变压吸附脱碳装置排放气硫含量超标原因及改造措施
2022-01-08石春发
石春发
(云南云天化红磷化工有限公司 云南开远 661699)
云南云天化红磷化工有限公司(以下简称云南红磷化工公司)建有一套年产80 kt合成氨装置,造气工艺采用固定层间歇式气化技术,以变压吸附脱碳技术脱除原料气中的CO2,脱除的CO2直接放空。变压吸附脱碳技术的主要工作原理是在一定压力下通过脱碳吸附剂脱除变换气中的CO2,在减压及抽真空状况下解吸CO2对脱碳吸附剂进行再生利用,解吸出的CO2直接放空或者回收利用。
该合成氨装置设计使用焦炭为原料,但因焦炭价格不断上涨导致合成氨生产成本不断提高,云南红磷化工公司开展了原料路线及系统优化改造,将造气原料从焦炭改为价格较低的由无烟煤制成的煤棒。改造完成的氨装置投入运行后,脱碳装置周边有气体异味且比较浓烈,经检查原因是原料改用无烟煤制作的煤棒后,脱碳原料气中H2S等的含量升高,导致脱碳放空气中H2S等的含量增加。根据国家环保要求及云南红磷化工公司“打造安全环保竞争新优势”的要求,结合装置的实际情况,开展了变压吸附脱碳工段异味气体脱除的改造。
1 变压吸附脱碳装置简介
1.1 工艺流程
云南红磷化工公司共有2套变压吸附脱碳装置(1#、2#脱碳),并联运行,每套装置设计处理能力均为25 000 m3/h(标态)。设计脱碳压力为0.8 MPa(表压),采用的主流程为10-4-4/VP(10塔运行,4塔同时吸附,4次均压,带抽真空及冲洗)。变压吸附脱碳装置工艺流程框图见图1。

图1 变压吸附脱碳装置工艺流程框图
吸附流程:从压缩机二段出口经过变换及变换气脱硫的原料气分别进入1#、2#脱碳气水分离器,分离所夹带的水分后分别进入1#、2#脱碳吸附塔,原料气中的CO2在约0.80 MPa(表压)的压力下被吸附塔内的脱碳吸附剂脱除至体积分数约0.4%,出脱碳吸附塔的脱碳气混合后送至压缩机三段进口总管。
再生流程:吸附CO2后的脱碳吸附剂经过4次均压,压力降至45~50 kPa(表压),然后直接放空再生,在放空过程中释放出脱碳吸附剂吸附的大部分CO2,此过程称为逆放,放空气称为逆放气;经过放空至接近常压的脱碳吸附剂用水环真空泵抽真空至约-70 kPa(表压)进一步再生,此过程称为抽真空,抽真空排出的气体称为抽空气;1#、2#脱碳的逆放气和抽空气分别汇合在一起,两者放空高度均为30 m。
以上步骤均采用气动程控阀控制。
1.2 存在的问题
变压吸附脱碳装置的脱碳吸附剂由氧化铝、活性炭、硅胶组成,其中活性炭除吸附CO2外,还吸附H2S等异味气体,所吸附的H2S等异味气体在脱碳吸附剂进行再生时,伴随着CO2一起解吸出来。因合成氨装置原使用的原料是焦炭,原料中硫质量分数仅为0.6%左右,因此脱碳吸附剂再生时释放出的硫含量不高,且有机硫较少,在变压吸附脱碳装置现场基本上闻不到异味。在实施原料路线及系统优化改造后,合成氨装置使用的原料改为无烟煤制作的煤棒,煤棒中硫质量分数达1.5%以上,脱碳吸附剂再生时释放出的气体异味较浓,严重时在装置外都能闻到。原料路线及系统优化改造后变压吸附脱碳装置抽空气及逆放气中异味气体分析数据见表1。
