ITER 重力支撑高温合金螺栓的制造工艺及质量控制
2022-01-17李鹏远
许 丹,李鹏远,张 博
(1.核工业西南物理研究院,四川 成都 610000;2.中国国际核聚变能源计划执行中心,北京 100081)
1 引言
如图1 所示,国际热核聚变实验堆ITER(International Thermonuclear Experimental Reactor)是由中国、欧盟、印度、日本、韩国、俄罗斯和美国七方30 多个国家共同合作建造的一个大型托卡马克聚变反应装置,代表了该领域最先进的科学和工程技术。其目标是通过建造反应堆级核聚变装置,验证和平利用核聚变发电的科学和工程技术可行性[1]。如图1 所示,超导磁体重力支撑(Gravity Supports,以下简称GS)使用12 根M33×3 和10 根M42×3 的718 合金螺栓分别在480kN 和720kN 的预紧力下将韧性板、垫板、上压块和下夹块装配成子装配体。使用M85×4 螺栓在3200kN 预紧力下将重力支撑子装配体(GS)固定在杜瓦环底座上[2]。

图1 ITER 装置及重力支撑(GS)示意图
18 个由螺栓组装而成的ITER GS 支撑承受着包括磁体系统上万吨的净重、由室温冷却到工作温度时磁体收缩产生的热应力,等离子体正常放电时的电磁力,等离子体垂直不稳定及破裂等非正常放电时的交变电磁力等。极端情况下,单颗718 合金的服役工况为77K 12 万次、4Hz、3200kN±400kN 的循环往复载荷[3]。ITER 装置一旦运行,在20 年的运行期内难以进行维护或更换。为了保证ITER 装置安全稳定运行。基于大量的工艺认证、生产实践及检测实践,本文总结提出了一套ITER 重力支撑718 合金螺栓的质量控制流程,为其他行业螺栓部件的质量控制提供参考。
2 718 合金材料及螺栓的生产工艺介绍
2.1 718 合金介绍
718 高温合金55%Ni-20%Cr-3%Mo-5%Nb 是以面心立方奥氏体γ 为基体,体心立方γ″(Ni3Nb)和面心立方γ′(Ni3(Al,Ti))沉淀强化的高温合金。718 合金在-269℃~650℃之间具良好的抗拉强度、屈服强度、持久强度和塑性,同时具有良好的抗腐蚀、抗辐照、热加工及焊接性能。典型的718 合金的化学成分和力学性能如表1 及表2 所示[4,5]。

表1 718 合金的化学成分[4]

表2 718 合金的力学性能[4,5]
2.2 718 合金的生产工艺流程
镍基718 合金螺栓的生产工艺流程如图2 所示,分为材料冶炼—均匀化处理—化学成分检测—锻棒锻造—锻棒机加—固溶处理—沉淀强化热处理—理化检测—棒材超声波探伤—机械加工—螺纹滚压—成品无损检测—清洗包装。在批量生产前应对图2 中标注★的制造工艺进行评定,确保在最不利条件下的产品能满足使用ITER 极端工况需求。

