煤的哈氏可磨指数波动影响因素分析
2022-01-08巩道敏
巩道敏,于 真
(石横特钢集团有限公司 技术监督部,山东 肥城 271612)
1 前言
煤炭是钢铁企业铁前系统的主要能源之一,尤其高炉炼铁喷吹煤比是衡量高炉冶金效率和冶炼成本高低的重要指标。因而喷吹煤的质量指标中除了灰分、硫分、挥发分等常规性指标外,影响喷吹煤比的质量指标中还有煤的可磨性指标,煤的可磨性是一种与煤的硬度、强度、韧度和脆度有关的综合物理特性,其值的大小反映了不同煤样破碎成粉的相对难易程度。现钢铁冶金行业中煤的可磨性指标一般采用GB/T 2565—2014《煤的可磨性指数测定方法-哈德格罗夫法》,即哈氏可磨指数来衡量,如喷吹煤的哈氏可磨指数波动过大,会加速对磨煤机的损坏,对高炉进一步提高煤比和降低生产成本产生影响。
2 哈氏可磨指数要点
(1)要采取逐级破碎的方式破碎煤样,过快的话会使煤样过于粉碎;出样率若<45%则无代表性。
(2)仪器要试运转确保哈氏仪在运转(60±0.25)r后自动停止。
(3)彻底清扫研磨碗、研磨环和钢球,保证无残留物,然后将钢球尽可能均匀地分布在研磨碗内。
(4)试样倒入研磨碗内不可再移动钢球,落在钢球上和研磨碗凸起部位的煤样应扫到钢球的周围。
(5)运转结束后要仔细将研磨碗内、研磨环上和钢球上的煤粉全部移到筛面无松散或破碎的0.071 mm的标准筛内。
(6)每次振筛后,都应彻底地将0.071 mm 标准筛的筛面底下的煤粉清扫到筛底盘中,否则结果偏低。
3 哈氏可磨指数检测过程中的问题
某钢厂质检部门新采购两台哈氏可磨指数仪,根据标准要求在使用前进行了标准煤样的哈氏可磨指数校正,并参照当前在用哈氏可磨指数仪进行了比对实验。通过标样校正和比对实验发现,两台哈氏可磨指数测定的哈氏可磨指数存在较大的波动,部分检测值与标样标准值偏差较大,超出标准规定的再现性要求,由此判断,检测过程或设备存在误差,具体检测值见表1。
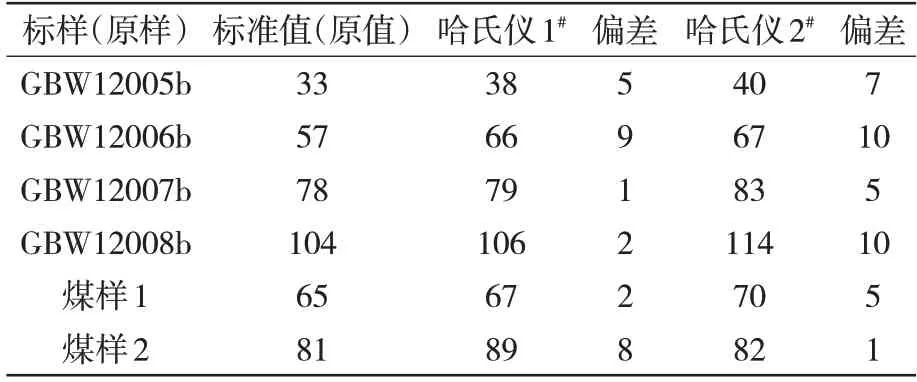
表1 哈氏可磨指数仪校正及比对实验检测数据统计
4 哈氏可磨指数波动问题解决方案
(1)验证哈氏可磨指数测定仪设备参数。经核对两台哈氏可磨指数仪的研磨环和钢球直径、设备运行参数,均符合标准要求,检测值波动与检测仪器无关。
(2)验证实验样品符合性。核对上述实验样品出样率(0.63~1.25 mm)分别平均为52.6%、50.3%、58.2%、49.5%,符合出样率45%以上要求,检测值波动也与样品符合性无关。
(3)验证人员操作方式。复验实验由不同实验人员分别进行,人员操作的各环节均按国标要求操作,检测数据略有波动,但未达到以上表1 中的大幅度差值。
