接线端子数字化模具设计
2022-01-17武艳军张志豪魏介东
武艳军,唐 妍,袁 赛,张志豪,王 龙,魏介东
(南京交通职业技术学院,江苏 南京 211188)
接线端子是一种实现电气连接的配件,广泛用于电力工程控制、机器设备控制、自动化控制、仪表设备等行业。级进模是压力机的一次行程过程中,在不同工位完成数道工序的冲压加工方法,具有生产效率高、加工精度高、机械化自动化程度高等优点[1],接线端子金属制件常采用级进模冲压生产。
UG 具有三维设计、装配、仿真等功能,是模具数字化技术常用的软件之一[2]。其中,UG 专用模块PDW(Progressive Die Wizard),是一种专业的级进模3D 设计模块[3],通过钣金建模、带料排样、压力计算、模架选用、冲裁镶块、成型镶块等一系列步骤,可以快速实现模具设计,使复杂的级进模设计流程变得简便易实现,是模具企业选择的一种级进模数字化设计模式。
1 端子冲压工艺性分析
接线端子材料为无氧铜,料厚0.8mm,大批量生产。通过UG 中的钣金模块,对端子进行3D 建模,产品2D、3D 示意图如图1 所示。
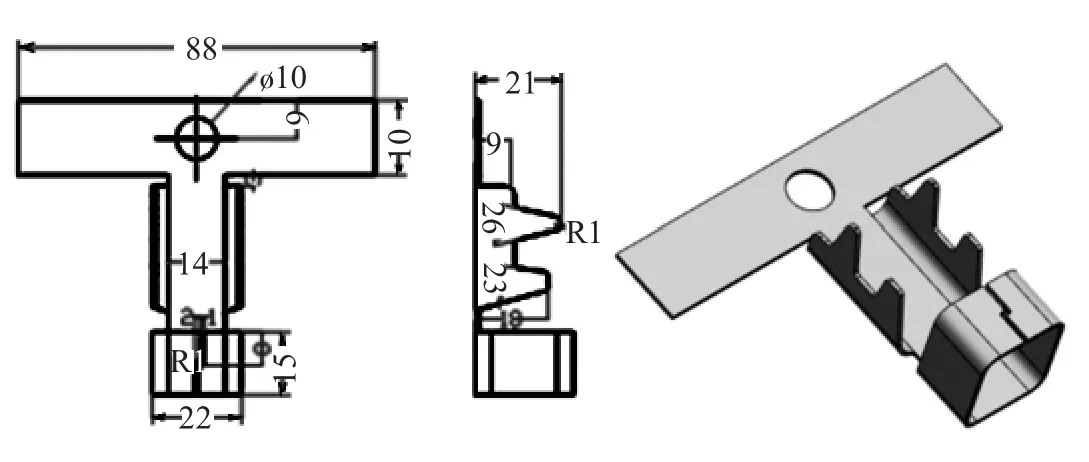
图1 端子产品图
端子外形相对复杂、结构对称,孔边距符合冲压工艺性要求,制件精度无特别说明,取经济精度等级IT14,冲压加工工艺性优良。
2 工艺设计
PDW 提供了毛坯生成器,可以对已创建的钣金件进行毛坯生成,如图2 所示为端子毛坯展开图。坯料采用直排结构,如图3 所示。
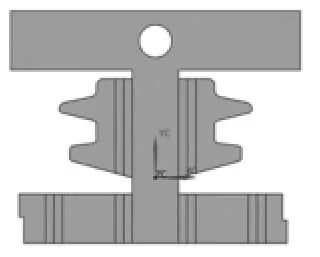
图2 端子毛坯展开图
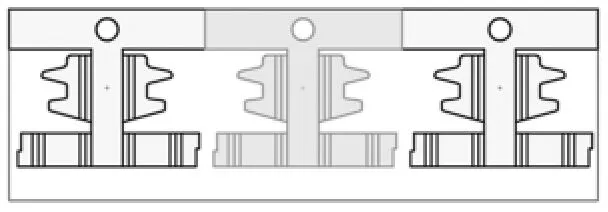
图3 端子坯料布局
端子坯料轮廓外形通过冲废料而获得,即中间轮廓通过2 次冲裁废料而得,底部外形轮廓通过冲边料废料而得;冲孔废料随即成为导正销孔。如图4所示为废料设计图。材料利用率为53%。

图4 端子废料设计图
PDW 提供条料排样设计,可以把坯料布局和中间工部工艺合理结合起来,快速形成排样图,如图5所示。共设有17 个工位,第1 工位冲ø10 和ø6 导正孔,第2 工位冲中间部分废料,第3 工位空工位,第4工位冲中间剩余部分废料,第5 工位空工位,第6 工位冲底部外边缘轮廓废料,第7 工位空工位,第8 工位底部外角预弯45°成形,第9 工位空工位,第10工位底部外角弯曲90°成形,第11 工位空工位,第12 工位底部内角预弯45°成形,第13 工位中间部位预弯45°成形,第14 工位空工位,第15 工位中间和底部内角弯曲90°成形,第16 工位空工位,第17工位落料。为了便于安装各个冲裁、成形凸模镶块,本条料排样设置了多个空工位。同时条料采用双边不等宽载体,前6 工位采用导正销加导向浮料销导向送料,后面工位均采用浮料销抬料装置。

