大型起重机结构件对刀方式及在线对刀仪应用
2022-01-01陈文东黄龙朱小伟
陈文东,黄龙,朱小伟
徐州重型机械有限公司 江苏徐州 221000

陈文东
1 序言
对刀是机床在加工过程中,为了确定坐标原点及控制加工精度,对刀具长度及刀具直径进行测量、调节的一种操作。对刀是数控加工中重要的操作内容,其准确性将直接影响零件的加工精度及数控加工效率。传统的对刀大多数采用试切法,即对每一把刀都进行试切、工件尺寸测量、计算及输入补偿值等操作,此法对操作人员技术水平要求高,且每次更换刀具均需反复上述操作,因此,对刀是占用数控机床辅助时间最长的操作之一,同时人为试切带来的随机性误差大、安全性差、占用机时较多,影响数控机床的利用率。据统计资料显示,一个工件的加工,纯机动时间大约只占总时间的55%,装夹及对刀等辅助时间约占45%,因此,为提升数控机床的加工效率,充分发挥数控机床的功能,对刀仪便显示出极大的优越性。
2 工程机械制造行业对刀方式及发展趋势
目前工程机械行业大型起重机结构件对刀的方式主要有试切法、机外对刀仪对刀、ATC对刀及数控机床自动对刀4种方式[1],具体的操作方法如下。
2.1 试切法
根据数控机床所用的位置检测装置不同,试切法分为相对式和绝对式两种[2]。
相对式试切法对刀可采用如下3种方法。
1)用量具(如钢板尺等)直接测量,对准对刀尺寸,此对刀方式操作简便,但对刀精度低。
2)手动移动刀具,直到刀尖与定位块的工作面对齐,并将坐标显示值清零,再回到起始位,读取坐标值,此对刀方式的准确度取决于刀尖与定位块工作面对齐的准确度。
3)将工作面加工一刀,测量出工件尺寸,再间接计算出对刀尺寸,此方式包括让刀修正,对刀相对较精确。
在绝对式试切法对刀中,先定义基准刀,再用直接或间接的方法测量出被测刀具刀尖与基准刀尖的距离,作为其他刀具的设定刀补值。
上述对刀方式通过试切工件来实现,采用“试切—测量—调整(补偿)”的对刀模式,故占用机床时间较多,对刀效率低,但对刀方法简单,无需特殊辅助对刀设备,广泛应用于经济型低档数控机床中。
2.2 机外对刀仪对刀
机外对刀仪对刀是指刀具在安装之前,在对刀仪上进行预调整和测量实际参数,然后将测量数据输入机床数控系统中,此类对刀仪对环境的要求较高,多安置在车间工具室内,对刀仪距离机床较远,需由操作人员使用推车将待测刀具从机床工具箱转至对刀仪室进行对刀,转运距离长,对刀周期较长。
机外对刀仪(见图1)可反映刀具静态几何参数,当刀具处于旋转状态时,其动态几何尺寸发生变化,与静态几何尺寸有差别。机外对刀仪可满足工程机械结构件的加工要求,但当精度要求很高时,机外对刀仪则无法满足对刀要求。

图1 机外对刀仪
2.3 ATC对刀
