数控直角剪板机分析
2022-01-17王尚斌顾鸿顺
王尚斌,黄 伟,顾鸿顺
(1.江苏亚威机床股份有限公司,江苏 扬州 225200;2.江苏省金属板材智能装备重点实验室,江苏 扬州 225200)
直角剪板机是一种具有两个互成直角的刀刃,可对板料进行直角形剪切的机床。全伺服控制直角剪板机,与数控转塔冲床、自动上料、自动下料堆垛、分拣装置等组成数控板料冲剪自动化加工系统,可以自动完成冲压和剪切加工,加工完成的工件可直接传送至下道工序折弯、焊接等;板材利用率高、无框料、部件边角质量高、整个过程中框料状态稳定、易于实现自动化控制、每个工件的成本较低。冲剪设备可以作为独立的生产设备,也可以成为智能工厂中材料处理的重要设备。直角剪切已频繁应用于各类产品中,如电梯门板,采暖通风设备与电气开关柜等[1-2]。
1 直角剪板机分类
数控直角剪板机的主传动结构主要有液压式、离合器式、单点伺服球头式、四点伺服驱动式等几种形式[3]。
其中,液压式需要设置液压油的冷却系统,液压油的泄漏及废油处理会造成一定的环境污染,另外工作时,液压泵站中的油泵是连续工作的,会产生大量的热能损耗,剪板机不剪切时也在耗电,也会产生大量能耗。
离合器式电机也始终处于工作状态,能耗也较高。此外,现有的直角剪板机的剪切行程均需要现场调整,其调整方式为机械式,调整速度慢,且精度不易得到保证。
单点伺服直驱式直角剪板机通过伺服电机驱动滚珠丝杆直接带动上刀架运动,实现板料的剪切。这种结构比较紧凑,省去了中间传递环节,可完成比较高效和节能的剪切工作,上下刀片间隙变化更多的是由机架变形带动刀架移动引起,单点驱动传动机构占用空间小,更容易实现机架的封闭箱体设计,机架刚性好,是目前市场上的主流驱动结构,产品代表企业有普玛宝、金方圆。与四点压紧结构相比,单点驱动剪切过程中刀架的翻转完全由导轨平衡,导轨承载力较大。
四点伺服驱动式通过采用两个伺服电机控制着四个受力点精确地同步运行,剪切过程中产生的侧向力不再完全由上刀架侧面的滚珠直线导轨承受,同时还有三个驱动点处于剪切负载的正上方,可以承担大部分的剪切负载,基本抵消了剪切负载对于上刀架中心产生的倾斜力矩,上刀架的运行因工作负载导致滚珠直线导轨受力变形的影响极大降低,运行更平稳,剪切精度也会更高;同时所有传动结构均采用滚动摩擦形式,能量损耗更低。代表产品为亚威的RS1000 系列。
2 直角剪板机应用
直角剪板机更多的是与数控转塔冲床配合使用,组成数控冲剪复合机。用户从数控冲床侧进行钣金加工板材的上料,上料后的板材由机床夹钳夹持。数控冲床上安装有长导向模具,可以对需要加工的钣金工件进行冲孔、拉伸等操作;数控直角剪床上安装有X 向剪刀和Y 向剪刀,对完成冲孔成形加工的板件进行剪切分离的动作[4-6]。
数控直角剪的两把剪刀相互垂直,其中一把剪刀可进行连续裁剪,大大提高了板材下料的效率,同时又可根据零件的轮廓有效节省原材料,克服了传统数控剪板机床的缺陷。数控直角剪两把剪刀的设置如图1 所示,其中X 方向的剪刀长度一般比Y 方向的剪刀长度长,节省空间的同时能够根据排版完成各种尺寸的板材剪切。数控冲剪复合机在设计上允许直角剪的两把剪刀有如下工作状态:①全剪,直角剪的X 剪刀和Y 剪刀同时上下进行剪切动作;②半剪,Y 方向刀具上抬,仅X 方向刀具上下进行剪切运动。数控直角剪全剪、半剪状态的选择主要依据钣金件实际剪切需求决定。
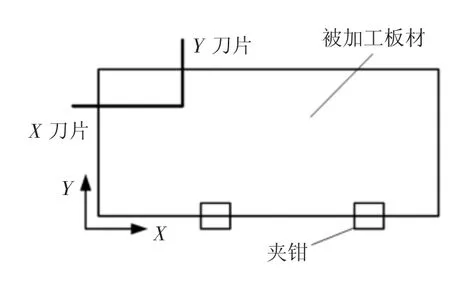
图1 直角剪剪切布局示意图
被剪切后的废料和零件通过毛刷输送带送出,然后由两套分选装置分选后分别进入不同的料箱,分选过程和裁剪过程并行处理,边裁剪、边分选,极大地提高了板材加工效率。数控冲剪复合机对于不同板厚的钣金工件加工,数控冲床部分需要更换不同间隙的冲孔模或者成型模,数控直角剪部分需要通过电气控制相应的调整上下剪刀的间隙,以保证钣金工件加工的断面质量。
数控冲剪复合机床使板材冲孔、成形及剪切过程一次完成,由原材料直接生成工件,替代了传统的冲剪分离加工工序。数控冲剪复合机由数控冲床和数控直角剪床套裁加工,其优点总结如下:
(1)通过自动编程软件,提高了原材料利用率;
(2)机床集成化程度高,板材运输环节少,提高了钣金件加工制造精度;
(3)零件的制造周期缩短,用户的生产效率提高;
(4)解放了人力资源,人工劳动强度变小,降低了客户的用工成本。
3 直角剪板机加工精度分析
板材剪切质量缺陷主要有塌边、毛刺高、相对边平行度差、相邻边垂直度差等。影响直角剪板机加工精度的因素主要有以下几点:
(1)上下刀片间隙。间隙太小会使剪切力增加,同时增加了刃口与板边的摩擦,加速了刃口的磨损。间隙太大,会使塑性材质的钢板产生毛刺,脆性材质的钢板断口粗糙。间隙的取值与钢板的厚度及钢板的机械性能有关。目前剪板机多配备间隙自动调整装置。
(2)机身与刀架刚性。剪切过程中的机身变形和刀架变形会导致刀片间隙动态的变大,这是引起被剪切工件尺寸和形位精度下降的一个重要原因,并且会使得被剪切工件断面质量变差,毛刺变大。
(3)送料与托料机构。直角剪板机一般搭配在自动化生产线中使用,自动控制的送料和托料机构对制件精度的影响很大。送料机构自身的X/Y 精度对直角剪板机的制件精度有直接的影响;托料机构则是为了防止被剪切板料下垂,而使长方形的工件被剪成梯形。
(4)整机运动控制对精度的影响。整机运动控制的任务就是在挖掘最大加工效率的基础上,协调一次剪切加工过程中送料动作、压料动作、托料动作和剪切动作之间的关系,使得剪切加工动作合理、效率最高、制件精度最高。
(5)加工工艺和整机装配工艺。直角剪板机的制件精度不仅取决设备的设计水平,在很大程度上取决于制造、装配的质量。提升机身、刀架等关键部件的加工工艺和装配工艺,能够消除加工误差、装配误差和残余应力,保障制件精度。
4 结束语
随着当今社会环保节能意识的逐步提高,液压主传动已基本淘汰,丝杠直驱式和四点压力式由于节能及精度高而被广泛应用。
数控直角剪板机与数控转塔冲床组合的冲剪复合机,可以与自动化仓库、自动上料机械手和堆垛机等装置配套连接,能够进一步拓展自动化程度构成数控冲剪板材柔性加工生产线,这将是未来高集成化设备发展的趋势。
