浅谈液氢储运压力容器的研制
2022-01-04王惠颖孙拥军米辉耀高洪如
王惠颖, 孙拥军, 米辉耀, 高洪如
(北京航天试验技术研究所, 北京 100074)
0 引言
氢能作为低碳和零碳能源,具有储量大、热值高、零污染等优势,已经得到公认。储氢是氢能发展中的一个重要方面,目前主流的储氢技术主要有高压储氢、低温液态储氢以及金属氢化物储氢, 其中低温液态储氢具有储氢密度大、能量密度高等特点,具有明显的优势。
低温液态储氢是先将氢气液化, 然后储存在低温绝热容器中。 液氢沸点-253°C,与环境温度差别极大,易于气化,其汽化潜热非常小[1]。 氢气和空气形成的混合物都具有较宽的可燃极限和爆炸极限, 在空气中氢的可燃范围为4%~75%(体积比),而且着火能极低,所以液氢具有易燃易爆、易气化、易扩散等特点。 液氢储运压力容器主要用于储存、运输低温液氢,需满足安全稳定、功能可靠、损耗小等要求。
1 材料的选择
制造液氢储运压力容器用材料要着重考虑材料的力学性能、工艺性能、理化性能以及与液氢相容性。
选材时,考虑与液氢的相容性是极为重要的。 氢对金属的腐蚀主要有氢反应脆裂、内部氢脆、环境氢脆。 其中,氢反应脆裂和内部氢脆问题在金属厂和石油化工厂中经常有遇到。 而内部氢脆和环境氢脆都是由于氢原子溶入金属而引起的。 环境氢脆的程度取决于基体金属及其合金组成、金属的微观结构、应变率、表面缺陷、剩余应力、金属的屈服强度、氢环境中杂质的存在等[2]。 目前,不会发生氢脆的材料有铝合金、铜合金和某些奥氏体不锈钢等。
基于以上几点的考虑, 液氢储运压力容器用钢材需要具有良好的低温韧性、充足的强度、良好的可焊接性,且不与氢发生氢脆。 目前,地面设备多采用奥氏体不锈钢特别是超低碳奥氏体不锈钢钢板。 对于有重量要求的液氢储罐多采用铝板、复合材料等。 本文主要介绍钢制液氢储运压力容器。
奥氏体不锈钢钢材进厂后应进行复验。 复验合格的钢材需要进行低温夏比冲击试验来验证其低温韧性。 试验试样的制作、试验方法均参照GB/T 229 的规定进行制备,并进行试验[3]。目前鉴于经济性和安全性的考虑,液氢储罐低温冲击试样一般浸泡在液氮中冷透后进行冲击,所以试验温度为液氮温区, 冲击功合格数值也没有统一的规定。 不过,当前随着液氢应用的发展,有关部门正在进行相关的试验验证活动,不久将推出相关的明确规定。
液氢储罐一般采用高真空多层绝热结构, 外壳实际上就是一真空容器。 外壳受压元件用材料应具有良好的可焊接性、充足的强度和冲击韧性,还应重点考虑环境的腐蚀作用。沿海地区例如海南文昌发射场的容器、管路还需考虑盐雾腐蚀问题。
使用在局部结构的材料主要有:用于保冷的多层绝热材料可依据GB/T 31480 进行选择[4];用于保持真空的低温吸附剂应满足液氢储罐的使用要求,并符合相应产品标准的规定;用于内、外容器之间的支撑可选用导热率低、实际使用温度在材料允许使用温度范围内的材料,这些材料还应具备真空下表面放气率低且有良好的低温韧性等特点。
2 结构设计
液氢储运压力容器广泛应用于液氢的生产、 运输和使用过程中, 均需采取措施以最大限度地减少介质的损耗, 所以液氢储运压力容器一般采用高真空多层绝热结构, 外壳内实际上与内容器外表面之间共同形成一个封闭的高真空空间,可尽可能减少热传导和对流,使用多层绝热材料可有效降低辐射传热,见图1。
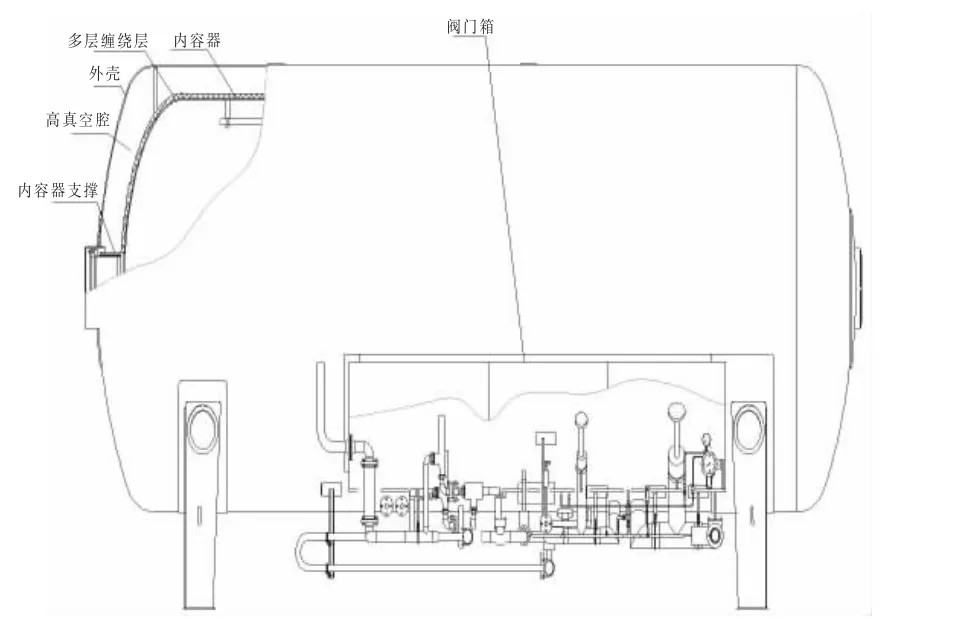
图1 液氢储运压力容器
内容器主要用于盛装液氢, 对于这部分需要结构上应尽可能简单,工艺管口尽可能合并使用,尽量减少容器开孔数量和大小。 也应减轻焊接件在焊接过程中的受约束程度,尽可能减少各个截面的温度梯度,避免尖角等易引起结构突然变化,出现应力集中的现象。接管端部应设计成圆角,呈现圆滑过渡,确保结构中的韧性。
除去内容器壳体的传热外,还应减少管口、内容器支撑或支腿等处的传热。 为减少传热,通常采用增长热桥、使用导热系数低的非金属材料等措施, 在这些部位可进行对局部应力、局部传热的仿真分析。
3 制造及检测
3.1 封头成形
