“莫比乌斯环”多样式不规则曲率桁架复杂节点控制技术
2022-01-17吕洋张文斌李成铭方守建张宏宇
吕洋 张文斌 李成铭 方守建 张宏宇
(中国建筑第八工程局有限公司钢结构工程公司 上海 200125)
1 工程概况
中央美术学院青岛校区位于青岛市黄岛区唐岛湾南岸西侧,银沙滩路以西,西环岛路以北,西海岸艺术湾以东。工程总建筑面积约为11.9万m2,涵盖教学楼、实验室、图书馆、教职工公寓楼、食堂、学生宿舍、礼堂和相关设备用房等区域。
本工程钢结构主要分布在钢连桥、宿舍楼、公寓楼屋面部分,主要包括圆管柱、箱型柱、桁架、箱型梁、弧形钢梁、螺栓球等构件类型,总吨位约15 000 t。
连桥地下一层,地上五层,高度24 m,交通体通过跨层桁架连桥进行连接,桁架高度8.6 m,最大跨度73.5 m,总吨位约14 500 t。

图1 项目效果图
礼堂网架、宿舍楼、公寓楼屋面主要包括螺栓球、圆管柱和弧形方管梁,总吨位约500 t。
2 施工特点与难点
本项目连桥结构类型属于钢框架结构,跨层桁架截面高度达8.6 m,跨度最大73.5 m,属于超过一定规模的危险性较大的分部分项工程。
本项目连接节点多且复杂,并且装配空间小,难操作。主要体现在以下几个方面:
(1)连接结构较多,包括腹杆、弦杆、垂直支撑杆件等多方向连接结构。
(2)连接角度多变,曲率难控制。
(3)重要节点处都为一级熔透焊缝,对焊接工艺要求高,避免焊接过程中变形现象产生。
(4)牛腿及加劲板数量较多,焊接空间较小,对焊接工艺及组装工序提出极大挑战。
(5)大桁架斜撑节点内力较大、受力复杂、杆件数量多、交汇角度小,为了保证结构的安全性并方便施工,支撑和柱子最终采用相贯焊接的连接形式。

图2 复杂节点示意图
节点处施工工艺流程如下图3所示。
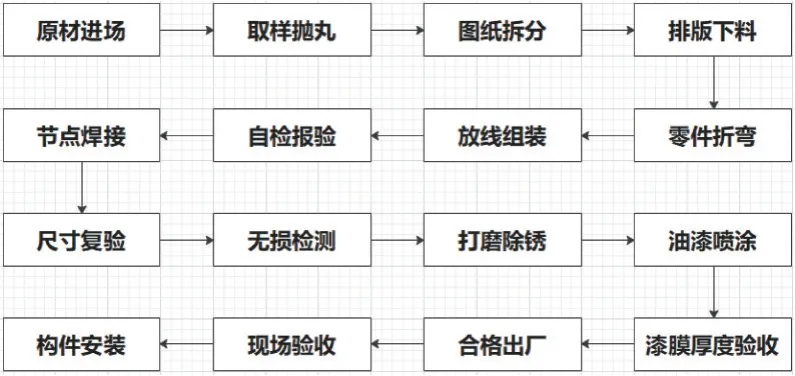
图3 节点施工工艺流程图
3 有限元分析
由于本项目采用独特的“莫比乌斯环”结构,造型独特,曲率多变且节点复杂,为保证复杂节点结构受力均匀合理,我们先进行有限元实体建模,对建好的模型通过ANSYS软件进行弹塑性分析[1]。
从节点应力云图中可以看出应力最大值出现在节点核心区域,通过有限元弹性计算[2]:
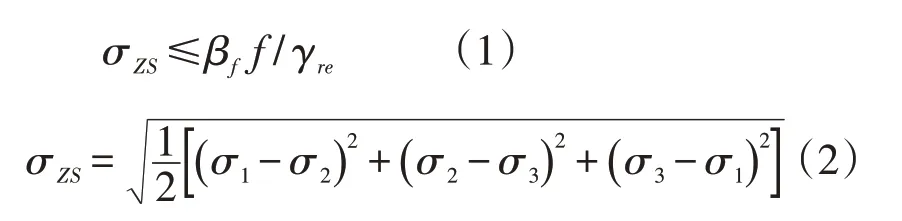
式中:σZS——折算应力,按式(2)计算;
σ1、σ2、σ3——计算点处的第一、第二、第三主应力;
βf—折算应力的强度设计值增大系数。当计算点各主应力全部为压应力时,βf=1.2;当计算点各主应力全部为拉应力时,βf=1.0,且最大主应力应满足σ 1≤1.1f;其他情况时,βf=1.1;
γre—有地震作用组合时的节点承载力抗震调整系数,取0.9。
通过计算可得出各节点在最不利荷载组合条件下,其应力范围均处于弹性阶段,未发生塑性破坏,并且该复杂节点处主要受压力,主拉应力较小。

