宽厚板热处理炉炉底辊结瘤成因及对策
2022-01-15沈彬彬
沈彬彬
(山东钢铁集团莱芜分公司技术中心,山东 济南 271104)
0 引言
辊底式热处理炉被广泛应用于中厚板的淬火、正火及回火等热处理生产。但目前在辊底式热处理炉的生产过程中,辊面结瘤导致钢板下表面出了现辊印,造成钢板大面积修磨甚至报废,严重影响了钢板产品的表面质量。因此,辊面结瘤问题严重影响热处理产品的正常生产,也一直困扰着工业炉公司和钢铁生产企业。为保证钢板下表面质量,不得不增加检修时间,清除辊面结瘤,加大拖辊频次,以减少辊印的产生,从而极大地影响了热处理行业的作业率和产能[1-2]。
该文结合离线淬火前钢板表面氧化铁皮、抛丸用丸料和炉底辊上的结瘤物的扫描电镜和能谱检测,系统研究了热处理炉炉底辊结瘤物的产生原因及形成机理。采取优化抛丸工艺以及控制热处理炉内氧含量等措施,减少炉底辊结瘤[3]。
1 炉底辊结瘤形成机理分析
笔者收集了离线淬火前钢板表面氧化铁皮、抛丸用丸料以及炉底辊上的结瘤物,通过扫描电镜和能谱检测分析了炉底辊结瘤物质的主要来源以及形成机理。
1.1 钢板表面氧化铁皮检测及分析
将淬火前的钢板进行氧化铁皮取样,进行扫描电镜观察和能谱分析。如图1所示,钢板表面氧化铁皮呈现致密态的片状结构,对钢板表面氧化铁皮进行能谱分析,其谱图结果如图2所示。淬火前钢板表面氧化铁皮成分如表1所示。

图1 钢板表面氧化铁皮扫描照片

图2 钢板表面氧化铁皮能谱
由表1可知,淬火前钢板表面氧化铁皮成分中O元素含量为22.07%,氧元素主要来源于钢板在加热及轧制过程中的氧化。在结果中还检测出6.46%的Ca元素,0.18%的Mg。这主要是因为宽厚板轧线高压除磷和轧后冷却时使用的冷却水中含有钙、镁离子。其中钙、镁离子以Ca(HCO3)2、Mg(HCO3)2的形式存在,Ca(HCO3)2和Mg(HCO3)2的浓度约为700mg/L~1000mg/L。 轧线高压除磷和轧后冷却过程中,Ca(HCO3)2、Mg(HCO3)2遇到热钢板以CaCO3和MgCO3的形式发生沉淀,残留在钢板表面。
1.2 抛丸机丸料检测及分析
对抛丸机丸料取样,进行扫描电镜观察和能谱分析。如图3所示,钢板表面氧化铁皮呈现致密态结构,对丸料进行能谱分析,其结果如图4所示。抛丸机丸料成分如表2所示。从丸料成分可以发现,丸料中未发现Mg、Cl、Ca、Cr等元素成分。Fe含量约为77.3%,氧含量约为23.84%,锰含量约为1.2%。

图3 抛丸机丸料扫描照片

表2 抛丸机丸料成分
1.3 炉底辊结瘤物检测及分析
对炉底辊结瘤物进行扫描电镜观察和能谱分析。其形貌如图5所示,该结瘤呈现层状堆积,其原因是钢板带入的以及钢板在炉内产生的氧化铁皮积累叠加,并在近乎热熔的状态下发生高温氧化而逐步增大的。图6为炉底辊结瘤物成分能谱分析。分析了其化学成分,其结果如表3所示。

