污水处理厂COD 深度处理工艺中试研究
2022-01-04诸宇刚
诸宇刚
(光大海绵城市发展(镇江)有限公司,江苏 镇江 212000)
近年来生态文明思想逐渐深入人心,尤其自“金山银山就是绿水青山”的两山论概念提出以来,广大人民群众对生态环境的关注度也更上一层楼,对周围生活的大气和水环境状况充满了监督的主人翁意识,关于污水厂的各种投诉也随之增加。为了进一步改善水环境,提高居民幸福指数,国家及各地的环保政策越来越严格,对污水厂建设及提标改造的要求越来越高。某污水处理厂2010 年完成提标改造工程后,出水水质执行《城镇污水处理厂污染物排放标准》(GB 18918—2002)中的一级A 标准,当地为了高质量推进城乡生活污水治理,2018 年开始提出了更严格的出水水质执行标准,其中新标准要求,出水COD 由一级A 标准中的≤50mg/L 调整至新标准要求中的≤30mg/L。因此需要对该污水处理厂进行提标改造,增加COD 深度处理单元,以保障该污水处理厂出水COD 能够稳定达标。
由于该污水处理厂除主要收集生活污水外,也收集服务范围内企业排入城镇下水道的部分生产废水,从而导致进水中工业废水部分占比相对较高。其中含有一定量难降解的COD,很难在常规生物处理阶段得到去除,因此在深度处理阶段,须重点考虑COD 的去除。通过生物处理难以降解的COD,技术上可以通过高级氧化或活性炭吸附进行处理,从而保证出水COD 稳定达到新标准的要求。
结合行业内主要工艺技术以及国内各地工程案例,高级氧化处理工艺主要包括芬顿高级氧化和臭氧催化氧化,其原理是通过反应释放出氧化性很强的羟基自由基(·OH),而·OH 可将大多数难降解有机物氧化降解为无机物。活性炭吸附工艺则利用活性炭的多孔结构,比表面积大等特点吸附难降解有机污染物。本文以该污水处理厂生化池出水为研究对象,于2020 年1—7月在现场开展COD 深度处理中试试验,分别采用芬顿高级氧化、臭氧催化氧化以及活性炭吸附等三种工艺进行处理,重点介绍了三种工艺处理下出水COD 达标情况与抗冲击负荷的能力,以及总投资与吨水运行成本,以期为其他存在类似问题的污水处理厂提供经验参考。
1 深度处理工艺简介
1.1 芬顿高级氧化
芬顿高级氧化工艺的原理是通过Fe2+和H2O2产生剧烈化学反应催化生成羟基自由基(·OH),·OH 氧化电位高达2.80eV,仅次于氟,具有极强的氧化能力,对生物处理难降解的有机污染物也有很强的降解作用[1-2]。本文污水处理厂的中试在传统芬顿高级氧化基础之上加入多金属催化材料,利用多金属电位差改善传统pH 应用范围,提高难降解有机物的处理效果。
芬顿高级氧化工艺中试处理流程为:生化池出水进入芬顿高级氧化反应器,进行断链开环,打开污染物中的化学键,将其迅速降解为小分子,再进入稳定池进行进一步的催化氧化、催化缩合反应,提高废水中残留的、难降解的、水溶性小分子污染物的混凝性、沉降性,最后进入沉淀池进行固液分离,对出水水质进行检测。
芬顿高级氧化工艺涉及强酸(浓硫酸)、强碱(氢氧化钠)、双氧水等化学药剂,在使用过程中存在一定安全风险隐患,因此需有完善的安全保障措施。且反应需在pH≈3 的条件下进行,反应结束后需再调整pH>10 以便进行沉淀反应,沉淀过程会形成大量Fe(OH)3、Fe(OH)2污泥,增加后续污泥处理处置压力。
