国产低温钢在VLGC上的工程应用
2022-01-05柏高杨秦建康
柏高杨, 秦建康
(1.上海交通大学 船舶海洋与建筑工程学院,上海 200240;2.江南造船(集团)有限责任公司,上海 201913)
0 引 言
除大型液化天然气(Liquefied Natural Gas,LNG)船外,液化气船分为全压式、半冷半压式和全冷式等3种,其中:以全冷式设计和建造的技术难度最大。较典型的是全冷式超大型液化气船(Very Large Gas Carrier,VLGC),其技术长期被日韩等国少数几家大船厂垄断。无论是从世界市场需求还是从能源结构变化加以预测,VLGC均为一种较有发展前途的高附加值船舶[1]。江南造船(集团)有限责任公司从1997年开始研发VLGC,2012年获得实船订单,经过十多年的技术累积,打破国外船厂的技术垄断,成为少数几家可独立自主完成VLGC研制的船厂之一,填补中国造船界在该领域的空白[2]。
该公司批量建造的VLGC液舱及次屏蔽结构所用低温钢(英国劳氏船级社(LR)牌号:LT-FH32)均为日本JFE公司生产的碳锰低温钢,采用热机械控制工艺(Thermo Mechanical Control Process,TMCP)轧制,满足-60 ℃低温冲击要求,单船低温钢结构质量约10 000 t。随着船厂建造和新接该型船数量的不断增加,在仅有日本JFE公司供应所需要钢材的情况下,后续新接订单在采购成本和供货周期方面均难以掌控,给该公司带来不利影响。
国内大型钢厂陆续开发该级别的低温碳锰钢,并取得各船级社认可。该公司对国产低温钢试板进行复验、工艺摸底试验,评估其是否满足实船应用要求,并总结焊接过程质量控制方法。这些工作为选用国产低温钢在VLGC上的工程应用提供质量 保证。
国产低温钢须满足如下要求:
(1)母材性能:VLGC液舱的设计温度为-52 ℃,因此国产低温钢须满足-60 ℃低温冲击要求。通过-100~-60 ℃多组冲击试验,掌握其韧脆转变温度(Ductile-Brittle Transition Temperature,DBTT),以判断其满足-52 ℃设计温度的裕量。应对其化学成分(质量分数)展开详细分析,重点关注Ni元素的质量分数,以初步预估其性能稳定性。
(2)冷加工、水火加工、焊接性能:VLGC液舱角隅转圆板零件存在冷压加工成型的情况,应在冷压成型后检测其母材性能是否仍满足船级社规范及产品设计要求;现场生产存在曲型零件水火加工成型、现场结构变形火工矫正的情况,应在火工工艺试验后检测其母材性能是否仍满足船级社规范及产品设计要求;现场生产存在手工电弧焊、CO2气体保护焊、埋弧焊等焊接方式,应按现行的焊接工艺要求进行试验,评判其焊接性[3]。
1 母材复验
在国产低温钢板到厂后,进行母材复验,对母材的化学成分(质量分数)和力学性能进行检验,结合LR规范要求评判。试板板厚分别为10 mm、14 mm、28 mm、34 mm。试板规格为300 mm×200 mm,200 mm为轧制方向,取样部位应在钢板未标注炉批号一端,所取试板均应刻上原炉批号、规格和轧制方向,按图1取样部位每张钢板取2块试板。

图1 钢板复验取样部位
1.1 母材化学成分(质量分数)
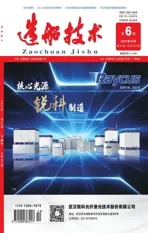
试板化学成分(质量分数)复验结果如表1所示。低温钢试板化学成分(质量分数)符合LR规范要求。
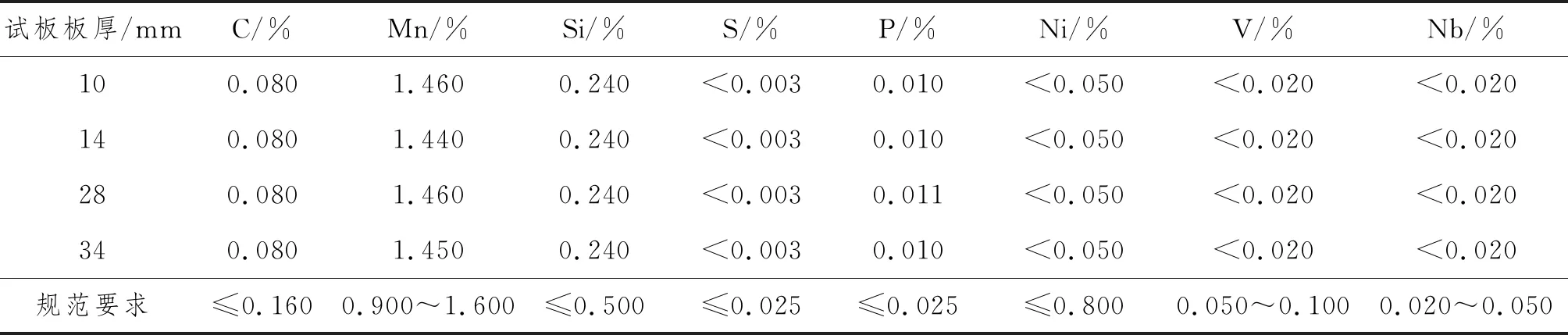
表1 母材化学成分(质量分数)
1.2 母材力学性能
试板力学性能复验结果如表2所示。低温钢试板的强度和延伸率等力学性能满足规范要求,屈强比在0.85以下。

