中国石化催化裂化装置运行状况分析
2022-01-12陈学峰
李 鹏,任 晔,陈学峰
(1.中国石油化工股份有限公司炼油事业部,北京 100728;2.中国石化石油化工科学研究院)
在2020年第七十五届联合国大会上,中国承诺将提高国家自主贡献力度,二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和。“双碳”目标的提出、电动汽车和新能源的快速发展,给能源行业尤其是炼油行业带来了巨大冲击和挑战。目前,催化裂化汽油占车用汽油池总量的70%,因而催化裂化装置的长周期稳定运行是实现汽油稳定生产和碳减排的关键[1-2]。
近年来,国内炼油能力增速高于消费增速,成品油产能过剩态势加剧,炼化产业一体化、炼油向化工转型发展成为行业共识,生产化工产品成为原油新增需求的主要引擎。2020年以来,在新冠肺炎疫情影响下,汽油需求大幅下降,各炼油厂积极调整产品结构,采取多种措施增产低碳烯烃(尤其是丙烯),其运行经验对以催化裂化装置为核心、向化工转型的企业有很好的借鉴意义。以下对2020年中国石油化工股份有限公司(简称中国石化)所属各企业(为便于表述,均以企业简称表示)催化裂化装置的运行、增产丙烯情况及近年来技术进步进行分析,为企业催化裂化装置的运行管理和技术选择提供参考。
1 催化裂化装置运行情况
1.1 概况
根据中国石化炼油事业部的统计,2020年中国石化所有催化裂化装置的平均运行负荷为99%,总体处于高负荷运行状态,但受新冠肺炎疫情影响,也有少量装置运行负荷降低至75%。统计显示:催化裂化装置原料的平均密度(20 ℃)为919.0 kg/m3,残炭平均为3.1%,平均转化率达到75%左右;液化气+汽油的总产率为65%左右,最高可达70%;丙烯平均产率为7.8%,液化气中丙烯体积分数达到39%。以上数据表明,随着催化裂化技术的进步以及装置设计和操作水平的提升,劣质原料转化、高价值产品生产和产品结构调整能力有了显著提高。同时,催化裂化装置充分发挥其产品结构灵活、最大幅度增产丙烯的特性,保障了防疫物资生产原料的供应。
此外,在相同催化裂化工艺中,同一指标的平均值、最高值和最低值的差值较大;同类型、同规模催化裂化装置的干气、油浆和焦炭等产品的产率以及能耗变化较大。说明对于催化裂化装置,其工艺改进、装置设计和操作等仍需在降低低价值产品产率和装置能耗等方面加强研发和优化,以实现节能减排。
1.2 装置运行情况
