基于FluidSIM的气动钻床PLC控制设计
2022-01-13李霄伟于启龙
李霄伟,赵 军,于启龙
(1黑龙江八一农垦大学工程学院,黑龙江 大庆 163711;2北大荒集团尖山农场有限公司,黑龙江 嫩江 161444)
气动装置结构简单、轻便,安装维护简单,压力等级低,使用安全。工作介质是空气,排气处理简单,不污染环境,成本低[1]。随着经济技术的不断发展,液压气动系统结合智能化、精准化不断发展,有很好的发展前景。
1 控制要求
在利用继电器进行电气控制的气动回路中,控制电路接线复杂、可靠性低且更改逻辑关系不方便。针对这一现象,在分析继电器电控回路的基础上,设计气动回路的PLC控制程序,并设计合理的PLC接线图,在简化线路的同时,最大程度提高控制系统的可靠性[2]。本文主要研究了一个用于钻孔的气动机床的气动系统及其自动控制。使用Festo公司的FluidSim P软件进行气动原理图和电气回路接线图的绘制[3],利用西门子STEP7软件进行PLC程序的编辑,最后用昆仑通态公司的MCGS软件进行触摸板的控制界面设计。
本文中所研究的钻床可以实现半自动化的均布打孔作业,将需要加工的工件由工人安放在工作台上,按下总开关和启动按钮后,夹紧气缸将工件完全夹紧,此时带动打孔钻头的电动机启动,且进给气缸的活塞推动钻头快速接近工件,当活塞触发限位开关时,由快进变为慢速的工进,此时慢速对工件进行打孔。打孔完毕后进给气缸活塞快速缩回,待活塞退回到初始位置,电动机停止,气马达带动回转工作台转位90°,转位结束后开始再一次进给打孔。当转位的次数达到4次,系统停止工作且夹紧气缸松开,由工人更换工件。转位的次数和转过的角度都可以通过电气回路由使用者自由的设置。
2 气动系统与电气控制回路设计
2.1 气动回路设计
气动钻床是采用气动马达完成主体运动主轴旋转再由气缸提供进给运动的钻床[4]。FluidSIM是液压专用软件,液压系统的各个元器件都能在软件库中找到,所以搭建液压系统非常的方便[5]。图1为利用FluidSim P绘制的气动系统原理。气动回路由气缸、气马达、电磁换向阀、气源以及压力开关组成[6]。
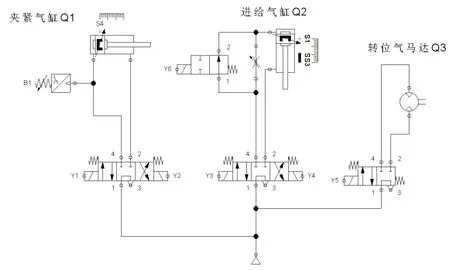
图1 气动回路原理图Fig.1 The schematic diagram of pneumatic circuit
2.2 电气控制回路设计
电气回路由按钮开关、按键开关、继电器、气电转换器、电磁线圈、延时断开继电器、计数器、电动机、限位开关和常开/常闭触点组成。利用继电器控制开关触点,并用电磁线圈控制电磁换向。
2.3 仿真运行
进行仿真运行前,需要先设置元件参数。设夹紧气缸行程为100 mm,进给气缸Q2行程为300 mm。对于模拟运行的状态图属性,选择时间间隔为自动调节,记事文件路径不选择,采用计算机截图的方法来记录状态图,仿真步长为1S,填充颜色和图层均设为默认值。
气动回路模拟运行,运行中记录并得出状态图(时间-位移图),图中第一部分为夹紧气缸Q1运动状态,中间为进给气缸Q2运动状态,第三部分为气马达的运动状态。如图2所示,当气缸Q1夹紧时,气缸Q2开始快进,此时图形斜率较高;活塞触发限位开关S2,气缸Q2慢速工进,图形斜率变缓;气缸Q2活塞触发限位S3时,活塞快退,斜率较大;在一次工作循环中气缸Q2工进4次,在此期间,气马达控制转台转动,在第4次打孔结束后,转台归位。转台归位后,气缸Q1将工件松开。
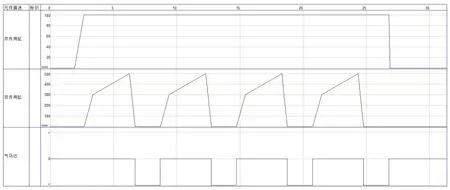
图2 FluidSim P仿真运行状态图Fig.2 The FluidSIM P simulation running state diagram
3 PLC控制设计
传统的自动控制使用开关、继电器和触点进行控制,由触点是否通电、控制器的通断电来实现控制。但这种控制方式对于复杂的自动控制接线很繁琐很复杂,而且容易发生故障,只适用于进行简单的控制。如今各种无触点控制电路的发展越来越成熟,利用PLC或工控机既可以实现各种繁杂的自动化作业,又可以方便地进行修改、改进升级等操作。S7-200CNPLC是专供中国市场的整体式小型机,该机型有8输入和6输出,14个数字量I/O点[7]。
I/O地址确定后,利用STEP7-MicroWin进行程序的编辑,在程序编写完成后,先用软件自带的编译功能检验程序是否正确。检验完成后,必须利用S7-200仿真软件对程序进行仿真运行。
4 控制面板界面设计
本文选择昆仑通态公司的MCGS组态软件进行触摸屏控制面板界面的设计与编辑。首先设置好动画界面的大小等参数后,设置PLC与组态软件的通讯地址,利用PPI通讯端口,使组态窗口中的功能按键、输入框等与PLC寻址串接。进入设备窗口,选择西门子PPI驱动,将PLC的设备地址填入。图3为设计完成的控制面板界面。将指示灯与PLC的Q寄存器寻址绑定,按钮与I寄存器寻址绑定,输入框与定时器的时间值寻址绑定。并设置一个文字随Q0.0的输出状态所变化的文本框,当气缸Q1夹紧后,显示为“工作中”;当气缸Q1松开,显示为“放置/更换工件”。
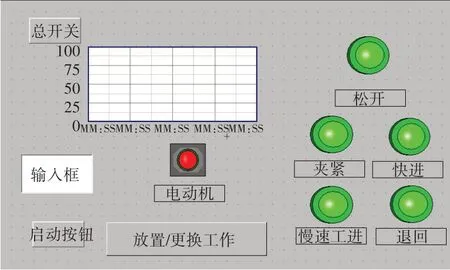
图3 利用MCGS软件制作的控制面板界面Fig.3 The control panel interface made by MCGS software
5 结论
本文利用Fluidsim软件模拟运行了气动系统,绘制了PLC接线图,并用西门子STEP7软件编辑了PLC程序。利用MCGS软件制作了触控面板。
气动技术相较于液压技术,更适合现代化工厂使用,使工作环境变得干净整洁,且介质很容易获取。目前PLC功能越来越强,有着不可比拟的实用性,与工控PC、单片机占据了大部分数控市场。随着人工智能的不断发展,PLC也迫切需要结合深度学习技术,以实现更高端的控制模式。
