全面推行标准化作业 提高牵引吊运管理水平
2022-01-24中车长春轨道客车股份有限公司
中车长春轨道客车股份有限公司 陈 亮
■实现标准化作业的意义
现场标准化作业是安全生产管理的一个重要分支,是现场安全生产管理人员的管理工具,也是优化作业方案、提高效率、降低成本的一种管理手段。它紧紧围绕安全、质量两条主线,实现安全与质量的综合控制。
正确运用现场标准化作业能使技术型人才的智慧得到很好的发挥,实现在生产过程中人与机器设备、物料、环境的和谐,达到安全生产的目标。
■提高思想认识,树立全新的大部件牵引安全理念
从强化安全意识和责任入手,大力宣传标准化作业的必要性,并重点做好组织培训工作。通过学习讨论和责任制的落实,提高了思想认识和责任意识,逐步克服实施标准化作业嫌繁琐、怕麻烦的习惯思想,提高了标准化作业自觉性。
为适应当前安全形势的发展、管理模式的更新、作业方式的改进和履行社会责任的要求,我们在开展标准化作业过程中树立了全新的安全理念。在管理层树立了“以人为本”的安全理念,立足人本管理,从以往结果控制转向过程控制,实行主动式的管理。在执行层(作业人员)树立“我要安全”、“我会安全”的安全理念。安全理念的更新促使安全管理关系、安全生产状态的转化,使安全生产关系从过去的对立到合作最后到和谐,安全生产状态从过去的被动到互动最后到主动,为安全生产长治久安奠定了坚实基础。
■加强全过程控制,实现作业程序的有效管理
为使标准化作业真正开展起来,结合公司的实际,编制了具有可操作性的《大部件牵引吊运标准化操作手册》范本,我们在实施标准化作业注重作业全过程控制,做到以下几个方面。
(1)强化一项控制。即注重作业过程的可控、在控。
(2)突出两条主线。即安全和质量,强调安全是质量的体现,质量是安全的基础。
(3)优化作业内容。即量化、细化、标准化每项作业内容,做到程序有要求,安全有措施,质量有标准,考核有依据。
(4)遵循四项原则。即凡事有章可循,凡事有人负责,凡事有据可查,凡事有人考核。
1.大部件牵引车吊运前注意事项
(1)确认牵引车设备状态良好。
(2)确认吊索具状态良好。
(3)确认对讲机沟通畅通有效清晰。
(4)确认天车司机、牵引车司机、起重指挥持证上岗。
(5)确认天车设备状态良好。
2.大部件牵引车吊运分类
(1)部件→大部件牵引车(因工序需求转序)。
(2)大部件牵引车→运输(转下道工序场地)。
(3)运输→目的地(下道工序场地)。
(4)目的地→马凳(卸至场地下道工序加工)。
牵引大部件吊运五大模块如图1 所示。
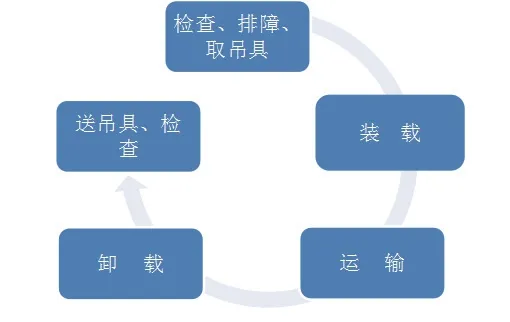
图1 牵引大部件吊运五大模块
3.作业步骤
3.1 部件→大部件牵引车
(1)两名装卸人员分别要检查吊索具状态、被吊部件状态、被吊部件周围是否有障碍物、行进路线人员及障碍物的清理(包括行进路线中部件上下作业人员)。
(2)两名装卸人员分别将吊索具放至吊运部件两端合理位置。
(3)天车到达被吊部件两端指定位置,缓慢落下吊钩,指挥天车调整吊索具与天车及部件角度(只允许两名装卸人员中的一人指挥天车,另一人负责配合装卸)。
(4)指挥人员接到副手安全指令后,确认无误后,指挥天车升降。
(5)当吊运部件平稳升起后,按照路线将部件吊到指定位置。
(6)到达指定位置后,由指挥下令两车同步下落,落到距离大部件车1m 的时候停住天车,一侧先落,另一侧找平(每次点落不得超过30cm)。距离大部件车还有30cm 的时候,由两名装卸人员观察部件是否与大部件车对正,副手并按照要求通知指挥。指挥接到指令后,指挥天车点落。
(7)部件装载后,部件两端分别用拉紧器捆绑至大部件车上,防止车辆倾斜部件滑落伤及行人造成安全事故等。