1.2.1 非计划停工
2020年中国石化的催化裂化装置发生5次非计划停工,主要原因集中在管线腐蚀泄漏、沉降器结焦、衬里脱落、螺栓断裂、催化剂跑损、烟机设计缺陷等方面。从生产管理来看,一方面在生产过程、设备检测、维修施工等方面存在管理不到位的问题;另一方面在装置操作和风险识别,尤其是对于关键机组和关键部件,存在明显偏离设计值,隐患识别不充分、不全面的问题。
1.2.2 烟机运行
烟机的稳定运行对装置长周期运行至关重要。2018年以来,中国石化催化裂化装置共发生4次烟机叶片断裂情况,主要问题在于叶片质量缺陷、超温疲劳、维修不到位等。
1.2.3 主风机运行
2020年以来,在企业检修过程中发现,中国石化催化裂化装置共发生9起(涉及8套装置)主风机叶片大面积裂纹现象。这可能是因为主风机低负荷运行时存在激振现象,会加速叶片疲劳。鉴于主风机叶片发生裂纹和故障事故呈增长趋势,各企业检修时应加强检测。
1.2.4 膨胀节运行
近年来,膨胀节故障呈多发趋势,其中弹性元件穿孔和开裂故障占60%。膨胀节故障原因分布比例如表1所示。波纹管本体是膨胀节薄弱点,需要加强质量管控和运行监测。

表1 膨胀节故障原因分布情况
1.3 催化裂化装置长周期运行注意事项
为实现催化裂化装置“五年一修”的长周期稳定运行目标[3],需要在以下方面做好工作:
(1)控制沉降器结焦风险。需要控制原料的转化率不低于70%,避免油浆回炼;控制原料金属质量分数低于30 μg/g,避免因金属污染催化剂导致原料转化率降低。
(2)控制烟机结垢风险。需要控制烟机入口粉尘质量浓度不大于150 mg/m3,且轮盘蒸汽温度需控制在250~260 ℃。
(3)控制反应器-再生器内构件故障风险。需要控制装置操作参数不超限值,减少超温和超设计线速等问题;增强内构件和衬里的耐磨性能,适当加厚旋风分离器壳体,采用高镍合金材料制作膨胀节波纹管等。
(4)加强衬里管理。当衬里修补超过50 m2时,需采用支模加机械振捣的方式施工;斜管衬里需整段更换,推荐采用自然干燥和300 ℃烘干组合措施进行热处理。
(5)控制分离系统故障风险。采用分馏塔在线除盐技术,分馏塔塔顶操作温度要比露点温度高14 ℃以上。
(6)控制腐蚀风险。需要减少氨逃逸,降低低温区铵盐结晶腐蚀;添加不超过系统藏量质量分数5.0%的硫转移助剂,以降低烟气中SOx浓度和提高烟气露点温度,减少腐蚀;采用外保温等方式提高炉墙板外壁温度,避免烟气露点腐蚀。
