基于保护层逻辑关系的化工装置重大事故预警技术
2022-01-16张晓华
张晓华
(中石化安全工程研究院有限公司,山东青岛 266104)
1 化工装置事故监测预警技术现状
近年来国内外发生的化学品泄漏、火灾爆炸等重特大安全生产事故的共同点是工艺参数、设备、压力释放装置、联锁、消防系统中的多个保护层同时失效且未被发现,或发现后仍由现场操作人员处理,有能力的技术人员未能及时介入处理,导致事态扩大,造成严重后果。如印度博帕尔事故中温度计显示储罐内温度升高,储罐中的异氰酸甲酯排放至火炬,但火炬不能点燃,喷淋系统达不到喷淋高度等多个独立保护层失效,导致事故后果极其严重。大量事故表明保护层失效的数量与事故发生的可能性和后果严重性直接相关。
当前,一系列自动化监测技术研发成功并在化工企业广泛应用,可及时发现工艺异常、设备故障、泄漏、人员行为异常等。如基于视觉的火苗检测系统提高了初期火灾发现的效率;通过监测动设备的温度、振动来监测动设备故障,通过数据协调法自动监测仪表异常,通过变压器温度在线监测、GIS局放监测设备以实时监测供电系统稳定性等。中石化安全工程研究院有限公司开发的工艺异常诊断系统,通过综合实时专家系统、仿真技术、模拟技术等综合技术集成解决复杂装置操作问题,为操作人员提供安全操作指导建议,解决内控操作人员判断和处理不准确的情况。
化工企业中生产管理专业化分工明确,如工艺管理、设备管理专业相对独立,而设备管理又分为静设备、动设备、DCS控制系统、SIS仪表系统、消防等多个专业,这些专业的信息系统相互独立,管理技术人员相互独立,信息不能集中展示,装置系统性失效险兆难以被及时发现。因此识别保护层逻辑关系、挖掘分散信息、集中展示装置系统性失效状态是重大事故预警的技术关键。
2 基于保护层逻辑关系的炼化装置重大事故预警技术
基于保护层逻辑关系的炼化装置重大事故预警技术,是通过预先识别化工装置单元保护层及逻辑关系,建立装置单元保护层集中映射界面;实时采集装置运行过程中的设备状态、工艺运行参数等数据,通过保护层失效预警量化模型进行分级报警处理。技术框架见图1。

图1 装置重大事故预警结构
该方法用于化工生产装置实时预警,具有挖掘分散信息、集中展示有事故预防关系的装置保护层系统性失效情况,确保在重大事故发生前及时启动紧急停车的特点。
2.1 保护层逻辑关系识别
识别保护层逻辑关系,首先要确定危险单元,也可称其为场景单元。在化工装置中,一组保护层设计是围绕化工物料(既包括有毒有害化学品也包含高压蒸汽、氮气等可造成爆炸、冲击的公用工程物质)的泄漏预防与应急处理措施来设计的,因此可将装置中盛装物料的容器设备和关联设备作为一组危险单元,如蒸馏塔及相关的安全阀、仪表、泵、管线等。