图5 结瘤物扫描照片

图6 结瘤物能谱

表3 炉底辊结瘤物成分
炉底辊结瘤物中检测出24.75%的O元素,0.27%的Mg元素,4.49%的Ca元素以及63.39%的Fe元素。
1.4 炉底辊结瘤形成机理分析
热处理炉底辊材质为炉辊(DIN1.4826),其成分为Cr含量25%,Fe含量38.5%,Ni含量35%,Nb含量1.5%,炉底辊成分中不含Ca元素。且除去钢板表面氧化铁皮中因冷却水沉淀的Ca元素外,钢板基体不含有Ca元素。通过丸料能谱分析可知,丸料中不含有Ca元素。因此,结瘤物中的Ca元素来源于抛丸后在钢板表面未被抛净的氧化铁皮。从Ca元素的检测分析结果可知,炉底辊结瘤物主要是由于钢板在热轧过程中表面形成的氧化铁皮在抛丸时未被彻底抛干净,带入炉内,在热处理炉高温状态下,在近乎热熔的状态下黏附到炉底辊表面。
对比钢板表面氧化铁皮和结瘤物成分可以发现,结瘤物成分中的Fe元素和O元素的含量较钢板表面氧化铁皮中的Fe元素和O元素的含量有所增加。同时,结瘤物成分中的Ca元素较钢板表面氧化铁皮中的Ca元素含量有所降低。这主要是由于,钢板表面氧化铁皮主要由Fe2O3,Fe3O4,FeO组成,钢板表面氧化铁皮中的FeO和钢板基体的Fe在高温状态下,与热处理炉内的少量氧气发生氧化反应:6FeO+O2=2Fe3O4,3Fe+2O2=Fe3O4。在炉内新生成的Fe3O4在热处理炉高温状态下,在近乎热熔的状态下黏附到炉底辊表面,导致结瘤物中的Fe元素和O元素的含量有所增加,Ca元素的含量有所降低。
在高温状态下,辊子表面黏结的氧化铁皮经钢板反复碾压形成层片状或尖锐结瘤。在高温状态下钢板表面软化,在自重作用下压出辊印。该扫描电镜照片结果与现场生产中钢板下表面辊压压痕逐渐严重的事实相符合。
根据热处理炉炉底辊的成分和形成机理,结合现场设备和工艺情况发现,辊底式热处理炉炉辊结瘤的原因主要有以下几个:1)钢板下表面抛丸不彻底,轧制过程中的氧化铁皮未有效去除,导致氧化铁皮在炉内结瘤。2)炉内氧含量过高,钢板高温状态下发生氧化,造成结瘤加剧。
2 炉底辊结瘤控制措施
2.1 提高钢板抛丸后表面清洁度
钢板表面氧化铁皮的清洁度根据GB8923-88进行判定。钢材抛丸后表面清洁度的四个等级分别用Sa1、Sa2、Sa2.5、Sa3表示。其中Sa3.0为表面清洁度最高标准。要求为钢板表面无可见的油脂、污垢、氧化铁皮等附着物,该表面应显示均匀的金属色泽。钢板表面清洁度主要取决于钢板抛丸速度,抛丸电流2个因素。