(8)工作结束后,装卸人员对吊索具进行安全排查,发现隐患及时上报更换。
大部件牵引车作业人员站位分工(一)(二)如图2 和图3 所示。
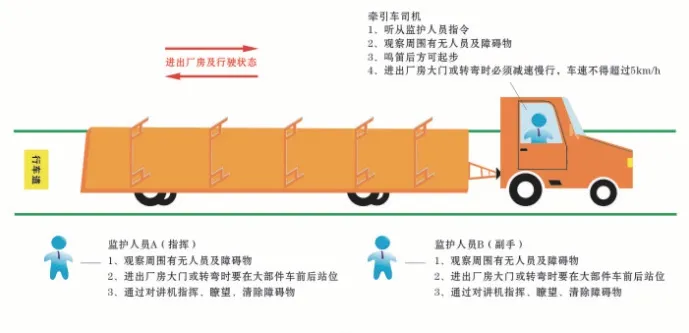
图2 大部件牵引车作业人员站位分工(一)

图3 大部件牵引车作业人员站位分工(二)
3.2 大部件牵引车→运输→目的地
(1)部件装载完毕后需运输至其他场地或调头。
(2)牵引车牵引大部件作业时至少需要三人配合作业,一名牵引车司机,两名配合监护人员。
(3)随车乘员驾驶位设有坐位的只准坐两人(包括司机),挂车一律禁止乘人,装卸人员在跟车过程中,应在车辆停稳后上下车,不准将身体任何部分伸出车外,严禁在车上打闹。
(4)牵车作业中低速行驶,运载货物行驶时,除遇到非常情况外禁止做急剧的刹车,下坡道行驶时,发动机不准熄灭,并经常点刹车,不准在斜坡上停车;夜间行驶打开照明设备。
(5)装卸人员要主动协助驾驶员瞭望路线,当好驾驶员的助手,倒车、拐弯、进出厂房门口要在牵引车前后两人(驾驶员瞭望不到的位置)站位,通过对讲机指挥、瞭望,清除障碍物,以防刮坏车辆或伤及行人,并警戒指挥周围车辆和行人。驾驶员在行车和调整车辆过程中,听从装卸人员指挥,应把对讲机固定在驾驶室合适位置。
(6)牵引作业中,在弯道或调头进入车间厂房时必须减速慢行,车速不得超过5km/h。牵引车在无挂车行车过程中速度不得超过10km/h,在有挂车(无论空载或重载)行车过程中速度不得超过5km/h。
(7)大部件车到达指定位置后,拉紧手制动器手柄,发动机熄火,必须拔下钥匙。
大部件牵引车作业人员站位分工(三)如图4 所示。
3.3 目的地→马凳
(1)两名装卸人员分别要检查吊索具状态、被吊部件状态、被吊部件周围是否有障碍物、行进路线人员及障碍物的清理(包括行进路线中部件上下作业人员)。

图4 大部件牵引车作业人员站位分工(三)
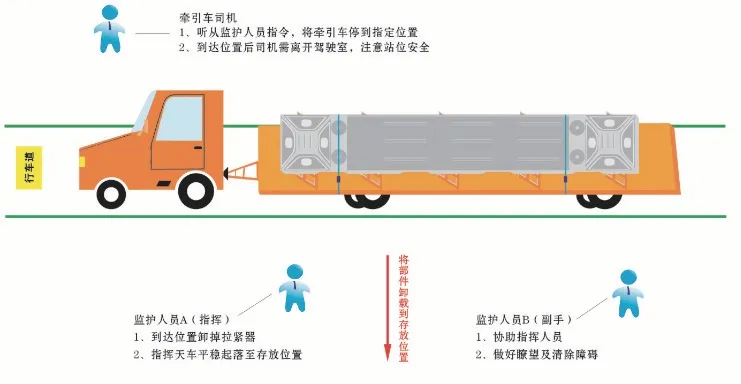
图5 大部件牵引车作业人员站位分工(四)
(2)两名装卸人员分别将吊索具放至吊运部件两端合理位置,天车到达被吊部件两端指定位置,指挥天车调整吊索具与天车及部件角度(只允许两名装卸人员中的一人指挥天车,另一人负责配合装卸)。
(3)指挥人员接到副手安全指令后,确认无误后,指挥天车升降。
(4)当吊运部件平稳升起后,按照路线将部件吊到指定位置。
(5)到达指定位置后,由指挥下令两车同步下落,落到距离马凳1m 的时候停住天车,一侧先落,另一侧找平(每次点落不得超过30cm)。距离马凳还有30cm 的时候,由两名装卸人员观察部件是否与马凳对正,副手并按照要求通知指挥。指挥接到指令后,指挥天车点落。
(6)工作结束后,装卸人员对吊索具进行安全排查,发现隐患及时上报更换。
大部件牵引车作业人员站位分工(四)如图5 所示。
3.4 注意事项
(1)吊运前认真对吊索具检查,严格按要求执行。
(2)正确选择吊索具的数量和规格,严禁超负荷使用起重工具。
(3)装载大部件,不得超过车辆额定载重量,且重心分布要均匀,捆绑固定要牢固。
(4)吊车行进过程中,必须保证路线内没有人员,在吊运作业结束前,坚决禁止车下方有人员逗留或工作。
标准重在执行,规矩重在落实。实现标准化作业,必须要熟悉作业标准化的流程和要求,熟练掌握规章制度;必须要树立按标作业意识,深刻认识简化作业程序就是增加安全隐患,用“高标准、讲科学、不懈怠”检验和衡量自己的作业行为。在实践中认真践行作业标准,严格执行标准,全面落实手册中的各项要求,“让标准成为习惯”,只有让标准化作业的理念深深植根于职工心中,贯穿于日常生产的每一个环节,才能保证公司安全生产的持续稳定。