表2 母材力学性能
不同温度下的母材夏比V型冲击功如表3所示。低温钢试板的低温冲击韧性均满足规范要求。通过对试板在不同温度(-100~-60 ℃)下的低温冲击检测,掌握其DBTT基本在-85~-80 ℃。钢厂在该钢种研发时进行的落锤试验结果[4]与复验试验结果基本吻合。VLGC液舱的设计温度为-52 ℃,国产低温钢可满足规范要求,并保证液货运营过程中的安全性。

表3 不同温度下的母材夏比V型冲击功
2 冷加工性能测试
考虑VLGC液舱及次屏蔽结构存在冷加工成型的情况,为检验国产低温钢冷加工性能(特别是低温冲击性能)是否满足规范要求,按VLGC液舱角隅处转圆板(加工曲率半径为600 mm)要求,在冷压成型后对3块试板(见图2)进行强度、延伸率和断面收缩率等力学性能测试。冷加工试板横向低温(-60 ℃)冲击性能如表4所示。

图2 冷加工试板外观

表4 冷加工试板力学性能
将冷加工力学性能测试结果与复验结果进行比较可看出:国产低温钢在强度、延伸率、低温冲击等性能方面满足规范要求,且与母材试验结果一致,特别是低温冲击性能裕量较大,平均值为295 J,大幅超过标准要求,可满足现场冷加工生产要求。
3 火工试验
由于现场生产存在水火加工、矫形的情况,根据船厂施工实际情况,选用板厚为14 mm的试板加热至900 ℃,空冷至550 ℃及以下水冷[5]。
3.1 火工试验要求
火工试板在加工作业区用氧丙烷火焰加热,采用线状加热(横向摆动)方式沿试板轧制方向烘烤宽约50 mm的火工加热带,在水冷时应注意入水温度控制。在现场试验时按实际生产中的要求进行操作,并用远红外测温仪进行温度测量。
3.2 火工试板力学性能
火工试板强度、延伸率、低温冲击等力学性能检测结果如表5所示。火工试板加热至900 ℃、空冷至550 ℃及以下水冷,强度、延伸率、低温冲击等力学性能得到保证;按加热至900 ℃、空冷至550 ℃水冷的要求循环3次操作,力学性能仍得到保证。