(7)加强设备管理。单动及双动滑阀导轨和螺栓建议1~2周期更换;适当降低特阀动作灵敏度,减少阀门动作频次;每月检查紧固特阀执行机构与阀杆连接螺栓和阀杆填料,控制好阀杆反吹流量;开展余热锅炉炉管和外取热器换热管剩余寿命评估,制定合理更换周期。
2 产品结构调整
2.1 增产丙烯
2020年3月以来,为尽快从新冠肺炎疫情的影响中恢复过来,中国石化在复工复产后积极开展“百日攻坚创效”“持续攻坚创效”等活动,各下属企业为增产丙烯多措并举,保障防疫物资原料供应。通过采用原料优化、工艺调整、催化剂主剂调整、添加增产丙烯助催化剂(简称丙烯助剂)、组分回炼等措施,使丙烯产量屡创新高。
2020年中国石化各炼油企业催化裂化装置丙烯产率的变化如图1所示。从图1可以看到:与2019年相比,中国石化29家炼化企业催化裂化装置的丙烯产率平均增幅达13.4%,而增幅超过9%的装置共有10套;其中,天津分公司和洛阳分公司的丙烯产率增幅较大,其次是青岛炼化、扬子石化等;多数企业采取各种措施增产丙烯,丙烯产率明显提升。
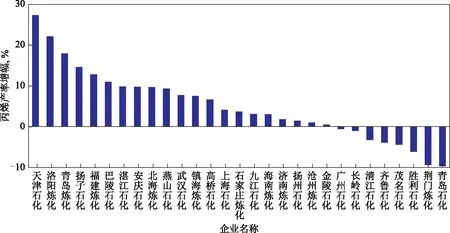
图1 中国石化炼油企业催化裂化装置丙烯产率增幅
2.1.1 添加丙烯助剂增产丙烯
采用添加丙烯助剂的方式增产丙烯,手段灵活、见效迅速,且对产品性质影响较小。图2为丙烯助剂藏量与丙烯、液化气产率增幅之间的关系。从图2可以看到:添加丙烯助剂能够明显增加液化气和丙烯的产率;丙烯助剂加量占催化剂总量的质量分数为3.0%左右时,丙烯产率提高最明显,适当优化操作,丙烯产率均可提高0.8百分点以上。

图2 丙烯助剂藏量与丙烯及液化气产率增加值间关系
丙烯助剂可以提高液化气中的丙烯浓度,而对汽油性质的影响较小,汽油中苯的含量基本保持不变。统计部分企业催化裂化液化气中丙烯含量及汽油中苯含量的变化情况,结果如图3所示,从图3可以看到,沧州炼化和青岛炼化的催化裂化装置中丙烯质量分数增幅明显,分别达到3.2百分点和6.5百分点;高桥石化2号催化裂化装置和扬子石化2号催化裂化装置因原料质量波动和生产方案调整,丙烯含量略有降低。就汽油馏分中苯含量而言,添加增产丙烯助剂后,多数催化裂化装置的汽油馏分中苯含量基本不变,而济南炼化1号催化裂化装置的汽油馏分中苯含量增加,原因在于其原料中掺炼渣油比例过高。

图3 丙烯助剂对液化气中丙烯含量和汽油中苯含量的影响
