金属蜂窝夹芯结构胶接修理关键工艺
2022-01-14刘斌徐天杰
刘斌 徐天杰
(北京飞机维修工程有限公司,北京 100000)
1 概述
金属蜂窝夹芯结构既减轻了结构重量,又可以保证足够的强度,且具有吸能减震的性能,金属蜂窝夹芯结构是由上下两层金属蒙皮面板和中间的金属蜂窝组成,通过胶粘剂胶接在一起,如图1 所示。在民用飞机上使用广泛,在襟翼后缘;扰流板;前缘缝翼;发动机(进气道,反推)等一些重要部件都有金属蜂窝夹芯结构的使用,如图2 和图3 所示。

图1 金属蜂窝夹芯结构
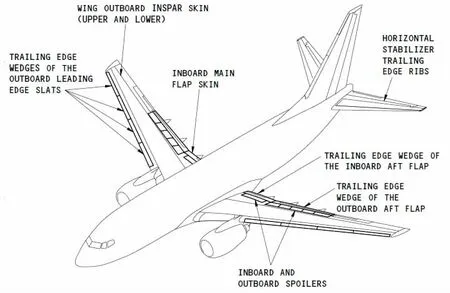
图2 铝蒙皮/铝蜂窝夹芯结构位置图(250 0F 制造的部件)
图3 铝蒙皮/铝蜂窝夹芯结构位置图(350 0F 制造的部件)
不过,在长时间的服役过程中,由于胶接胶层老化,意外的损伤,本身的制造工艺缺陷等。金属蜂窝夹芯结构部件都不可避免会出现脱粘等损伤。该类损伤往往通过切除损伤蒙皮,制作新的铝制补片,胶接恢复蒙皮[1]。胶接相比于铆接、螺栓连接等机械连接,具有连接效率高、避免了应力集中等优点。
2 金属蜂窝夹芯结构部件的胶接修理关键工艺
飞机制造商对金属蜂窝夹芯结构部件的胶接修理(如图4)有严格的限制,例如对于737NG 系列飞机,胶接剂通常有胶糊和胶膜。胶糊修理仅适用于2 英寸范围内的损伤且为临时修理,常不予考虑。使用胶膜修理有两个尺寸的限制:64 平方英寸和200 平方英寸。
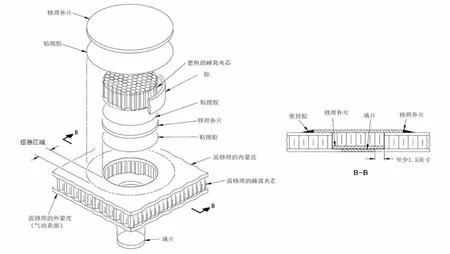
图4 金属蜂窝夹芯结构粘接修理示意图
金属蜂窝夹芯结构内部损伤,如蒙皮与蜂窝芯的脱粘(图5所示),在初始阶段,蒙皮和蜂窝宏观上是一体的,一般目视检查很难发现,即使进行敲击检查,经验不丰富的机械员也不容易发现,但当这些隐形缺陷发展到目视可见时(蒙皮表面出现大面积鼓包),进一步敲击检查确定损伤范围,实际损伤面积往往超过64 平方英寸,甚至超过200 平方英寸。