1.2 臭氧催化氧化
臭氧氧化有2 种方式:①由O3分子或单个O 原子直接参与反应引起;②由O3分解产生的·OH 引起。O3在催化剂作用下产生了·OH,使污染物的降解变得快速而充分;O3的氧化电位为2.07eV,是一种极强的氧化剂,但单一O3直接氧化反应具有选择性,无法彻底降解废水中所有的有机污染物,存在降解不完全等问题,容易导致出水效果不稳定。而臭氧催化高级氧化技术在高级氧化技术基础上提高了臭氧溶气效率,有效降低了臭氧投加量,减少了运行成本[3]。臭氧催化高级氧化技术经过多个较大规模工程业绩验证,减少了臭氧投加量,技术上比较成熟。
臭氧催化氧化工艺中试处理流程为:生化池出水进入臭氧催化氧化反应系统后,先流过均相催化反应器,采用控制技术实现在污水中精准(微剂量ppb 级别)投加对臭氧具有催化作用的过渡金属离子,并进入臭氧催化高级氧化反应系统第一段。在离心泵管道上设置高效臭氧溶气装置,采用电磁切变原理,通过电磁(EM)切变场的作用改变污水中水分子、有机污染物分子、离子氛的团簇结构,改变被处理污水的物理、化学、分子力学等性能,达到增加臭氧溶解能力、加快臭氧与有机污染物的反应时间、提高催化效率的目的,并有效减少了臭氧投加量。臭氧通过专用射流器带入系统中,并与改性后的污水接触。溶解臭氧的污水,再通过池底设置的二次混合设备,实现含臭氧污水与原污水充分混合。含臭氧的污水在过渡金属离子的作用下,激发产生羟基自由基,在羟基自由基的高氧化电位作用下,大部分难降解的有机物发生断链反应,形成短链的有机物或直接被氧化至CO2和H2O。第二段、第三段作用原理与第一段相同,通过三段投加,污水中难降解有机物被充分降解,使出水水质达到设计标准。
臭氧稳定性较差,在常温下可自行分解为氧,不能瓶装储备,只能现场生产,立即使用。且废水中有机物、废气等成分性质复杂时有潜在的安全风险,须有对应安全保障措施。
1.3 活性炭吸附
活性炭巨大的比表面积和发达的微孔结构使其对水中溶解性的有机物具有很强的吸附能力,能够对去除水中绝大部分有机污染物,如酚和苯类化合物以及其他许多的人工合成有机物。水中有些有机污染物难以通过生化或氧化法去除,却易被活性炭吸附[4]。但活性炭吸附污染物饱和后,需置换新的活性炭或对饱和的活性炭进行再生。
活性炭吸附工艺中试处理流程为:生化池出水进入超级蒸汽碳系统并得到净化,主要过程包括吸附、反冲洗及再生工艺。制水工序为通过活性炭孔隙吸附过滤污染物净化水质;反冲工序为气冲+水冲,防止因悬浮物导致的活性炭顶部褪色和结块;再生工序为100℃以上水蒸气通过再加热升温成400~800℃过热蒸汽,通过喷射管向活性炭喷射加热保温,促使活性炭吸附的有机物被高温脱附、裂解或碳化,从而实现饱和活性炭的再生。
活性炭再生过程中存在高温蒸汽烫伤、活性炭燃烧以及罐内压力突然增大等风险,需要加强操作人员培训和采取相应安全保障措施,市场应用工程案例不如芬顿高级氧化和臭氧催化氧化多,工程案例处理规模相对偏小。
2 中试数据分析
2.1 芬顿高级氧化中试数据
芬顿高级氧化中试时间主要分为两阶段,第一阶段为2020年1 月13 日—1 月17 日,第二阶段为2020 年3 月8 日—3 月29 日。中试期间进水流量为0.5m3/h,每天连续运行8h,处理水量4t/d,进出水COD 数据如图1 所示。

图1 芬顿高级氧化中试进出水COD