图4 钢材整体主拉应力图

图5 应力最大位置
4 节点优化
4.1 复杂节点壁厚优化
最初设计方案将节点区柱壁厚确定为40 mm,通过应力云图显示,应力过大。通过不断增大壁厚确定多个方案,随着柱壁厚不断增加,应力不断减小,在确保安全的前提下选择最优方案,控制施工成本,最终确定最佳壁厚设置方案为60 mm壁厚。

图6 钢柱不同壁厚应力图示
4.2 柱劲板浇注孔径优化
最初设计方案将节点区柱劲板浇注孔径确定为650 mm,通过应力云图显示,应力过大。通过不断减小浇注孔确定多个方案,随孔径增加,应力减小,最终确定最佳浇筑孔径设置方案为350 mm。
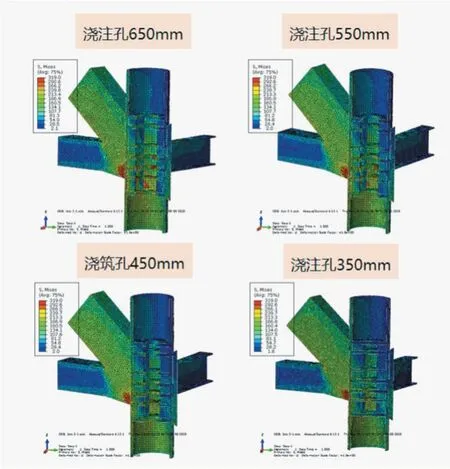
图7 钢柱不同浇筑孔径应力图示
5 质量控制
5.1 钢板材料控制
本工程钢结构构件材质主要采用Q355B钢材,其符合现行国家质量标准《低合金高强度结构钢》(GB/T1591-2018)及《碳素结构钢》(GB/T700-2006)的要求,且钢材还应满足下列要求:
(1)屈服强度实测值与抗拉强度实测值的比值≤0.85,具有明显的屈服台阶,且伸长率≥20%
(2)钢材冲击韧性合格且焊接性能良好;
(3)钢材应满足抗拉强度、伸长率、屈服强度和硫磷含量要求,且碳含量及冷弯实验必须合格;
5.2 焊接材料控制
(1)焊接与材料选择应根据母材的力学性能、化学成分、焊接性能并结合构件的焊接方法、结构特点及使用条件综合考虑,必要时需通过试验确定。
(2)焊缝金属的性能不仅要高于或等于相应母材标准规定值的下限或满足图样规定的技术条件要求,并且要符合当前行业标准《钢结构焊接规范》(GB50661-2011)及其他相关现行国家及行业标准要求,两种不同钢材相连时采用与低强度钢材力学性能相适应的焊材[3]。
(3)通常采用碳钢焊条的E50系列焊接Q355钢构件,采用低氢型E5515、E5516系列焊接直接承受动力荷载或振动荷载、厚板焊接的结构。
(4)必须与主体钢材力学性能相适应的焊丝与焊剂进行自动或半自动焊接,且符合现行国家标准规定。所购焊接材料必须具有钢厂和焊材生产厂家出具的质量证明文件或检验报告,其化学成分、力学性能、拉力实验、熔焊点拉伸强度及其它质量要求必须符合国家的相关标准。
(5)要对进场焊接材料按现行国家标准进行相关复验,经实验合格并按说明书上所列采取相应烘焙措施后,方可现场使用。
(6)焊条外观不可出现药皮脱落、焊芯生锈等缺陷,且焊剂不可受潮结块。
5.3 原材验收
(1)验收方式:针对工程的复杂性、材料多样性、焊接施工要求高等特点,对进场工程材料采取联合验收的方式。
(2)验收内容及过程:采购钢材应详细检查钢厂出具的检验报告和质量证明文件,其化学组成、力学性能和其他质量要求必须符合国家现行标准规范,且其质量证明文件上的炉批号应与钢材实物上的标识必须一致,否则不得进场。按钢管、型钢和钢板尺寸及公差要求,采取抽烟检测方式;对不同规格钢板,检查其长度、宽度、厚度及平整度等,并检查钢管、型钢及钢板的外观质量[4]。材料进场具体检验内容、方法、要求及检验过程如表1所示。