因为独立保护层在事故预防中具有层级和分类的特性,所以识别保护层逻辑关系时通常按BOW-TIE方法识别生产单元的设备和工艺,并进行归类。独立保护层包括:操作规程、工艺控制(如DCS自动控制系统,通过工艺参数如温度、压力、浓度等表征)、容器(如塔、反应器、压缩机、泵、管道等)、压力释放装置、缓冲罐和火炬、联锁、监测报警装置、消防和其他应急系统。针对实际生产单元,识别和归类保护层需要理解设计思路,将设计图纸和实际装置结合起来分析,以炼油催化装置为例,图2是炼油催化装置锅炉汽包保护层逻辑关系图,连贯的向上箭头表现了保护层的串联关系。从该实践案例可看出,人员误操作、设备故障往往是最初的危害因素,是预防事故的关键所在。

图2 催化装置锅炉汽包超压或泄漏保护层逻辑关系
2.2 失效模式识别与后果评估
不同保护层的失效模式是不同的,只有充分预先识别出保护层的失效模式,才能确保实时预警的有效性。
2.2.1 工艺控制失效模式和后果评估
工艺参数超出安全限值或出现仪表故障、DCS控制逻辑元件故障,都会导致工艺控制保护层失效。
有时单个指标超标就会导致安全事故,如压力;有时需要多个指标来指征事故险兆,如温度和压力同时升高表示引入杂质导致放热反应,可能导致爆炸事故。因此需要识别多指标异常的叠加关系,可用矩阵法来识别失效模式和潜在后果。
2.2.2 设备失效模式
识别场景单元的关键设备、失效模式时,依次识别容器、压力释放装置、联锁功能仪表、缓冲罐与火炬系统、泄漏监测设备、消防系统和其他设备的功能失效模式。失效模式是指设备针对所在单元的功能失效,如设备检测或旁路时虽然设备没有损坏,但在装置单元中不能承担设计的功能,因此在装置单元中算作失效。
a) 容器类。如罐、塔、管道甚至泵,失效模式包括设备损坏、设备维修中、设备摘除、旁路等不能起到设备功能的情况。表1展示了分馏塔(DA603塔)的功能失效模式。
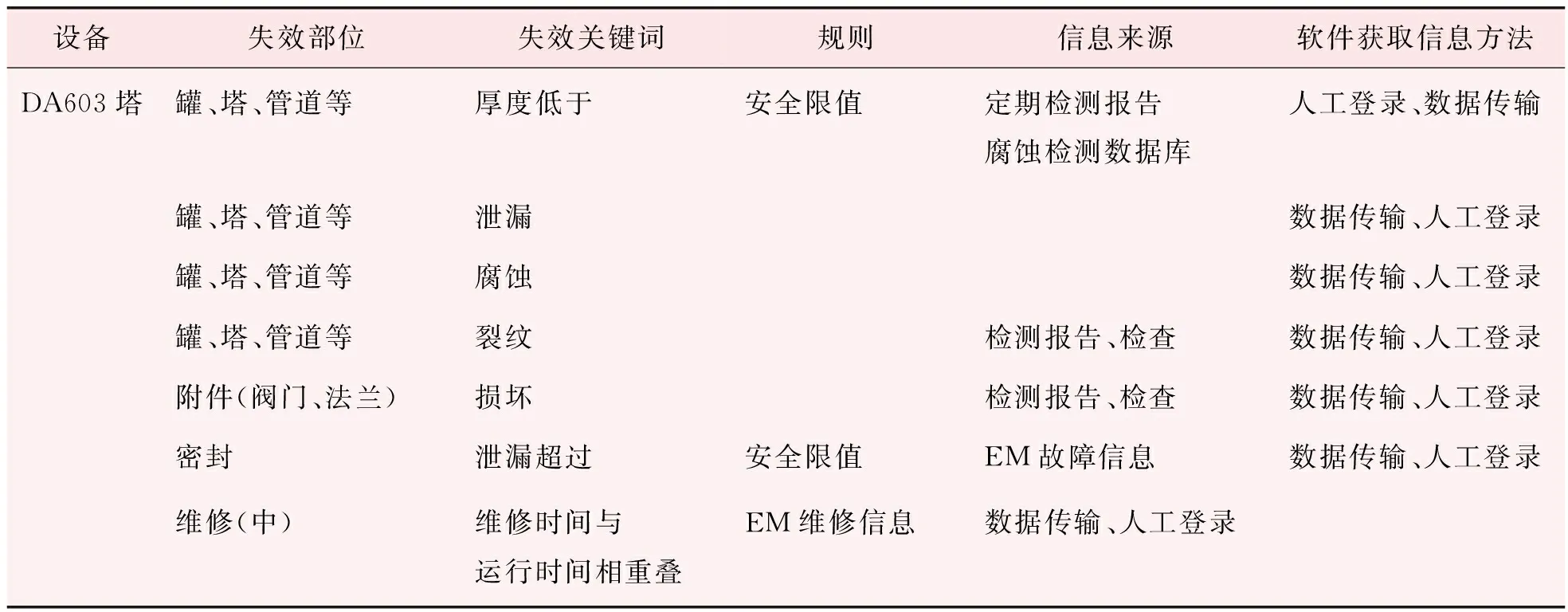
表1 容器失效模式示例
b) 压力释放装置。包括安全阀、防爆片、呼吸阀等,其失效模式包括自身故障、摘除(如摘除去检测)、检修中、盲板隔离等,这些都会使压力释放装置失去其功能。
c) 自动仪表系统。自动仪表系统可分解为检测仪表、逻辑传感器、调节阀,其失效模式包括:摘除,调节阀门被旁通,仪表正在检测或维修,阀门、逻辑传感器、测量仪表任何一个损坏。
2.3 保护层状态集中映射图