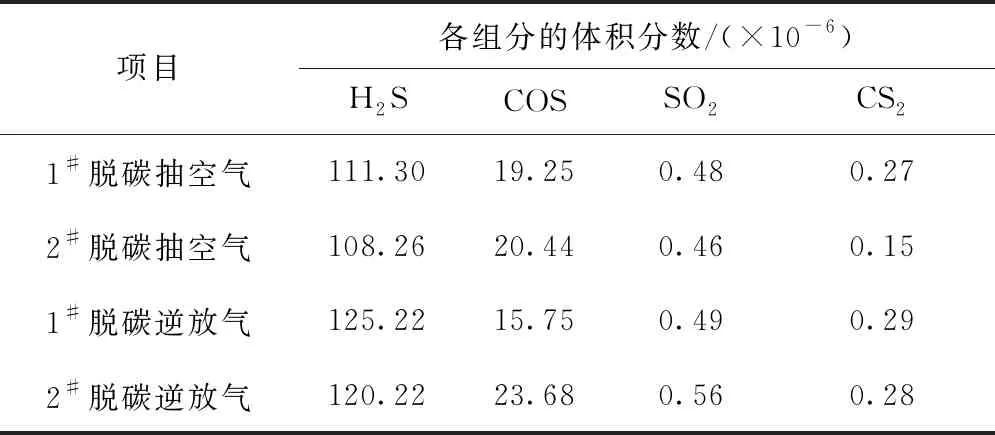
表1 抽空气及逆放气中异味气体分析数据
由表1可知,抽空气及逆放气中除了H2S外,还含有COS以及微量的SO2、CS2等,其中H2S含量最高,体积分数达到1.082 6×10-4以上。
2 改造方案
2.1 方案的选择与确定
根据国家标准《恶臭污染物排放标准》(GB 14554—1993)要求,结合云南红磷化工公司脱碳装置逆放气、抽空气流量及放空高度,确定排放气体中φ(H2S)≤5×10-7。按此指标,若采用前端治理,只能降低变压吸附脱碳装置进口原料气中H2S的含量。变压吸附脱碳装置原料气中φ(CO2)约为26%,可近似认为变压吸附脱碳装置排放气量占原料气总量的26%,排放气中H2S的含量要达标,则原料气中φ(H2S)应远低于5×10-7,具体计算如下。
计算条件:变压吸附脱碳装置进口原料气中φ(CO2)为26%,CO2、H2S脱除率分别为96%、90%(云南红磷化工公司实际数据);变压吸附脱碳装置排放气量即为CO2脱除量。
要达到变吸附脱碳装置排放气中φ(H2S)低于5×10-7,原料气中H2S最低值假设为x,则(x×90%)/(26%×96%)=5×10-7,解方程得x=1.39×10-7。
即要达到变压吸附脱碳装置排放气中φ(H2S)≤5×10-7,则原料气中φ(H2S)≤1.39×10-7。因此采用降低变压吸附脱碳装置进口原料气中H2S含量的方式,对技术要求较高,投入较大。
采用前端治理的方式不可行,只有采用末端治理的方式,即增设变压吸附脱碳装置逆放气、抽空气脱硫装置,采用活性炭精脱硫剂脱除H2S。在初期的工艺选择中,共设计了以下2种方案。
(1)活性炭精脱硫剂过热蒸汽再生法:变压吸附脱碳装置的逆放气、抽空气通过活性炭精脱硫剂脱除其中的H2S后放空;经过一段时间吸附后,活性炭精脱硫剂吸附的H2S接近饱和,此时用电炉将过热蒸汽加热至约800 ℃对活性炭精脱硫剂再生,再生后的活性炭精脱硫剂重复使用。此方案的优点是活性炭精脱硫剂可重复使用,运行成本较低;缺点是工艺流程复杂,一次投资较大,过热蒸汽再生时活性炭精脱硫剂有SO2气体排放,造成二次污染,存在一定程度的环保风险。
(2)活性炭精脱硫剂一次性使用法:变压吸附脱碳装置的逆放气、抽空气通过活性炭精脱硫剂脱除其中的H2S后放空,活性炭精脱硫剂达到失效条件后进行更换,更换下来的活性炭精脱硫剂送至锅炉作为燃料燃烧,活性炭精脱硫剂吸附的硫被尾气脱硫装置脱除。此方案的优点是一次性投资少,工艺流程简单,操作方便,不存在二次污染的风险,缺点是运行费用较高。
鉴于云南红磷化工公司距城区较近,优先考虑规避环保风险,最终选择了活性炭精脱硫剂一次性使用法。