(4)验证标准筛。经过对上述两台新哈氏可磨指数测定仪实验过程中所用的标准筛进行验证,发现校正实验中部分检测数据采用了厂家随仪器配置的0.071 mm 级标准筛,由于该级标准筛筛孔较小,肉眼无法判断标准筛之间的差异,遂采用同一样品进行不同标准筛筛下物质量进行了比对。通过比对发现,同一样品采用3个标称为0.071 mm的不同标准筛对上述样品筛分后,不同标准筛筛下物的重量最大偏差近20%,具体对比数据见表2。
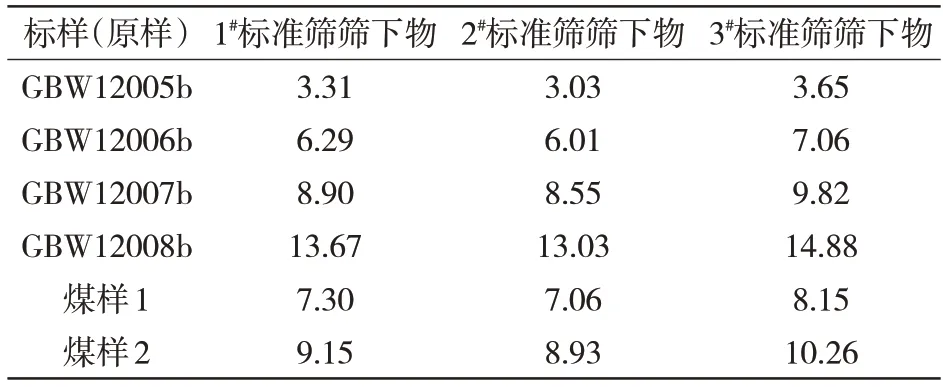
表2 不同标准筛筛下物质量对比 g
由此可以断定,本实验校正实验中哈氏可磨指数波动的主要影响因素是不同标准筛的筛下物的质量有差异。GB/T 2565 中对标准筛的要求是:满足GB/T 6003.1 规定,孔径为0.071、0.63、1.25 mm,直径为200 mm,并配有筛盖和筛底盘。在GB/T 6003.1中标准筛的孔径偏差标准要求技术公式是:

式中:Y为最大偏差值,w为孔径标准值,单位均为μm。
经计算,0.071 mm 标准筛的偏差为±0.004 mm。受现有标准筛生产厂家较多,不同厂家因素影响,不同批次生产的标准筛可能出现孔径或大或小的情况,从而直接导致不同标准筛筛下物的质量产生偏倚,对哈氏可磨指数的检测结果将产生较大影响。
(5)解决对策。通过多次再现性实验,在保证两台检测设备使用同一标准筛,分别用标准煤样校正的一元回归方程计算公式计算后,两台检测设备的检测值与标样标准值的偏差均在标准HGI 再现性要求范围内,符合检测值采用要求,至此,影响哈氏可磨指数波动的因素消除。

5 注意事项
以上哈氏可磨指数实验中,影响哈氏可磨指数检测数据波动的最大因素为0.071 mm 标准筛的选用。即使所用标准筛符合GB/T 6003.1 偏差要求,但其筛孔的平均上偏差和下偏差相差近0.008 mm,此偏差已占标准筛孔基本孔径的近11.3%,在实际筛分使用中将明显影响0.071 mm 标准筛下物的比例,从而导致哈氏可磨指数的波动,所以为保证哈氏可磨指数检测结果的代表性,还须从以下几个方面注意:
(1)对将投入实验使用的哈氏可磨指数各级标准筛必须通过粒度校准验收,孔径偏差超出GB/T 6003.1标准要求的标准筛应予隔离,不得投入实验使用。
(2)符合孔径偏差要求的标准筛,在投入哈氏可磨指数实验使用前必须用标准煤样进行校准,确定各自对应的一元回归方程计算公式,并在标准筛上做好匹配哈氏可磨指数仪和计算公式的对应标记。
(3)每台哈氏可磨指数测定仪应配置独属的标准筛,不同哈氏可磨指数测定仪的标准筛不能混用。
(4)在设备定期校准中,不仅哈氏可磨指数测定仪的设备要进行校准,标准筛也需同时进行校准,如使用频次较高(>5次/d),检测设备和标准筛均要半年进行校准一次。