需要注意的是,添加丙烯助剂有可能对烟机结垢和烟机振动产生影响,有待长周期试验验证。在长周期运行过程中,除关注丙烯助剂的使用对装置运行和关键设备的影响外,也要加强助剂质量管控,保证助剂与主剂性能匹配。表2为某丙烯
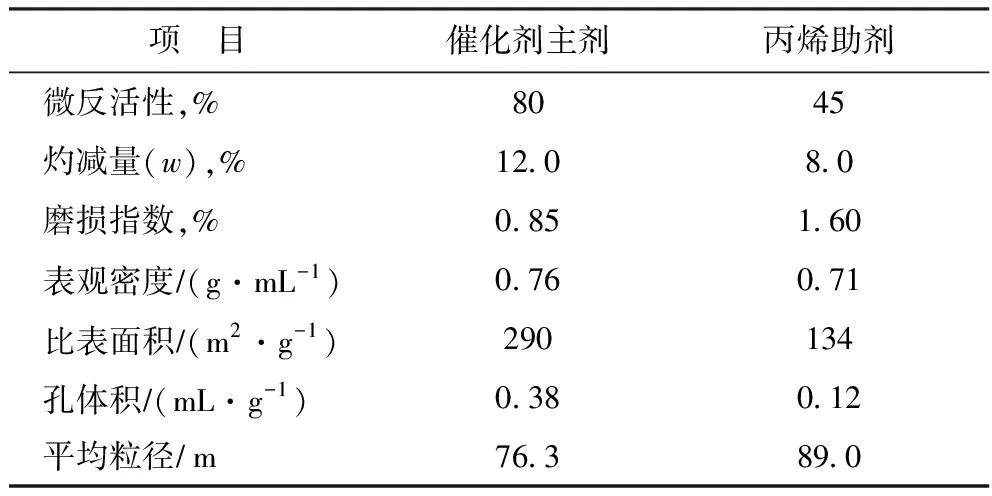
表2 丙烯助剂与催化剂主剂性质对比
助剂与催化剂主剂的性质对比。从表2可以看到,丙烯助剂的活性和比表面积均低于催化剂主剂,且磨损指数相差较大,必将影响原料的转化和烟机的运行,对装置生产带来负面影响。
2.1.2 综合施策增产丙烯
2020年1—5月,受新冠肺炎疫情和市场需求变化的影响,青岛炼化降低催化裂化装置加工负荷。在低负荷运行期间,多措并举增产丙烯,通过调整主剂配方、添加丙烯助剂、降低加剂速率、降低催化剂活性、提高反应温度以及进行粗汽油回炼等方法,使液化气的产率最高增加4百分点,其中丙烯产率最高增加1.3百分点,达7.2%,为企业创造效益8 000万元以上。图4为青岛炼化在低负荷运行期间液化气和丙烯产率变化情况。从图4可以看到,在催化裂化装置的加工量从420 t/h降至287 t/h的过程中,液化气和丙烯产率呈不断上升趋势,且保持良好的运转状态和产品分布。

图4 青岛炼化低负荷运行期间液化气和丙烯产率变化情况
2.2 喷气燃料回炼增产液化气和汽油
为有效解决喷气燃料存储压库问题,石家庄炼化将喷气燃料进行回炼,以增产液化气和汽油,2020年3—5月累计回炼喷气燃料约34 kt,增产液化气9 300 t。当回炼喷气燃料占催化裂化原料质量分数5%和9%时,产品产率的变化如图5所示。由图5可以看到,回炼喷气燃料可显著增产液化气和汽油,液化气产率增加0.2百分点,汽油产率增加0.73~1.79百分点,油浆产率下降0.56~0.82百分点,焦炭产率下降0.1~0.2百分点,总液相产物产率增加0.60~0.76百分点。表3为喷气燃料回炼产物的表观分布情况。从表3可知:喷气燃料回炼后,其组分大部分转化为汽油、液化气,少量转化为柴油、干气、焦炭;基于喷气燃料进料,液化气产率为27.38%,汽油产率为56.67%。
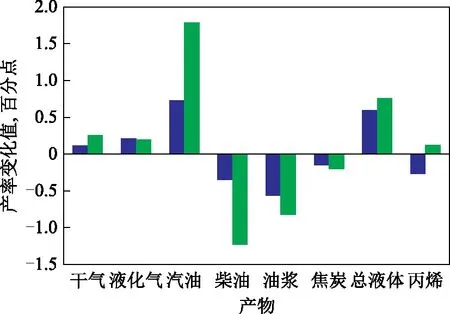
图5 不同回炼比下喷气燃料回炼产品产率变化
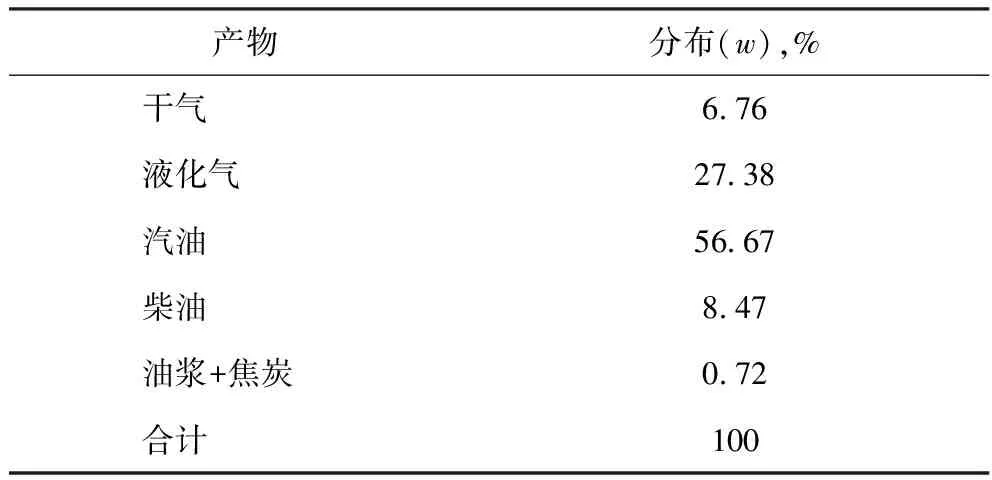
表3 喷气燃料回炼转化产物分布
2.3 催化裂化柴油转化增产汽油