2.2 流程设置
根据所选择的方案,需增设活性炭精脱硫剂吸附塔(脱硫塔),但会对逆放气和抽空气放空产生一定的阻力。为防止逆放气压力升高及真空泵真空度下降影响脱碳吸附剂的再生,在脱硫塔前增设1台流量为280 m3/min、采用变频调节的罗茨风机以克服脱硫塔的阻力。逆放气和抽空气中含有H2、CH4、CO等可燃气体,同时气量不稳定,增设罗茨风机后,为了防止因抽负空气混入引发安全风险,在罗茨风机前增设了1台容积为124 m3的缓冲罐以稳定罗茨风机的进口压力。活性炭精脱硫工艺流程框图见图2。

图2 活性炭精脱硫工艺流程框图
来自1#、2#变压吸附脱碳装置富含CO2的抽空气和逆放气经缓冲罐混合后进入罗茨风机,加压至0.02~0.03 MPa进入换热器,将气体温度提高至30~50 ℃进入1#、2#脱硫塔,将H2S脱除至体积分数5×10-7以下后放空。
为防止因脱碳抽空阀或逆放阀故障导致超压损坏罗茨风机或抽负压损坏设备,在缓冲器出口与罗茨风机进口管线上设置安全阀和压力联锁自动调节阀,当压力高时,安全阀起跳泄压;当压力低或抽负压时,压力联锁自动调节阀打开自动放空阀回路。
3 改造效果
脱硫装置投运后,变压吸附脱碳装置各动、静设备运行正常,增设脱硫塔后产生的阻力未对脱碳吸附剂再生产生影响。云南红磷化工公司对该脱硫装置开展了72 h考核,考核期间每天对脱碳逆放气、抽空气进行分析,H2S、COS、SO2、CS2的体积分数依次为0、1.14×10-6、0、0,表明脱除异味气体的效果比较明显,且脱碳现场已闻不到异味。
4 结语
通过改造,消除了变压吸附脱碳装置周边的异味气体,降低了云南红磷化工公司的环保风险,改造较为成功。但从设计及使用过程看,有几个问题值得注意。
(1)抽空气需要设置气水分离器
变压吸附脱碳装置的放空气由逆放气和抽空气组成,在增设脱硫装置前,2种气体分别单独放空,改造后2种气体汇合在一起。由于抽空气是水环真空泵抽取脱碳吸附塔内的气体,气体中带有部分水,原设计缓冲罐也起气水分离器的作用,但在实际运行过程中,阀门出现故障,在抽真空阶段压力过高,大量气体带着真空泵内的水进入缓冲罐,造成缓冲罐来不及排液,出现带液现象。后对抽空气增设1台气水分离器,避免了带液现象。
(2)变换气脱硫的正常运行较关键
因活性炭精脱硫剂是一次性使用的,要延长其使用寿命,必须降低进入脱硫塔的原料气中H2S的含量,因此变换气脱硫装置的运行效果非常关键。根据实际操作经验,在正常情况下,变换气脱硫装置出口气体中H2S质量浓度不超40 mg/m3(标态),活性炭精脱硫剂的使用周期可达1年以上。
(3)尽量提高逆放气、抽空气的排放口高度
根据GB/T 14554—1993中对H2S气体排放的标准值,排放口高度为30 m时的允许排放量为1.3 kg/h,排放口高度增加到35 m时的允许排放量则增加到1.8 kg/h。因此,有条件的情况下,可尽量提高逆放气、抽空气的排放口高度。