一般来讲,封头可采用整板或者拼板经冷冲压、热冲压、冷旋压、热旋压、冷卷、热卷等方法成形,也可分瓣成形后再组焊成形。但是对于钢制液氢储运压力容器内容器筒体、封头应采用冷成形或温成形方法加工成所需形状。 当冷成形时后变形率超过GB/T 150.4 规定的控制指标时[5],应按照材料标准进行固溶处理,温成形应避开敏化区。
3.2 焊接
液氢储运压力容器采用的奥氏体不锈钢与碳素钢相比,具有导热数值较小、线膨胀数值较大等特点,容易出现焊接缝隙收缩变化大、焊接应力较大等问题,所以施焊前应按NB/T 47014 进行焊接工艺评定。
选用焊接材料时应当考虑焊接接头力学性能与液氢储罐母材的匹配性,且应该选用低碳焊材。
奥氏体不锈钢压力容器一般都使用氩弧焊接、 埋弧焊接和小孔洞等离子弧焊接技术。
进行液氢储运压力容器焊接时需要严格控制线能量,可使用较小焊接线能量,焊条摆动小,层间温度严格控制在100℃以下。 为了降低层间温度,采取水冷措施强制冷却,防止焊缝过热,晶粒粗大,接头韧性变差,同时防止产生热裂纹。可采取刚性固定的方法来控制角变形,焊缝采用铝基无铁砂轮打磨清根。 对于没有办法进行内部气体防护的最后一次封闭环形缝焊接, 一般使用有衬环的手工氩弧焊接技术,保证全焊透。
焊接工艺评定试件检验项目主要有外观检查、 无损检测、力学性能试验和弯曲试验。 此外,液氢储运压力容器还应对焊缝和热影响区进行低温夏比(V 形缺口)冲击试验, 并在液氮温度下满足一定的冲击吸收能量和侧向膨胀量的要求。 目前,对于合格数据尚未有统一数值,该数据标准需要大量实验数据支撑。
3.3 无损检测
无损检测是指在不破坏试样的前提下, 通过物理或者化学的方法, 凭借先进的检测技术, 对压力容器的结构、 内部和表面的试样性能、 状态进行检测和试验的方法。无损检测是目前应用较广泛的检测技术,常用的方法有射线检测、超声检测、磁粉检测、渗透检测、激光全息无损检测和声发射检测等无损检测技术和新型检测技术。
在钢制液氢储运压力容器制造中, 无损检测主要用于检测焊缝的质量。 对于盛装液氢的内容器的A、B 类对接接头是要求进行100%射线检测的,并且射线技术等级不低于AB 级, 达到NB/T 47013.2中Ⅱ级合格[6];C、D、E 类焊接接头和先拼板后成形的封头上所有拼接接头进行100%渗透检测,达到NB/T 47013.5 中Ⅰ级合格。
形成真空腔的外壳体的A、B 类对接接头(合拢B 类焊接接头除外)进行局部射线检测,检测长度不少于各条焊接接头长度的20%,且不小于250mm,其射线检测技术等级不低于AB 级,达到NB/T 47013.2 中Ⅲ级合格;C、D、E类焊接接头和先拼板后成形的封头上所有拼接接头进行100%表面检测,应能达到行业标准NB/T 47013.5 中Ⅰ级。
4 相关试验
一般的压力容器在制造厂应进行耐压试验和密封性试验等项目。此外,液氢储运压力容器还应进行冷冲击试验,真空性能的检查,绝热性能的蒸发率试验等。
冷冲击试验是以设定的速度向内容器充注液氮,使内容器在规定的时间内冷却到预定的温度,用于考察整个内容器耐受温差应力变化速度和幅度的能力。 在试验时,封闭进液口和排气口以外的所有其他管口,并且应用液氮将内容器充分浸渍。 试验后,可对内容器和夹层管路进行耐压试验和氦质谱检漏。 合格后方可进入下一项试验。
真空夹层封结真空度、 夹层的漏放气速率以及夹层冷态真空度测量是保证真空性能的主要手段, 一般来说夹层的真空性能应能满足5 年以上的使用要求。
绝热性能可通过测量静态蒸发率的方法进行测定[7]。目前, 对于液氢储运压力容器的静态蒸发率一般依据各使用单位的实际工况进行图样规定。 现有试验水平一般采用液氮介质进行试验, 得出试验数据后通过计算转换为液氢蒸发率, 极少情况下采用真实介质液氢进行蒸发率试验。
5 结束语
液氢储运压力容器在实际设计、 生产中技术难点很多,需要技术人员考虑充分、分析准确,并根据设备的实际使用场合和工况,进行个性化的设计。对于频繁有交变应力变化的工况, 可进行判别按照应力分析容器进行研究,并在使用中进行定期检查,确保压力容器运行正常,避免出现安全事故。