表1 材料验收内容
6 复杂节点加工制造
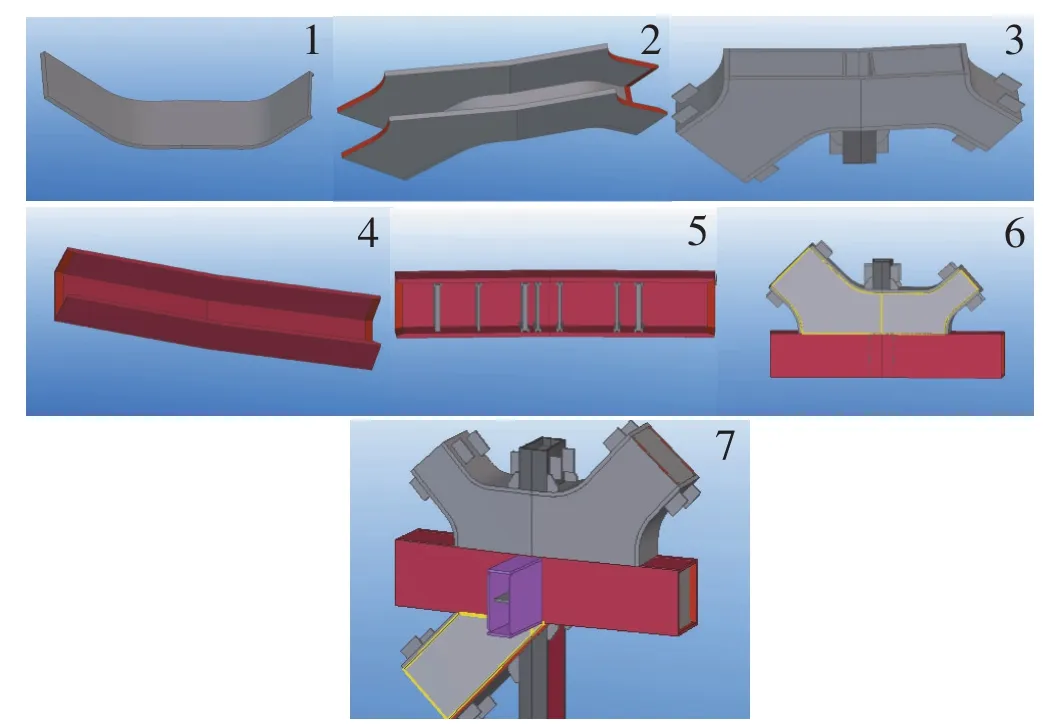
图8 组装步骤及说明
在钢结构工程中,要求依据设计图纸标注尺寸及构件加工制造工艺要求尺寸通过三维设计软件进行放样处理。首先标注尺寸打印加工图,随后往相应的车间下料,最后进行加工制造。在本项目施工过程中,对于复杂节点空间的构件必须要放样,并对加工人员进行技术交底,避免加工出错。
焊接前应对重要节点进行检查,将误差控制在允许范围内。焊接时要保证双面对称焊接,且采用先长后短,由里向外的顺序进行焊接作业[5]。
为保证精度,在将牛腿与主体结构焊接时采用定位板方式先定位后焊接,可以将误差控制在允许范围内[6]。最后在焊接完时将定位板等辅助结构拆除并打磨光滑,为工程现场安装奠定良好基础。
7 结语
本文采用有限元分析,得出复杂节点在最不利荷载条件下,其应力范围均未超出弹性阶段,不会发生塑性破坏,证明其节点安全性及合理性。深化设计过程中,对复杂节点进行测算优化,最终得出柱壁厚为60 mm时性能最佳,浇筑孔径为350 mm时性能最佳。
从原材到焊接次序及加工组装方式把控施工过程,保证后续安装过程的高效性。为多样式不规则曲率桁架钢结构施工积累了丰富的经验。