中国石化石油化工科学研究院(简称石科院)开发的催化裂化柴油定向加氢-选择性开环裂化(LTAG)关键技术,可以将劣质催化裂化柴油高效转化为高辛烷值汽油[4-5]。目前,该技术已在中国石化29套装置上成功应用,有效解决了催化裂化柴油转化和高辛烷值汽油生产之间的矛盾。LTAG技术已在福建联合石油化工有限公司2.3 Mt/a催化裂化装置上应用,不同进料模式下的产物分布情况如表4所示。由表4可以看到,以加氢柴油和蜡油为原料,采用混合进料或分层进料两种进料模式均能大幅降低柴油产率,显著提高汽油和液化气的产率。以加氢柴油单独进料作为基准进料模式,与其产物分布相比,采用加氢柴油和蜡油混合进料或分层进料时柴油产率分别降低10.51百分点和11.18百分点,汽油产率分别提高4.55百分点和6.20百分点,液化气产率分别提高4.98百分点和4.25百分点,说明采用加氢柴油和蜡油混合进料或分层进料时的产物分布明显改善。
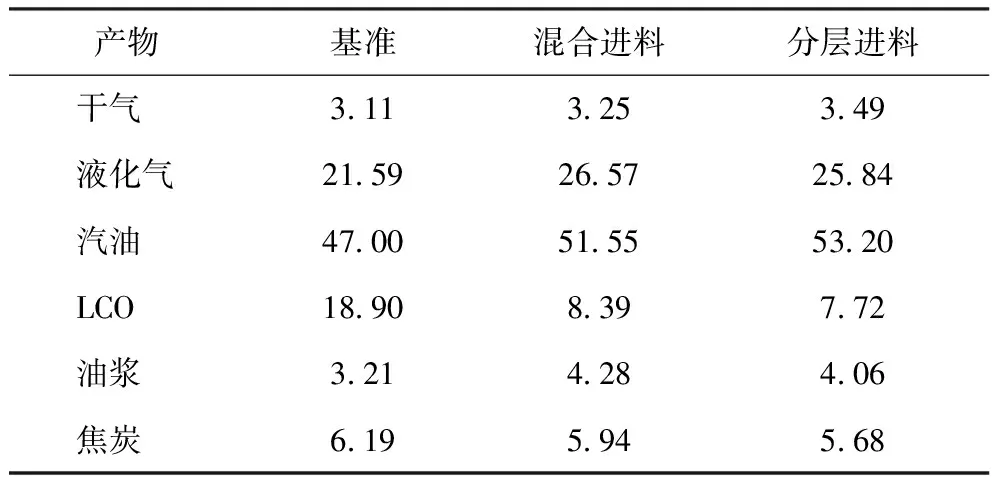
表4 不同进料模式下LTAG工艺的产物分布 w,%
然而,当LTAG工艺采用分层进料模式时,剂油比和反应温度均较高,致使产品汽油中苯体积分数增加0.2~0.4百分点。“国Ⅵ”车用汽油质量标准要求汽油中苯体积分数需控制在0.8%以下,从而对LTAG技术的应用产生一定影响。这是因为汽油中苯含量的升高,影响了催化裂化装置调整产品结构的功能,成为产品结构调整的“卡脖子”问题。然而通过采取技术措施,可解决催化裂化柴油转化中汽油苯含量提高的问题,并且已成功在天津分公司得到实施。
2.4 降低SOx排放
为降低烟气中SOx排放,有效控制蓝烟拖尾和设备腐蚀,石科院开发了RFS硫转移助剂。图6为RFS硫转移助剂在完全再生模式下的应用结果[6]。由图6可以看到,自2018年1月30日将RFS硫转移剂加入装置后,烟气中SO2的质量浓度从最高450 mg/m3降至接近0。统计RFS硫转移助剂在不同企业的应用效果发现,在完全再生模式下可将SOx脱除70%~95%,碱耗降低60%~80%,外排废水盐含量降低60%~80%;而在不完全再生操作下,SOx脱除效果也很显著。
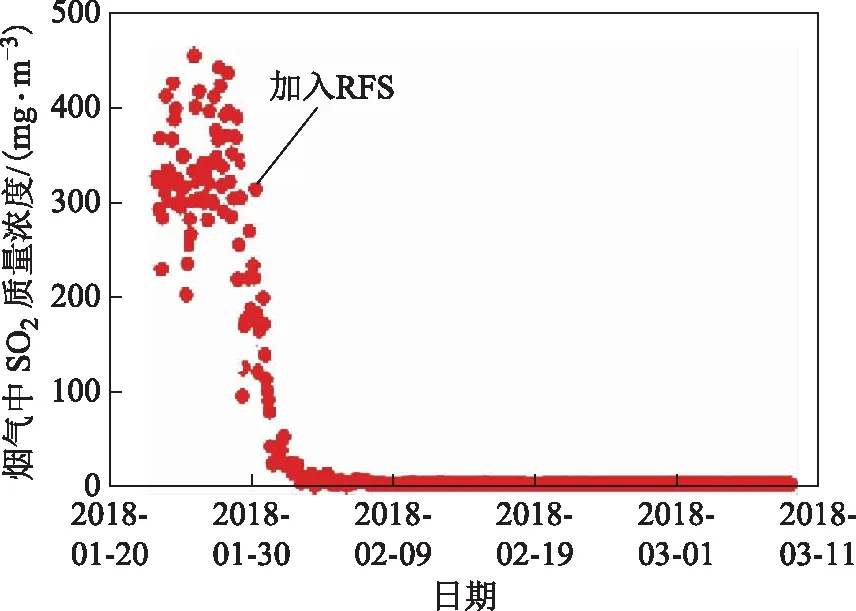
图6 在完全再生模式下RFS硫转移剂的应用效果