表5 火工试板力学性能
4 焊接工艺试验
4.1 焊接工艺要求
为验证国产低温钢试板是否满足现场焊接生产需要,保证焊接接头良好的焊接性能,采用船厂现行的焊接方法、焊接工艺要求、焊接材料进行焊接工艺试验。焊接工艺试验包含手工电弧焊、CO2半自动焊、埋弧焊,双面焊、单面焊,半自动、全自动角焊,完全覆盖现场生产。
4.2 焊接试板无损探伤
焊接试板焊缝表面成型良好,焊后按工艺要求进行渗透探伤(Penetrant Testing,PT)和射线探伤(Radiographic Testing,RT),未发现气孔、裂纹、未熔合等缺陷。探伤标准:PT采用JIS Z2343-2001标准;RT采用JIS Z3104-1995标准,2级合格。
4.3 焊接试板力学性能
对接焊试板力学性能如表6所示。对接焊试板接头强度方面均满足规范要求,且接头均断在母材部位,接头强度比母材高;冷弯方面均满足规范要求。
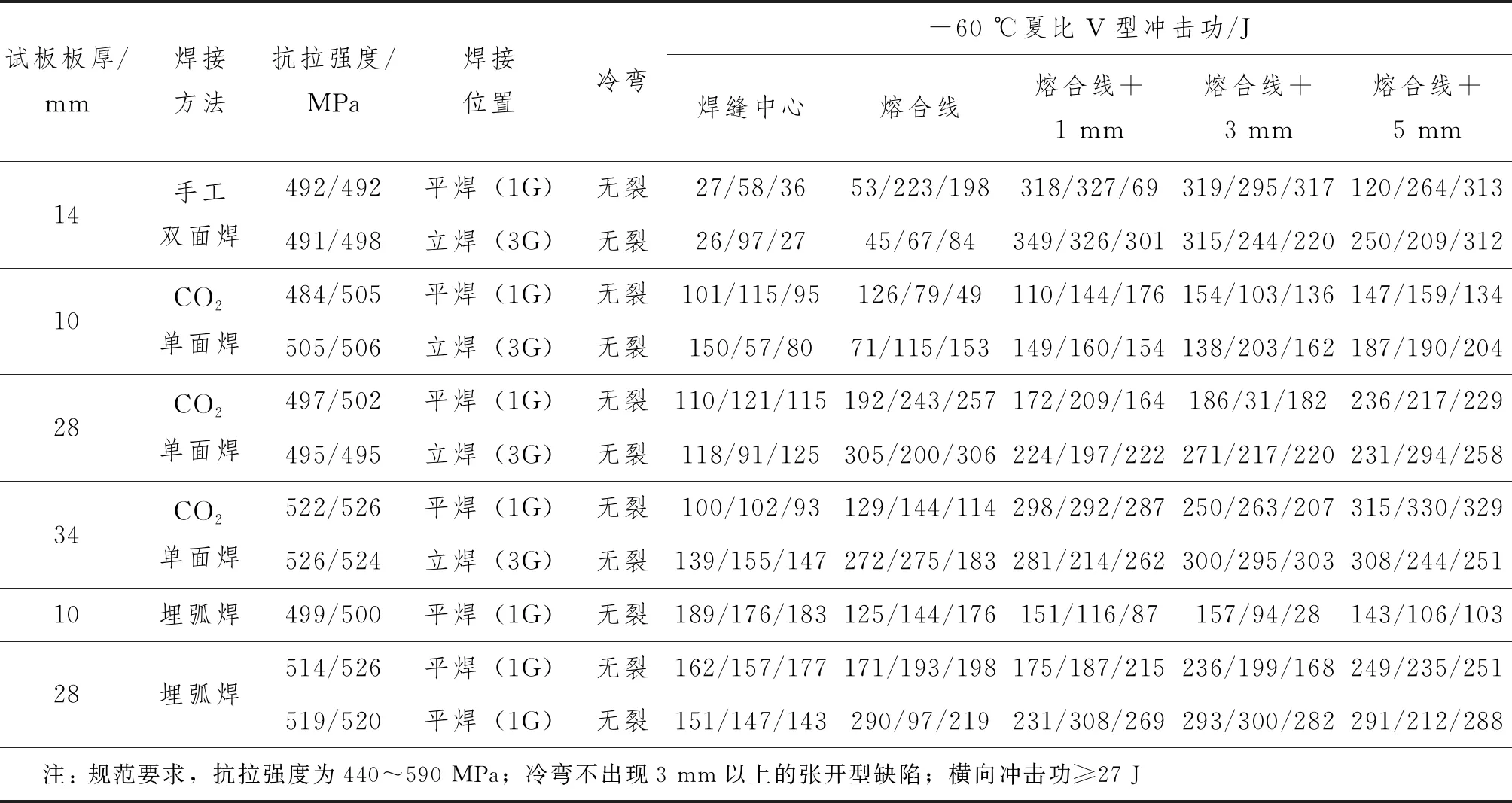
表6 对接焊试板力学性能
角接焊试板力学性能如表7所示。角焊缝折断后断口均无缺陷,说明母材与焊材的匹配良好,按工艺要求施焊可保证接头的焊接质量。
表7 角接焊试板力学性能
4.4 焊接试板金相硬度
焊接试板接头(含对接和角接)按标准要求进行宏观金相及硬度检测,宏观金相如图3所示。焊接试板接头的焊缝及热影响区均未发现裂纹及未熔合等缺陷。对接头的焊缝、热影响区及母材部位进行硬度检测(维氏硬度HV10标准),硬度最高值为287,小于规范要求的350,说明母材与焊材匹配良好,按工艺要求施焊可保证接头的焊接质量,出现冷裂纹的概率较低。

图3 焊接试板接头宏观金相照片示例
5 工程应用
通过对国产低温钢进行母材复验、冷加工测试、火工试验及焊接工艺试验,掌握其材料特性及焊接工艺适用性情况。在国产低温钢的公司首制船工程应用中,根据船级社规范和国际散装运输液化气体船舶构造和设备规则(IGC Code),进一步优化焊接工艺参数,细化火工质量控制方法,推动实船应用质量稳定可控。该船液舱外板对接焊缝射线片数为31 915张,经RT检测,一次合格片数为31 408张,一次合格率为98.41%,优于该船质量保证大纲要求指标,焊接质量稳定可控。该船液舱对接缝焊接试板设置684块,经力学试验,一次合格数为682块,一次合格率为99.71%。
根据IGC Code,对A型和B型独立液货舱及半薄膜液货舱的产品焊缝试验应包括如下试验:(1)每50 m的焊缝进行弯曲试验;(2)在提出要求时,进行1组3个夏比V型缺口的冲击试验[6]。液舱对接缝焊接试验结果表明,国产低温钢的公司首制船液舱建造质量稳定可靠,满足规范要求。
6 结 语
国产低温钢的公司首制船在交船后营运状态良好,船体及液舱性能优良,无任何材料和焊接问题。国产低温钢工程应用的成功,打破日本钢厂垄断VLGC低温钢材料的局面,使中国船厂在与日韩等国船厂竞争VLGC订单时具有更多的质量、成本和建造周期优势,进一步巩固中国船厂在VLGC细分领域的领先地位。