根据图1 结果显示,该污水处理厂中试期间进水COD 浓度在28~97mg/L 之间,平均浓度为48mg/L,经芬顿高级氧化工艺深度处理后,出水COD 浓度降至8~22mg/L,平均为15mg/L,COD平均去除率为68.8%,出水达标率100%,可见在芬顿高级氧化处理过后,能够去除进水中的大部分有机污染物,确保出水COD 稳定达到新标准要求的≤30mg/L。
受管网来水水质波动,1 月15 日和3 月9 日生化池出水水质较差,中试进水COD 浓度分别高达91mg/L 和97mg/L,出水COD 浓度分别为16mg/L 和22mg/L,COD 去除率高达78.1%和77.3%,可见芬顿高级氧化工艺对水质波动的抗冲击负荷能力较强。
2.2 臭氧催化氧化中试数据
臭氧催化氧化中试时间主要集中在2020 年4 月10 日—5月3 日,采用均相催化,高级氧化反应时间为60min。中试期间进水流量为0.5m3/h,设备每天工作8h,处理水量4t/d,进出水COD数据如图2 所示。

图2 臭氧催化氧化中试进出水COD
根据图2 结果显示,该污水处理厂在臭氧催化氧化工艺稳定运行期间,进水COD 浓度在16~50mg/L 之间,平均浓度为32mg/L,经臭氧催化高级氧化处理后,出水COD 浓度降至3~27mg/L,平均为14mg/L,COD 平均去除率为56.3%,出水达标率为100%。中试阶段平均投加20.3mg/L 臭氧可以去除20.7mg/L的COD,平均投加去除比(O3/△COD)约为1:1。
4 月27 日和6 月18 日生化池出水水质较差,中试进水COD浓度分别高达50mg/L 和56mg/L,出水COD 浓度分别为23mg/L和26mg/L,COD 去除率达到54%和53.6%,可见在进水水质波动影响下,臭氧催化氧化工艺处理虽然也能够保障水质稳定达标,但总体来看,COD 去除率要低于芬顿高级氧化工艺,且抗冲击负荷能力也要弱于芬顿高级氧化工艺。
2.3 活性炭吸附中试数据
活性炭吸附中试时间主要分为两阶段,第一阶段为活性炭首次吸附集中在2020 年1 月2 日—4 月11 日,第二阶段为活性炭再生后吸附集中在2020 年4 月15 日—5 月20 日。2020 年1 月02 日—4 月28 日,中试期间进水流量为0.08m3/h,停留时间25min,每天连续运行24h,处理水量1.92t/d。2020 年4 月29日—5 月20 日,中试期间进水流量为0.1m3/h,停留时间20min,每天连续运行24h,处理水量2.4t/d。
活性炭首次吸附期间,设备装填了17kg 活性炭,停留时间设置为25min,进出水COD 数据如图3 所示。进水COD 浓度在21.4~61.5mg/L 之间,平均浓度为31.3mg/L,经活性炭吸附处理后,出水COD 浓度降至3.5~17.2mg/L,平均为8.9mg/L,COD 平均去除率为71.6%,出水达标率为100%。

图3 活性炭首次吸附中试进出水COD
活性炭吸附饱和后,再生的活性炭的碘值达到新炭的96.2%。活性炭再生后吸附期间,停留时间设置为25/20min,进出水COD 数据如图4 所示。进水COD 浓度在20.6~73.4mg/L 之间,平均浓度为29.2mg/L,经活性炭吸附处理后,出水COD 浓度降至2.3~15.8mg/L,平均为10.2mg/L,COD 平均去除率为65.1%,出水达标率为100%。

