装置风险管理为核心的综合智能化管理系统。传感器的产生及技术标准的进步促使在线监检测技术不断革新,加入了特征量以及相应的故障诊断技术,各种不同的监检测设备陆续推出,减小了大量停机检修的工作量,推动了监检测技术的巨大发展进步。当前时代背景下,工业互联网战略正大面积推广,需要通过工业互联网的应用,开发工艺装置多参数的数据智能化采集系统,建立集数据信息化采集、大数据储存、评估分析为一体的智慧管理系统平台,从而实现以监检测技术、安全状况评价为主要技术手段,工艺装置基于风险的智能管理和智能决策【16】。
3 智能风险控制系统
特种设备智能风险控制系统的实施过程,紧密围绕影响大型炼化工艺装置安全运行的关键技术难题,采用基于风险的管理理念,分析影响工艺装置安全的因素和失效模式,制定针对性的装置安全状态监检测部位和方法;研发炼化工艺装置泄漏、腐蚀、应力和缺陷状态等方面的智能监检测传感器,开发在线监检测设备;基于人类工效学原则,集成创新开发多参数数据智能化数据采集卡,实现数据采集的标准化;借助于当前国内全面覆盖的电信服务网络—GSM或工业级GPRS模块的数据无线传输功能,实现数据信息传输;搭建智能软件监测系统平台,实现数据的存储、数据编辑、数据分析、预警、趋势判断、处理措施等功能。智能风险控制系统管理示意见图5。
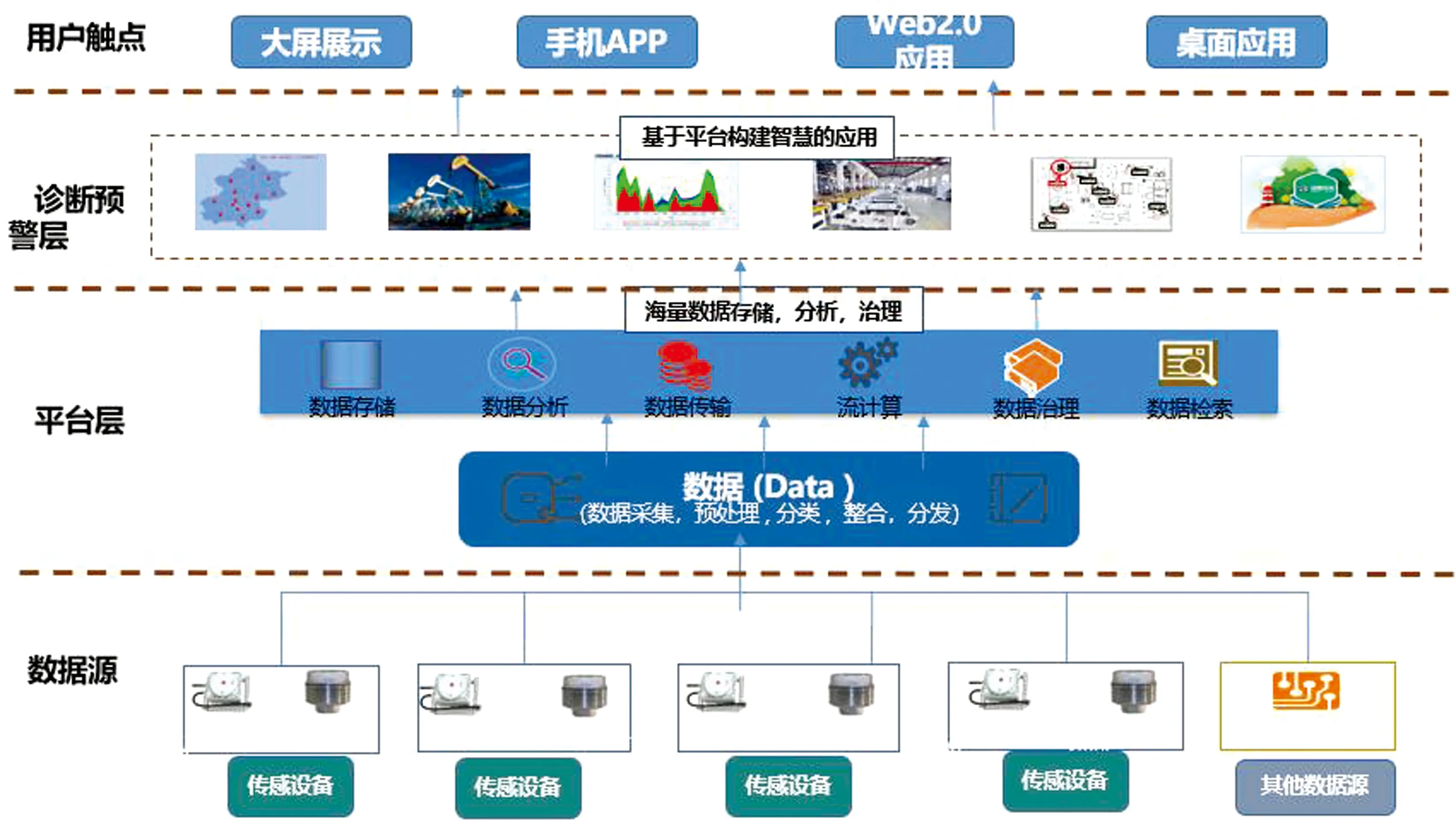
图5 智能风险控制系统管理示意
4 结语
为解决当前石油化工企业在特种设备管理工作中面对的诸多问题,实现特种设备长周期、安全、稳定运行,一是要建立以风险评价技术为核心的风险管理理念;二是要集成研制多参数检测传感器为核心的数据采集、传输系统;三是要建设智能在线监测平台系统;四是要构建预防性维护、预警管理系统。构建一种不断优化、动态循环的管理模式,最大限度消除人的不安全行为、物的不安全状况以及管理工作上的缺失,提高特种设备日常管理的针对性和有效性,保障特种设备的稳定、高效运行,对于使用单位提升特种设备风险管理具有积极的现实意义。