铝合金搅拌摩擦焊接头根部缺陷控制
2022-01-07周平
周平
(江西工程学院,江西 新余 338000)
0 前言
搅拌摩擦焊(FSW)根部缺陷是指在铝合金对接接头焊缝底部未形成连接或不完全连接而出现的缺陷。接头根部缺陷可分为由不连续微裂纹构成的弱结合缺陷和由连续状裂纹构成的未焊透缺陷2种,随着焊接速度的增加,根部缺陷会由弱结合缺陷逐渐过渡到未焊透缺陷。根部缺陷是限制搅拌摩擦焊(FSW)技术在工程产品上广泛应用的问题之一,由于这类缺陷尺寸较小,很难通过无损检测的方法检测到,而接头根部缺陷对接头力学性能又会产生很大的影响,因此对接头根部缺陷的控制研究非常重要[1-4]。
文中对铝合金搅拌摩擦焊(FSW)接头根部缺陷形成机理进行分析,在掌握根部缺陷形成机理的基础上,提出优化措施从而达到有效抑制根部缺陷产生的目的,对于铝合金搅拌摩擦焊产品质量的提高具有重要意义。
1 接头根部缺陷形成机理探析
图1为搅拌摩擦焊根部局部区域及材料流动速度示意图。在搅拌摩擦焊(FSW)过程中,搅拌针端部与垫板之间的局部相对位置如图1a所示,由于搅拌针不可能穿透被焊接的材料,所以搅拌针端部与垫板之间有一高度H,H内的材料与搅拌针端部平面和垫板2个刚性体紧密接触,并受力的作用。在搅拌头的旋转搅拌及产热作用下,高度H内的根部材料出现不均匀流动并产生塑性应变。根据刚塑性理论,应变速率与变形速度间关系如下:
(1)


图1 搅拌摩擦焊根部局部区域及材料流动速度示意图

综合分析,产生根部缺陷的原因在于搅拌头下方的材料流动状态不理想,而改善材料流动状况可以通过搅拌头优化及工艺参数优化的方式来解决[5-8]。
2 优化设计
2.1 搅拌头优化设计
图2a和图2b分别为优化前和优化后搅拌头的宏观形貌。优化前搅拌头的搅拌针与轴肩为整体式,轴肩为凹弧状,搅拌针为四棱柱带螺纹型。优化后搅拌头的搅拌针与轴肩为可调式,搅拌针为圆柱带螺纹型,同时,搅拌头轴肩面与搅拌针顶面也进行了特殊处理。

图2 搅拌头宏观形貌
为验证优化后的搅拌头效果,采用5 mm厚6082-T6铝合金为研究材料进行FSW,稳态条件下焊接工艺参数与优化前的焊接参数保持一致,采用的焊接参数为:搅拌头旋转速度分别为1 000 r/min,1 400 r/min,1 800 r/min,2 200 r/min,焊接速度分别为100 mm/min,200 mm/min,300 mm/min,400 mm/min,600 mm/min,下压量0.2 mm,搅拌头与板材倾角2.5°。
2.2 工艺参数优化
由于搅拌头顶端到材料低端的间隙有0.1 mm左右,在实际搅拌摩擦焊(FSW)操作中,由于机械结构反弹,间隙往往大于设定的0.1 mm,就会导致根部缺陷的产生。所以在优化搅拌头的时候,适当增大搅拌头下压力,搅拌头下压力由约7 900 N增大至10 500 N,下压力使间隙变小,有利于底部材料的流动和缺陷的消除。
3 优化前后接头性能变化
3.1 接头弯曲性能变化
选取具有代表性的1 800 r/min,600 mm/min焊接工艺参数作为优化前后接头力学性能的对比分析,优化前后接头背面均未经任何处理。图3为焊接工艺参数1 800 r/min,600 mm/min时6082-T6铝合金搅拌摩擦焊接(FSW)接头优化前后的弯曲性能对比图。从图3a中可以看出,优化前接头由于根部缺陷的存在,接头弯曲角达到40°时根部即出现裂纹。而优化后,接头的弯曲角可以达到180°无裂纹,如图3b所示。

图3 参数为1 800 r/min,600 mm/min时接头优化前后弯曲性能
对优化前接头根部出现缺陷的焊接工艺参数,采用优化条件后对其进行焊接,优化后6082-T6铝合金FSW接头的弯曲行为统计图如图4所示。从图4可以看出,除个别参数下接头弯曲发生断裂外(图4中三角框内参数),其余参数的接头在弯曲到180°时根部均无裂纹出现。而接头弯曲过程中发生断裂的接头在断面解剖后发现,由于这些参数导致焊接热输入过低,搅拌区内的材料流动不充分,在焊核区底部靠近前进侧的部位出现了比较明显的孔洞缺陷,如图5所示。这些孔洞对接头的力学性能产生了很不利的影响,导致弯曲过程中出现断裂。
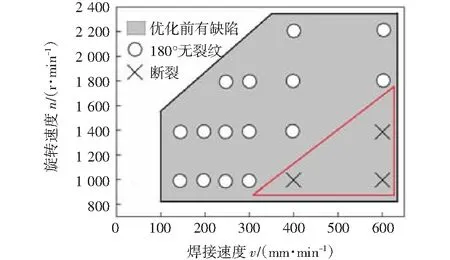
图4 含根部缺陷接头优化后接头的弯曲行为