目前,中国石化的炼化企业已有40套催化裂化装置应用RFS硫转移助剂。其应用效果表明[7],硫转移助剂可降低烟气露点,有利于回收烟气热能,减少洗涤塔新鲜水量。烟气中SOx含量降低,烟羽显著改善,而且可减少碱液用量和废水排盐量,降低污水处理难度。硫转移助剂可实现源头减排SOx约18 kt/a,回收硫磺约9 kt/a,节省碱液约7.5 kt/a,减少废水盐排放约35 kt/a,有效改善有色烟羽现象,增加效益超5 000万元/a。
2.5 油浆脱固
催化裂化油浆中带有固体催化剂粉末,严重影响下游产品的质量,因此必须进行脱固处理。相关行业对油浆原料的固体含量有严格要求:用于生产炭黑或橡胶填充剂的油浆固体质量分数不大于500 μg/g;用于生产针状焦的油浆固体质量分数不大于100 μg/g;用于生产碳纤维的油浆固体质量分数不大于20 μg/g;用于调合船用燃料油的油浆灰分不大于0.1%,硅+铝的总质量分数不大于60 μg/g。因此,催化裂化油浆中催化剂粉末的脱除分离是其综合利用的前提[8]。
按操作温度高低,油浆脱固技术可分为高温法和低温法;按油浆形态不同,油浆脱固技术可分为固态法和液态法。企业需根据油浆来源和去向选择不同的油浆脱固技术路线。现有油浆脱固技术均可以实现油浆净化,但目前均未完成规模化、长周期生产运行检验,仍有待验证和完善。表5为不同油浆脱固技术的应用情况对比。
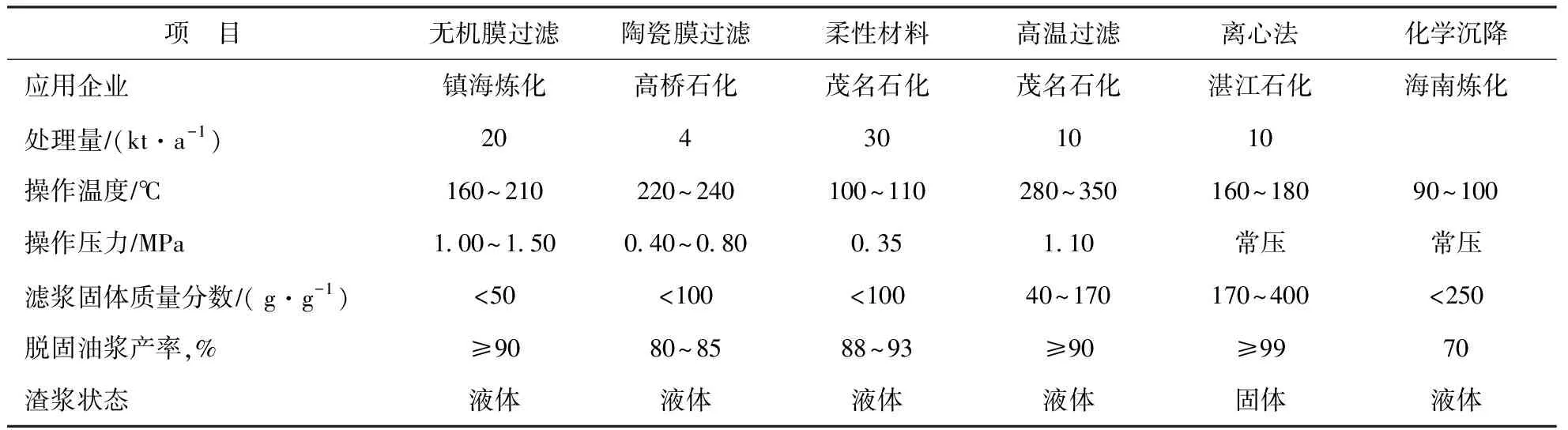
表5 不同油浆脱固技术的应用情况对比
3 新技术研发与应用
催化裂化新型技术的研发主要致力于劣重质油转化、炼化一体化、高品质清洁燃料生产和过程清洁环保等方面,以在炼油向化工转型和“碳中和”等方面继续发挥积极的作用。
(1)2020年,高掺渣低排放重油催化裂化技术在荆门石化的工业应用取得成功。在原料残炭为6.55%、密度(20 ℃)为938 kg/m3、减压渣油掺炼比例为46.60%的条件下,汽油产率达44.6%,汽油和液化气的总产率达64.9%,同时产出10 MPa级高压蒸汽,能耗仅为1 796 MJ/t。
(2)2020年,高效催化裂解技术(RTC)在安庆石化的工业应用取得成功[9]。该工艺的原料为加氢蜡油掺炼50%加氢渣油,与改造前的工艺相比,丙烯产率增加2.56百分点,乙烯产率增加0.49百分点,汽油中烯烃体积分数降低19百分点,芳烃体积分数增加10百分点。RTC技术进一步拓宽了催化裂解工艺的原料适应性,可加工中间基或中间-环烷基劣重质原料,以满足多变的化工市场需求。