图4 活性炭再生后吸附中试进出水COD
从图3 中可以看出,1 月13 日和3 月9 日中试进水水质较差,进水COD 浓度分别高达61.5mg/L 和52mg/L,出水COD 浓度分别为6.2mg/L 和10.4mg/L,COD 去除率达到89.9%和80%。根据图4 结果,5 月10 日中试进水COD 浓度达到73.4mg/L,出水COD 浓度降至12.9mg/L,COD 去除率达到82.4%。综合分析,活性炭再生后,活性炭吸附工艺对COD 的平均去除率有所下降,但对异常进水中高浓度COD 的去除率保持在较高水平,抗冲击负荷能力较强。
2.4 三种工艺综合对比
本文所研究的污水处理厂在2020 年6 月30 日—7 月9 日期间,受进水水质波动影响较大,如图5 所示为三种工艺在进水受冲击情况下进出水COD 情况。根据图5 结果显示,芬顿高级氧化和活性炭吸附工艺抗冲击负荷能力明显要优于臭氧催化氧化工艺。以7 月5 日为例,芬顿高级氧化工艺中试处理水质COD 浓度由75mg/L 降至9.5mg/L,COD 去除率为87.3%。臭氧催化氧化工艺处理水质COD 浓度由56mg/L 降至7.7mg/L,COD 去除率为86.3%。由此可见,芬顿高级氧化和活性炭吸附工艺抗冲击负荷能力都较强,但结合出水COD 曲线波动情况来看,芬顿高级氧化工艺出水COD 趋势更加平缓稳定。
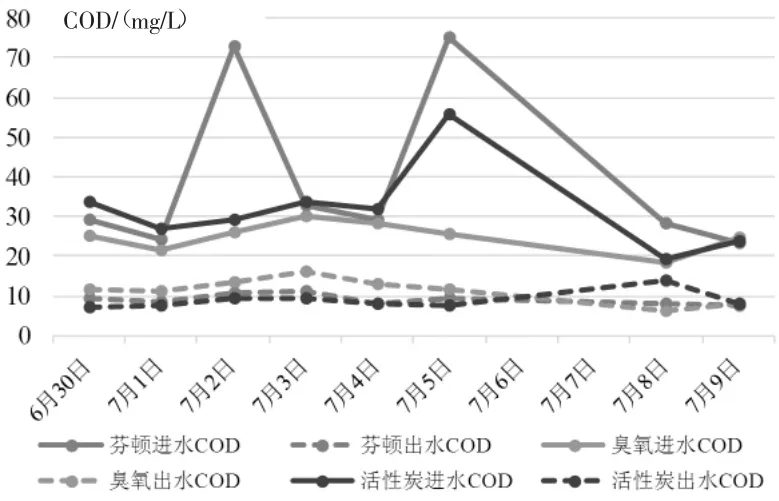
图5 三种工艺在进水水质冲击下的中试进出水COD
以该污水处理厂6 万t/d 的设计处理量规模计算,三种COD深度处理工艺相对应的总投资额和吨水运行成本如表1 所示。总投资成本包括工程费用(含建筑工程、安装工程、设备购置)、工程建设其他费、预备费等,吨水运行成本则包含电费、药剂费、设备维护保养费等。从表1 中结果可以看出,芬顿高级氧化工艺总投资最低,吨水运行成本适中;臭氧催化氧化工艺总投资适中,但吨水运行成本最高;活性炭吸附工艺则总投资最高,吨水运行成本最低。由此可见,芬顿高级氧化工艺的经济性优势较为明显。
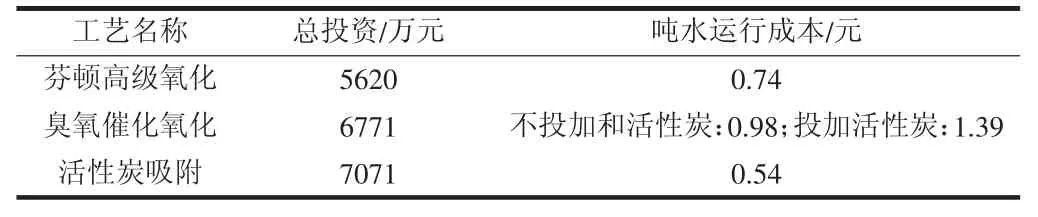
表1 三种工艺总投资及运行成本对比
3 结论
本文针对某污水处理厂需要采取提标改造措施,增加COD深度处理单元,以满足当地新标准的出水要求这一情况,对芬顿高级氧化、臭氧催化氧化以及活性炭吸附三种工艺的中试数据、总投资及运行成本进行了综合分析,得出以下结论;
(1)三种工艺处理后,出水达标率都能达到100%,且芬顿高级氧化和活性炭吸附工艺的COD 平均去除率要高于臭氧催化氧化工艺。
(2)在进水水质受冲击情况下,芬顿高级氧化和活性炭吸附工艺的抗冲击负荷能力高于臭氧催化氧化工艺,且芬顿高级氧化工艺处理后的出水COD 更加平缓稳定。
(3)以该污水处理厂6 万t/d 的设计污水处理量规模计算,芬顿高级氧化工艺总投资最低,吨水运行成本适中,在三种工艺中具有显著的经济优势。
综上所述,建议该污水处理厂选择芬顿高级氧化工艺作为COD 深度处理单元,投资最低,运行成本适中,运行模式灵活,在应对来水中所含工业废水难降解COD 的冲击时,能够稳定达标。