图5 端子排样设计
3 模具结构设计
接线端子采用正装级进模结构,各个冲裁凸模及弯曲成形凸模位于上模,用凸模固定板固定,相应的各个冲裁凹模及弯曲成形凹模采用镶块结构,固定在下模的凹模板上。模具采用弹性卸料装置以便卸下箍在凸模外的边料。前6 工位模具采用导料板、导向导料销导向条料,7~17 工位采用浮料销抬料,以便顺利送进条料。模具采用导正销实现精定距。上下模的开合模导向运动采用12 对滚动导柱导套实现。PDW 有强大的标准件库,模架及标准紧固件可从重用库中选用。图6 为模具总装配3D 图。本模具中的冲孔凸模、凹模从PDW 系统中选用标准结构件,冲裁废料凸、凹模采用PDW 用户自定义中创建,各弯曲成形凸、凹模借助PDW 系统成形镶块设计中创建,各弯曲成形零件采用直通式结构,安装时采用铆接安装在固定板上,如图7 所示为各成形工序凸、凹模结构及位置示意图。

图6 模具总装3D 图

图7 端子条料定位零件及各成形工序凸、凹模设计
通过UG 中制图模块,把端子三维图转换为二维工程图,图8 即为端子2D 总装图。同时借助软件可以生成模具零件清单,即BOM表。
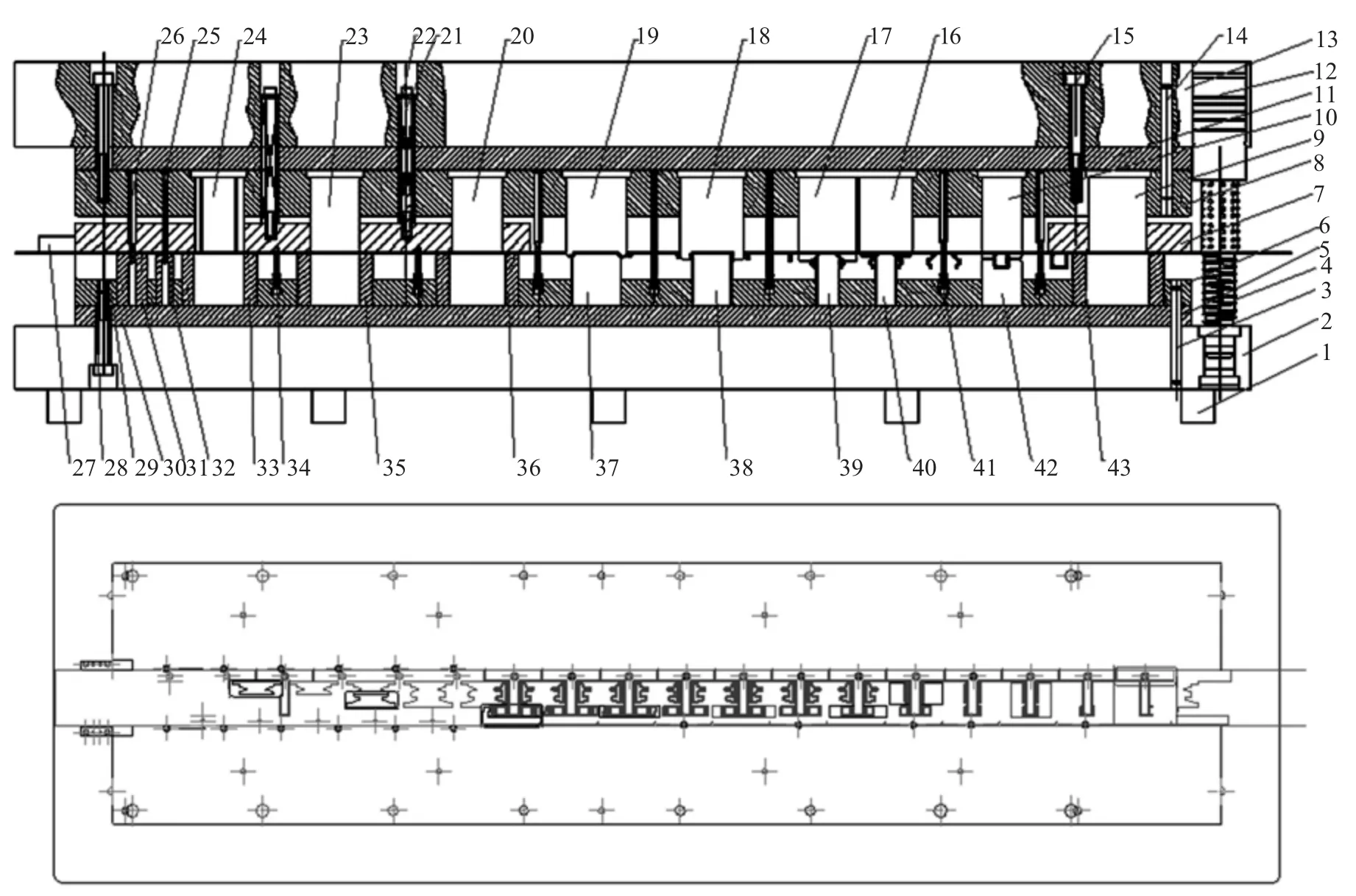
图8 端子2D 总装图
4 结论
运用UG 中的PDW 功能模块对端子进行级进模数字化设计,从零件建模、坯料生成、条料排样设计、废料设计、成形镶块设计、模架调用、标准紧固件等调用这一系列流程,快速实现复杂制件的模具结构设计,并能对其进行数字化仿真,直观明了,大大提高模具设计效率,增强模具企业竞争力。