(3)2020年,生产超低烯烃汽油的催化裂化技术在石家庄炼化工业应用成功。采用该技术可直接生产烯烃体积分数小于10%的清洁汽油,同时保证生产汽油具有较高的辛烷值,且工艺的焦炭选择性较低。该技术通过采用专用分子筛和催化剂制备方法实现超洁净排放,为未来汽油质量升级做好技术储备。
(4)2021年,多产丙烯和低硫船用燃料油技术(MFP)在青岛石化开始进行工业试验[10],且已打通工艺流程。MFP技术在增产丙烯的同时可明显降低焦炭产率,油浆全回炼时焦炭产率可降低约25%;专用催化剂藏量达到40%时,丙烯产率可从6.6%增加到9.1%,液化气中丙烯体积分数可从34.6%升高到39.6%。
(5)烟气脱硫新技术方面,半干法双循环净化成套技术和负压式半干法烟气治理技术分别在清江石化和荆门炼化应用成功,均可实现烟气中SO2质量浓度稳定在30 mg/m3以下,颗粒物质量浓度小于10 mg/m3。此外,活性焦脱SOx技术即将在燕山石化应用;金陵石化、洛阳石化、石家庄炼化、广州石化等企业的催化裂化装置实施的消白烟技术,取得较好效果。
4 展 望
中国石化以净零碳排放为终极目标,力争比国家承诺提前10年实现“碳中和”。在此背景下,以催化裂化工艺为核心的炼油技术如何在“双碳目标”下发挥作用,在绿色低碳高效清洁转型发展中赋予新动能、展现新活力,是所有炼油技术工作者的努力方向和目标。
首先,“安、稳、长、满、优”是企业生产运行的首要目标,催化裂化装置作为汽油的主要生产装置和炼化一体化发展的核心单元,保证长周期稳定运行是关键。因此,催化裂化装置需要在结焦结垢风险控制、内构件和衬里质量管理、关键机组和设备巡检、腐蚀泄露隐患排查等方面进一步落实强化管理。
其次,打造世界领先洁净能源化工公司,推进绿色生产和降碳减排。因此,在催化裂化装置推广应用硫转移剂,降低SOx排放;开展消除“视觉污染”工作,消除“白烟”;加快废催化剂回收和集中处理工作,尽量避免使用锑型钝镍剂,做好非锑型钝镍剂的评价及容镍剂的开发工作。
再者,持续提高催化裂化装置增产丙烯能力,提高液化气产率,增大液化气中丙烯浓度;同时控制汽油中的苯含量。
未来,要持续推进科技攻关和技术储备,抓好RTC、MFP、原油催化裂解等技术的进一步优化研究,注重挖潜增效新技术开发,加强瓶颈技术攻关,深入研究催化裂化和S Zorb工艺协同降苯技术方案,加大柴油馏分高效分离和转化技术开发力度。加强科技对高质量生产的促进作用,尤其是低碳、循环经济技术开发,催化裂化烟气CO2回收等碳捕集和减排技术的开发,低能耗、低碳排放催化裂化和催化裂解技术的开发等。