图2 718 合金的生产工艺流程
3 聚变堆718 合金螺栓的质量控制
3.1 718合金螺栓冶炼过程的质量控制
使用“ 真空感应熔炼+保护气氛电渣重熔+真空自耗”三联冶炼工艺冶炼。在冶炼时控制P、S、O、N、H、Co 等元素的含量,保证Nb、Ta 等沉淀强化元素的均匀性。冶炼后的真空自耗钢锭应该进行均匀化处理,消除高温合金钢锭中的偏析及白斑、黑斑、LAVES 相等缺陷。
3.2 718 合金螺栓锻造及热处理过程的质量控制
每个合金锭水口切除量不低于合金锭总长的3%~5%、冒口切除量不低于合金锭总长的8%~10%,以避免锻棒内残留缩孔和偏析等冶金缺陷。锻棒的总锻造比不小于5,在锻造过程中锻棒温度不得低于终锻温度。锻造设备的测温精度需控制在±2℃以内。锻造时间,锻造温度等工艺参数不得超出工艺评定的范围。
3.3 原型件保证载荷测试及77K 疲劳测试
为确保718 合金螺栓能够服役于ITER 极端工况下,每炉批次任选1 根718 合金螺栓原型件进行77K 温度下4Hz、3200kN±400kN,12 万次的疲劳测试及3200kN 的保证载荷测试。对于保证载荷测试,不允许出现(0.25×螺栓总长)的塑性变形;对于疲劳测试,不允许其在12 万次内发生失效。
3.4 无损检测
对所有718 合金进行100%的尺寸—目视—渗透—超声检查。对于尺寸检查,采用螺纹综合扫描仪器检测螺纹牙型角、螺距、牙底半径和牙顶半径等尺寸。采用目视检查避免螺纹表面出现裂纹、缺陷和局部塑性变形。采用渗透检测检查整个螺栓的外表面,不允许出现任何显示;采用水浸式UT 检验检查整个螺栓的缺陷,不允许出现超过1.5mm 的显示。
3.5 抽样破坏性检测
每炉批次随机抽取一根螺栓进行破坏性取样,进行表3 所示的化学成分,微观组织,金相,4K 及常温下的力学质量控制。参照具体工况及判定标准进行合格判定。
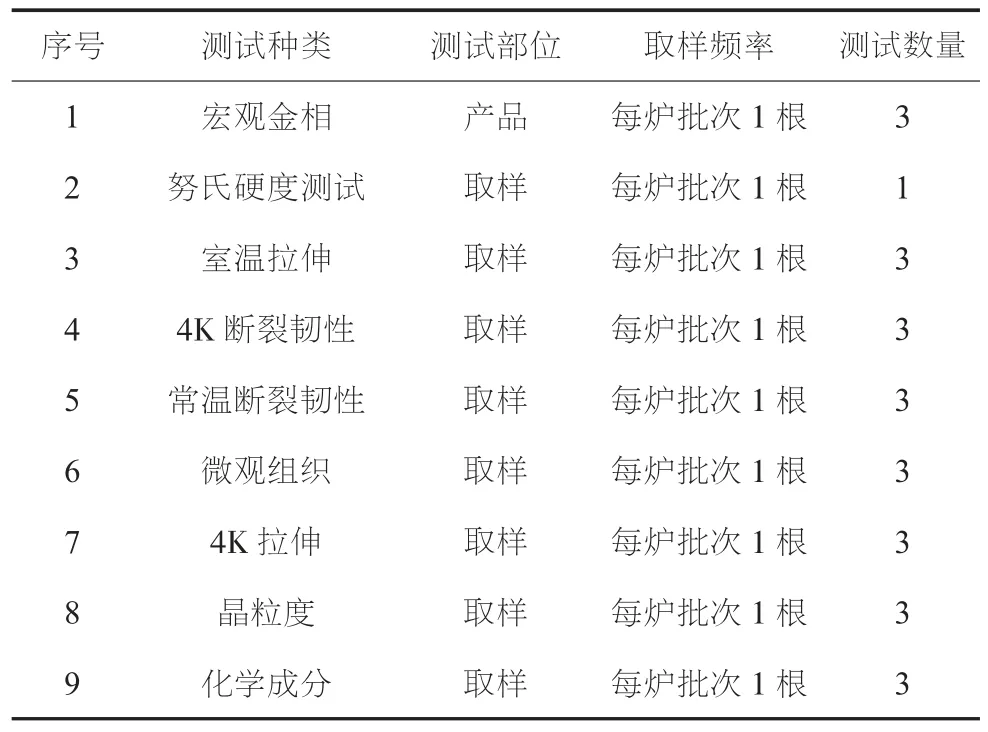
表3 718 合金螺栓的破坏性检测测试
3.6 合格性判定
产品合格的前提是本标准的所有检测均合格当出现不合格项次时作如下处理:如100%抽查率的非破坏性试验不符合要求,则该产品做报废处理;如每炉批次抽查的破坏性试验不满足要求,应自同一产品及同批次随机一根产品上再次按标准取双倍样进行复测,如果这些附加试样中的任何一个试样不符合这些要求,则该炉批次产品作报废处理。
4 结论
本文介绍了ITER 重力支撑718 合金螺栓的质量控制要点。通过控制原材料冶炼、锻造、热处理、滚压螺纹等关键工序结合螺栓产品的尺寸检查、无损检测、破坏性检测、原型件力学性能检查等保证螺栓在常温及极低温下的性能。截至目前,ITER 重力支撑的400 余颗718 合金螺栓已完成所有工艺认证、生产及并已交付法国,顺利通过ITER 国际组织的验收测试,证明了该套生产工艺及质量控制体系满足工程运用的要求。