如图7(a)所示,当辊道速度为2m/min时,钢板表面基本无色差,无明显氧化铁皮,丸料打击均匀钢板表面清洁度达到Sa3。如图7(b)所示,当辊道速度增加为4m/min,钢板表面红锈较多,氧化铁皮明显未抛干净钢板表面清洁度达到Sa2.0。这主要是因为,辊道速度较小且抛头电流大时,钢板运行慢,单位时间内打击到钢板表面的丸料相对较多,打击效果较好,能较好地保证抛丸后钢板表面清洁度。钢板表面氧化铁皮清除彻底后,能够有效减少带入热处理炉的氧化铁皮,减少炉底辊结瘤的发生。
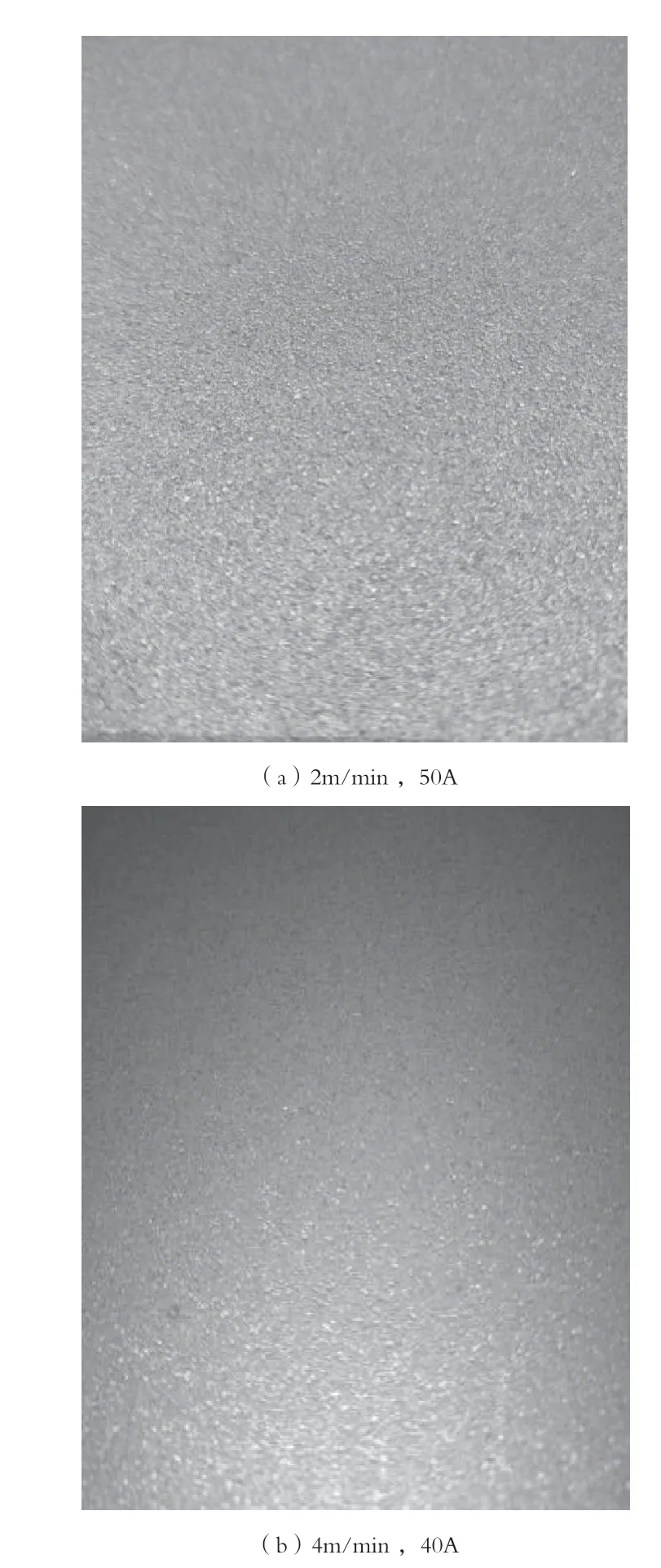
图7 不同抛丸工艺对钢板表面清洁度的影响
2.2 热处理炉内氧含量控制
宽厚板热处理线一号热处理炉为氮气辊底式热处理炉,氮气通过热处理炉传动侧的主进气管送入。根据结瘤物成分检测及形成机理分析,降低热吹炉内氧含量,可以有效防止钢板在炉内受热导致的钢板二次氧化,减少炉底辊结瘤的产生。
2.2.1 调整热处理炉炉压设定
氮气的冲入量与热处理炉炉压连锁,当热处理炉炉压低于设定值时,氮气冲入;当热处理炉炉压高于设定值时,氮气停止冲入。因此,提高热处理炉炉压设定,可以增加炉内氮气含量,在开关炉门时能够防止炉外的空气进入炉内,同时能够将炉内的氧气赶到炉外。
淬火炉共三个氮气控制点,按外方原工艺,热处理炉压设定为0.2hPa,由于氮气使用量与炉压进行连锁,当炉压高于0.2hPa不进行冲氮。为保证出炉侧氮气充入充足,降低炉内氧含量,将热处理炉入炉口压力设定为0.2hPa,中间位置压力设定为0.25hPa,出炉侧压力设定为0.3hPa,从而增加氮气充入量,降低炉内氧含量。
2.2.2 降低炉门限位
通过上述分析,热处理炉出钢过程中,炉门开启时间越长,开启高度越高,由于炉内气氛外溢,导致炉内压力降低,炉外空气进入炉内越多,外界氧气进入炉内,会导致热处理炉内氧含量急剧增加且氧含量降低过程更加缓慢。为减少热处理炉外空气进入炉内,需要减少出钢过程中的炉门开启高度。
热处理炉目前炉门限位高度为300mm,为降低炉内氧含量数值,将炉门限位降低为200mm。减少气体外溢,保持炉内压力,减少氧气进入。
3 结论
该文结合离线淬火前钢板表面氧化铁皮、抛丸用丸料和炉底辊上的结瘤物的扫描电镜和能谱检测,系统地研究了热处理炉炉底辊结瘤物的产生原因及形成机理。炉底辊结瘤物中的Ca元素来源于抛丸后在钢板表面未被抛净的氧化铁皮。从Ca元素的检测分析结果可知,炉底辊结瘤物产生的主要原因是钢板在热轧过程中表面形成的氧化铁皮在抛丸时未被彻底抛干净,带入炉内,在热处理炉高温状态下(近乎热熔状态),黏附到炉底辊表面。通过优化抛丸工艺、提高钢板表面清洁度以及控制热处理炉内氧含量等措施,可以有效防止热处理炉炉底辊结瘤。