简洁明了的单元保护层状态集中映射图有利于迅速判断保护层串联失效情况。通常按照工艺参数与DCS、设备本体、安全阀、联锁、缓冲罐及火炬系统、监测系统、消防应急顺序进行摆放;在同级保护层中,将与门关系的保护层放在同一框图中表示其中一项发生问题,则本保护层失效;每个保护层通过人工或智能系统获取其现有功能状态。如图3所示,阴影部分表示功能失效。

图3 保护层状态集中映射示例
2.4 保护层失效预警规则
保护层关系可视化后,预警规则计算方法就显得尤为简单。当4层及以上的保护层失效,发生重大泄漏、火灾爆炸事故的可能性极高,需要切断进料或紧急停车;当3层关键保护层失效,发生重大泄漏、火灾爆炸事故的可能性很高,应成立企业级应急指挥小组,生产、设备技术人员研究对策,立即处理。当2层关键保护层失效,发生泄漏、火灾爆炸事故的可能性较高,装置负责人组织工艺、设备技术人员立即进行处理。1个关键保护层失效,有可能导致停车、断料、泄漏等事件,需专业技术负责人立即处理。具体见表2。
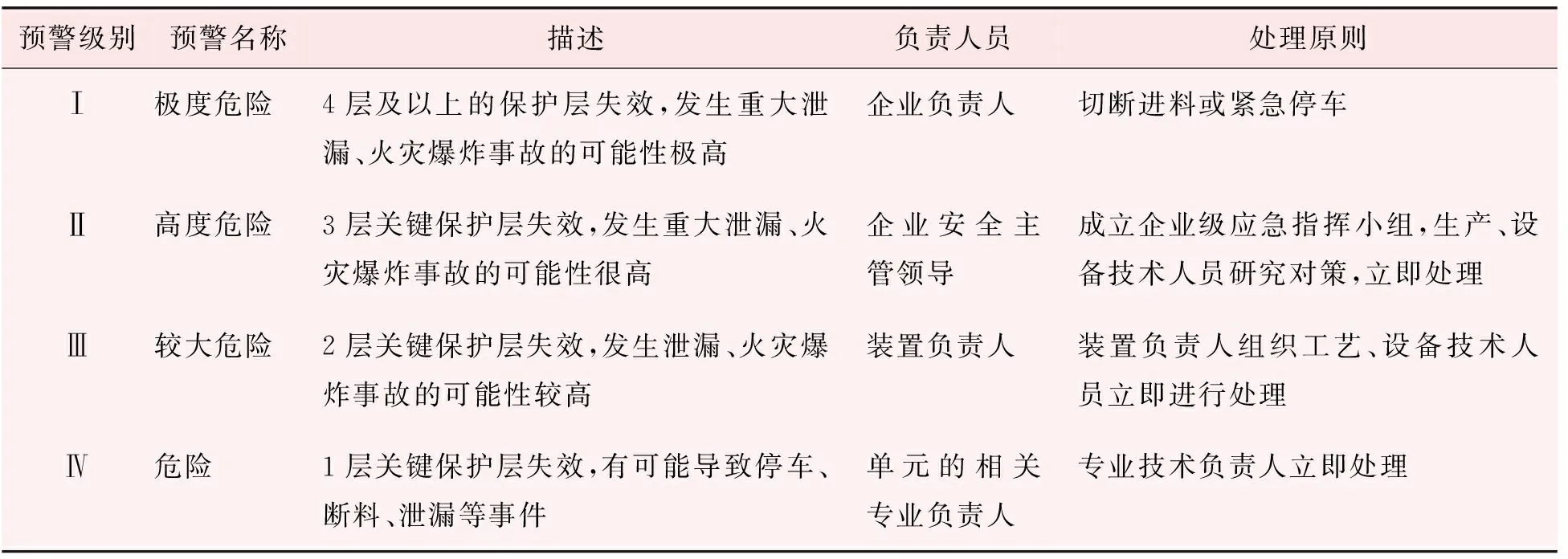
表2 保护层失效预警规则
2.5 信息化技术实现装置重大事故自动预警
信息化技术是通过实时自动挖掘各保护层失效信息,进行保护层可视化展示,通过量化预警规则进行分级预警。实时信息来源于各类实时运行监控系统,包括关键设备运行状态在线监控系统(如动设备在线监测系统、静设备腐蚀在线监测系统)、DCS工艺参数采集系统、联锁仪表信息采集系统等;一些没有在线自动监测系统的则需要人工输入异常状态信息,如安全阀摘除、火炬加盲板等。信息系统按照预警级别向相关人员发送预警级别、失效信息和处理原则。软件可同时展示历史类似事件的报警和处理记录,供给操作和技术人员参考。
信息化技术的关键是将各个分系统的数据端口进行连接、读取,目前中国石化生产异常系统已经实现了多个生产系统数据传输和集中展示,技术上可实现。
问题线下处理结束后,责任人进行问题处理过程登录,关闭此次预警。事件处理过程作为知识库保存在信息系统中,可为下次事件处理提供参考。定期进行事件类别、事件原因等统计分析,可为装置预防性管理提供基础信息。装置重大事故自动预警软件框架见图4。

图4 装置重大事故自动预警软件框架
3 结语
基于保护层逻辑关系的炼化装置重大事故预警技术,通过识别装置危险单元的保护层逻辑关系,自动挖掘装置各独立保护层的功能失效信息,进行直观展示,根据规则分级预警,及时发送预警信息和处理原则,预防重大安全事故的发生。随着工业互联网+的推行,基于多源在线自动监测信息的事故预警技术必将得到广泛应用。