图5 某飞机后缘襟翼蒙皮与蜂窝芯的脱粘
64 平方英寸损伤以下可以使用常规的真空袋修理。真空袋加热固化,制作真空袋,抽气后形成负压,保证粘接过程中的压力,最大只有一个大气压的压力。64 到200 平方英寸的损伤使用热压罐修理。胶接结构用真空袋密封在模具上,置于热压罐中,利用热压罐提供的均匀温度和压力(可以达到十几个大气压力)环境实现固化。如果64 到200 平方英寸的损伤仍然要使用真空袋修理,就需要做额外的工作以保证修理质量,BMS5-121 定位布的使用和验证膜测试必不可少, 并且如果有更换蜂窝的步骤,更换蜂窝和恢复蒙皮就必须分开施工,不能同时固化完成。
2.1 验证膜测试
对于损伤面积超过64 平方英寸的修理,必须对胶接剂(胶膜)进行检查与厚度测量。胶接剂厚度对胶接强度有影响,胶接强度最初是随着胶接剂厚度的增加而升高,之后随胶层厚度的增加而急速下降[2]。保证胶接剂在固化后的厚度适当,使胶接剂层形成良好的粘合力。只有通过验证膜测试,保证其厚度在0.002 英寸到0.020 英寸之间。
将胶膜放置在分离膜上,安装真空袋并固化胶膜。固化时间可以仅为修理固化时用时的一半。测量固化后的胶膜厚度,达到要求厚度即可。验证膜测试通过,按照测试中使用的层数和大小的胶膜进行修理。如果测试不合格,酌情增加或减少一层胶膜,重新固化并测量厚度,确保胶膜厚度达到要求并满足测试要求。
验证膜测试工艺也是经常被忽略的重要步骤。由于工作者仅凭自己的经验,或者嫌工艺过程繁琐,认为大可不必。省掉该工艺步骤,虽然修理过后的敲击检查没有任何问题,但是修理后的耐久性也就大打折扣。
2.2 表面处理
胶接质量的控制是要保证胶接表面与胶接剂具有良好的结合性能,使修理补片可以有效的传递载荷,恢复结构强度。胶接前表面处理状态很大程度上决定了修复后结构的强度[3]。表面处理可以得到高活化能的表面氧化层,以保证胶接质量并提高抗腐蚀能力。
波音SRM 推荐使用磷酸阳极化(PAA)表面处理,BOEGEL(AC-130)表面处理,氢氟酸- 阿洛丁(HF-Alodine)表面处理。磷酸阳极化(PAA)表面处理有槽式磷酸阳极化(Tank PAA)程序,非槽式磷酸阳极化(PANTA)程序和磷酸局部阳极化处理系统(PACS)程序。由于磷酸阳极化(PAA)表面处理需要专门的设备和人员进行操作,除了少数大修厂配有专门的人员和设备,大部分外场修理单位都没有,实施起来较为不便,并且磷酸阳极化对环境也有一定的污染,会排放大量的酸洗废水。氢氟酸-阿洛丁(HF-Alodine)表面处理仅仅适用于临时修理,并且修理范围被限制得很小,只有2 英寸。如果处理不当,残留的HF 会造成蜂窝等腐蚀,并且对人体和环境有害。因此,磷酸阳极化(PAA)表面处理和氢氟酸- 阿洛丁(HF-Alodine)表面处理都非首选。应该首选无毒且对环境无污染的Boegel EP-II(AC-130)表面处理。
50 毫升的Boegel EP-II(AC-130)溶液大概可以处理200平方英尺的区域,按照此比例配制所需的溶液。配置好的溶液30 分钟后才能发挥作用,有效期10 小时。充分打磨胶接区域,为了去除金属氧化层,得到良好的表面处理状态。如不立即进行后续修理步骤,可用真空袋薄膜保护待胶接表面,超过24 小时,应重新表面处理。
参照图6,图7,彻底打磨待胶接表面和搭接区域表面,去除铝表面的金属氧化层。使打磨的处理表面对Boegel EP-II(AC-130)保持活性,与Boegel EP-II (AC-130)溶液间进行充分的反应。使用清洁、干燥的压缩氮气(或空气)去除打磨残留粉尘颗粒,施加Boegel EP-II(AC-130)溶液,使打磨表面完全浸透在溶液中至少2 分钟。去除多余的Boegel EP-II(AC-130)溶液。处理后的表面在室温下干燥至少60 分钟,也可以使用烘箱、烤灯或不含油的压缩空气在不超过1600F(71℃)温度下进行干燥。

图6 补片胶接面打磨示意图
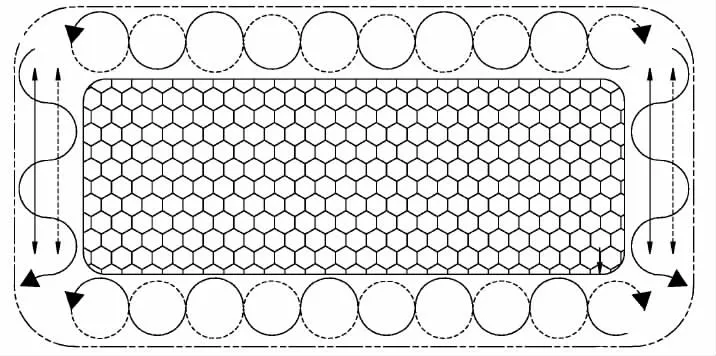
图7 修理区域搭接表面打磨示意图
2.3 定位布的使用
在超过64 平方英尺的修理中,需要使用定位布(BMS5-121),如图8 所示。定位布可以提高固化过程中气体的通过率,利于排出胶层中的空气和其他挥发性物质,减少固化后胶接界面的孔隙率,即减少了胶层内的缺陷,使胶接层形成良好的粘合力。在小于64 平方英寸修理中,虽然没有强制要求使用定位布,但是根据以往的修理经验,仍然建议使用。
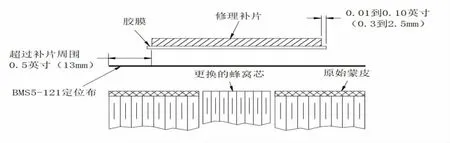
图8 修理中定位布的使用示意图
根据修理部件的制造温度选用不同的修理材料(胶膜),再根据不同的修理材料(胶膜)选择相适应的固化温度并固化。先将胶膜一侧的隔离膜撕掉,与修理补片进行贴合,如果贴不上,用热风枪轻轻吹热一下,用刮片轻轻排除气泡,使胶膜紧贴于补片。一般胶膜在裁剪时,会留出0.01 到0.1 英寸的余量,比补片大0.01 到0.1 英寸。在修理区域铺放好BMS5-121 定位布,定位布要超过补片周围0.5 英寸,再把准备好的修理补片和胶膜安装到位。
定位布也是很容易被工作者所忽略的。即使不使用定位布,修理过后的敲击检查可能没有任何问题,但是修理后的耐久性也就大打折扣。没有使用定位布的修理,在修理后的检查中可能会出现局部脱粘的现象,因此不能忽视定位布的作用,在修理时,特别是大面积的修理中必须使用定位布。
3 结论
修理后的检查只是针对修理后当时状态的一种检查,修理后的耐久性才能检验修理的质量。表面处理,验证膜测试,定位布的使用都是修理中不可或缺的重要步骤,也常常被忽略和忽视的,任何不当的操作都可能造成返工。除此之外,加强复合材料技术人员的素质培养,多总结工作中出现的问题,以改进工作方法,提高修理水平和质量,让修理的质量经受着时间的考验。