图5 FSW接头内部孔洞缺陷
3.2 接头拉伸性能变化
选取具有代表性的1 800 r/min,600 mm/min焊接参数作为优化前后接头力学性能的对比分析,优化前后接头背面均未经任何处理。图6为搅拌头和工艺优化前后,参数为1 800 r/min,600 mm/min时6082-T6铝合金搅拌摩擦焊(FSW)接头的硬度曲线分布对比。从图6中可以看出,优化前后接头的硬度分布均为W形,优化前后2个接头软化区的最低硬度变化不大,但优化后由于搅拌头的变化导致软化区宽度变窄。
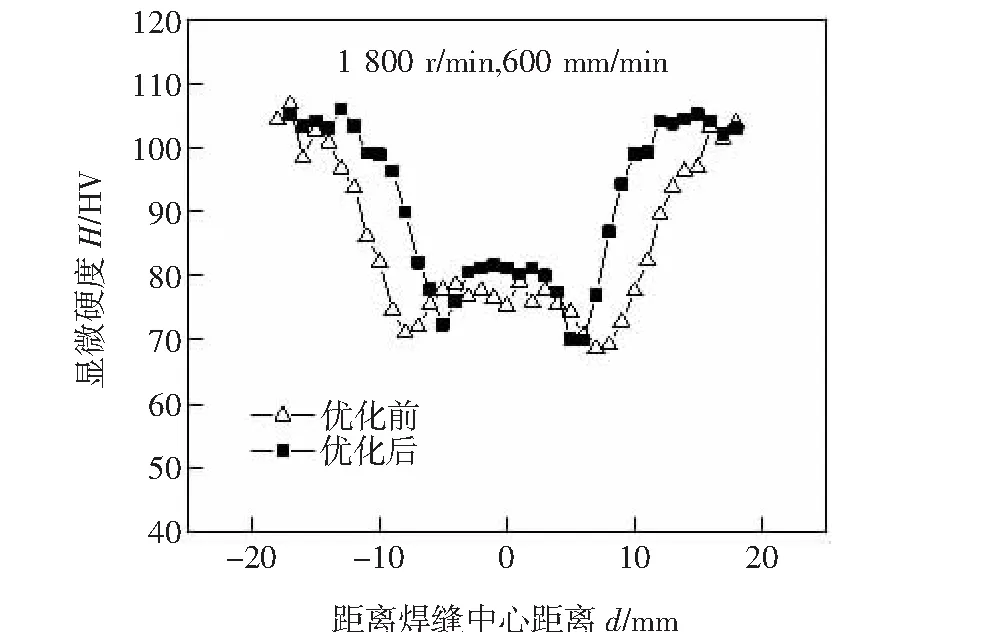
图6 FSW接头优化前后接头硬度分布曲线
依照ISO 4136:2012 进行接头拉伸试验,图7为焊接工艺参数1 800 r/min,600 mm/min时6082-T6铝合金搅拌摩擦焊(FSW)接头优化前后拉伸断裂位置的对比图。从图7可以看出,优化前高焊接速度下接头根部由于出现了未焊透缺陷,严重影响了接头的拉伸力学性能,使得接头的拉伸断裂位置在焊核区,如图7a所示。优化后,由于抑制了根部缺陷的产生,接头的拉伸断裂位置由优化前的焊核区过渡到优化后接头的软化区,如图7b所示。

图7 FSW接头优化前后接头拉伸断裂位置对比
图8为优化前后6082-T6铝合金搅拌摩擦焊(FSW)接头抗拉强度对应不同焊接速度的对比,从图8可以看出,优化前焊接速度由200 mm/min增大到300 mm/min时,接头的强度是增加的。随着焊接速度的进一步增大,接头的强度开始下降。而优化后由于抑制了根部缺陷的产生,成功避免了根部缺陷对接头拉伸力学性能的不利影响,使得接头的抗拉强度随着焊接速度的增加而增大。当焊接速度为600 mm/min时,优化前6082-T6铝合金搅拌摩擦焊(FSW)接头的抗拉强度仅为221 MPa,为母材强度的71.3%,优化后接头的抗拉强度为253 MPa,可达母材强度的81.6%。

图8 优化前后接头抗拉强度随焊接速度的变化
3.3 根部缺陷变化
选取具有代表性的1 800 r/min,600 mm/min焊接参数作为优化前后接头根部缺陷变化的对比分析。图9为6082-T6铝合金搅拌摩擦焊(FSW)接头优化后根部缺陷的微观形貌图。从图9a可见,优化后接头根部区域腐蚀后,在光学显微镜下观察为一条宽度较宽,线条走向比较曲折的黑色线条。对该曲折黑色线条位置进行了标记并经过电解抛光后在SEM电镜下观察,如图9b所示。由于试样标记后经过了细微的砂纸打磨和电解抛光过程,标记的位置在SEM下看的不是很清楚,但可以在图9b中箭头所指的前方看见一块有凹陷的痕迹,为图9a中的左标记位置中心。从图9b中可以看见标记位置附近没有观察到任何的缺陷,主要是一些第二相颗粒物,研究表明图9a中中的形貌为S线组织,并且该焊接条件下的S线对接头的力学性能没有影响[9-13]。而优化前该参数下接头根部缺陷为连续微裂纹形式的未焊透缺陷,对接头的弯曲和拉伸力学性能都有不利的影响。通过以上结果可知,通过搅拌头和工艺优化后,在焊接速度为600 mm/min时成功避免了高焊接速度下由于材料变形抗力增大而导致的流动作用减弱,促进了根部材料的焊合使得接头根部未焊透缺陷消失,转变为由破碎的氧化铝颗粒构成的S线组织。

图9 参数1 800 r/min,600 mm/min接头优化后根部缺陷的变化
4 结论
铝合金搅拌摩擦焊(FSW)接头根部缺陷主要原因是参数变化导致搅拌针下方材料流动状态的差别,通过对搅拌头和工艺参数的优化,能较成功抑制较高焊接速度下5 mm厚6082-T6铝合金搅拌摩擦焊接头根部缺陷的产生,接头弯曲角度由40°提高到180°,拉伸强度系数由71%提高到81%。