ATC对刀是指在机床上安装一个显微镜,显微镜的十字线中心位于机床坐标系的一固定点上,测量时用手动脉冲发生器微移刀具,使假象刀尖与刀镜中心点重合,数控系统便能自动计算出到位点相对机床原点的距离,并存入相应的刀补区域。该对刀方式需拆卸对刀镜,对刀过程仍为手动操作及目视,因此会产生一定的对刀误差。
刚进办公室,西双就被罗衫拉到一边。西双问小姐有何贵干?罗衫说楼兰姐病了。西双问你告诉我这些干什么?罗衫说是癌症。西双愣了愣,粗着嗓子说,癌症怎么了?罗衫说你到底还是不是人类?西双说,难道你看不出来?罗衫说毕竟你们夫妻一场啊……你不想去看看她?西双耸耸肩,走开,说,寡人肯定不去。
2.4 在线对刀
在线对刀即机床自动对刀,是利用CNC装置自动地测量出刀具参数的一种对刀方式,能自动修正刀具补偿值,可实现连续数控加工,对刀效率高且精度高。此外,在线对刀仪还存在以下优势。
(1)刀具破损检测 当刀具磨损到一定程度后,可根据刀具允许的磨损量,设定一个“门槛值”,一旦全自动对刀仪监测到的刀具误差超过门槛值,即认为刀具已破损或超过了允许的磨损值,则机床自动报警停机,然后强制进行刀具的更换,可提升工件加工质量,同时可保护刀具及机床。
(2)刀具动态补偿 机床在工作循环过程中,产生各种热量,导致机床产生变形,特别是丝杠的热伸长,使刀尖位置发生变化,其结果是加工工件的尺寸精度会受到影响。在线对刀仪可精确测量刀具动态参数,提升刀具测量精度。
随着数控加工技术的不断发展,以及在线对刀仪优势的逐渐显现,在线对刀已成为一种趋势。利用安装在加工中心上的对刀仪,可对刀具长度、直径进行自动测量,生成刀补值,并自动输入至数控系统中,可自动、实时、快速地检测刀具参数,并反馈至数控系统中。
3 在线对刀仪应用
3.1 在线对刀仪结构
在线对刀仪系统由对刀仪、防水通信电缆及宏程序对刀软件组成,如图2所示。
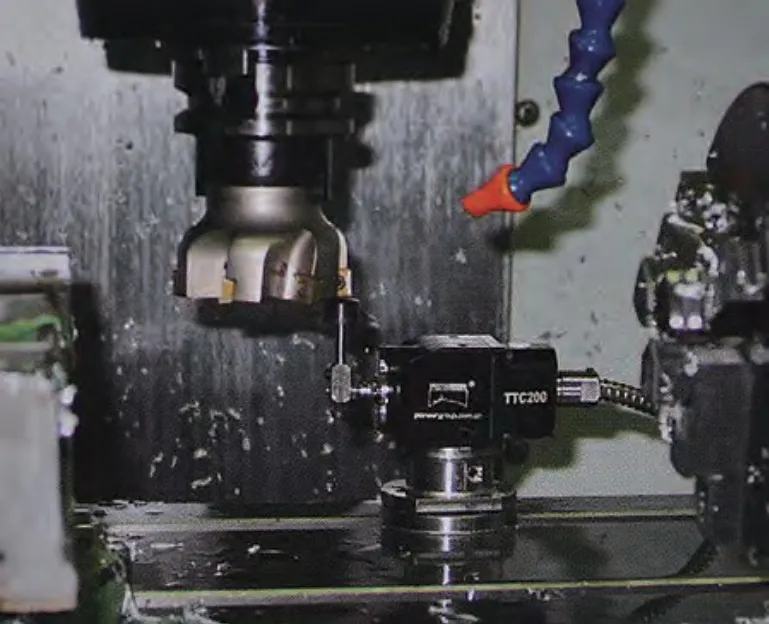
图2 在线对刀仪
对刀仪的核心部件是由一个传感器,一个高硬度、高耐磨的硬质合金对刀探针和一个信号传输接口器组成[3]。探针用于与刀具进行接触,并通过安装在其下的挠性支撑杆,把力传至传感器,传感器发出的通、断信号通过信号传输接口器传输到数控系统中,进行刀具方向的识别、运算、补偿和存取等。
当刀具触碰对刀探针并向下移动时,触动对刀仪内的高精度开关,通过通信电缆向数控系统发出信号,数控系统接收信号后,执行相应的程序,实现刀具补偿。
3.2 在线对刀仪工作原理
在线对刀仪是一种刀尖位置检测装置[4],在刀具更换、磨损时可检测刀尖的长度、直径误差,通过校正对刀原点保证加工精度;在工件加工时,在需要使用多把刀具加工时,以一把刀为基准建立工件坐标系,然后将基准刀对到对刀仪表面,记录当前坐标值,在刀具更换后,通过使用对刀仪对刀,自动修正刀具高度差,代替手工对刀,提高加工中心对刀效率及对刀精度(精度可达2μm),对刀仪长度方向校准工作原理如图3所示。
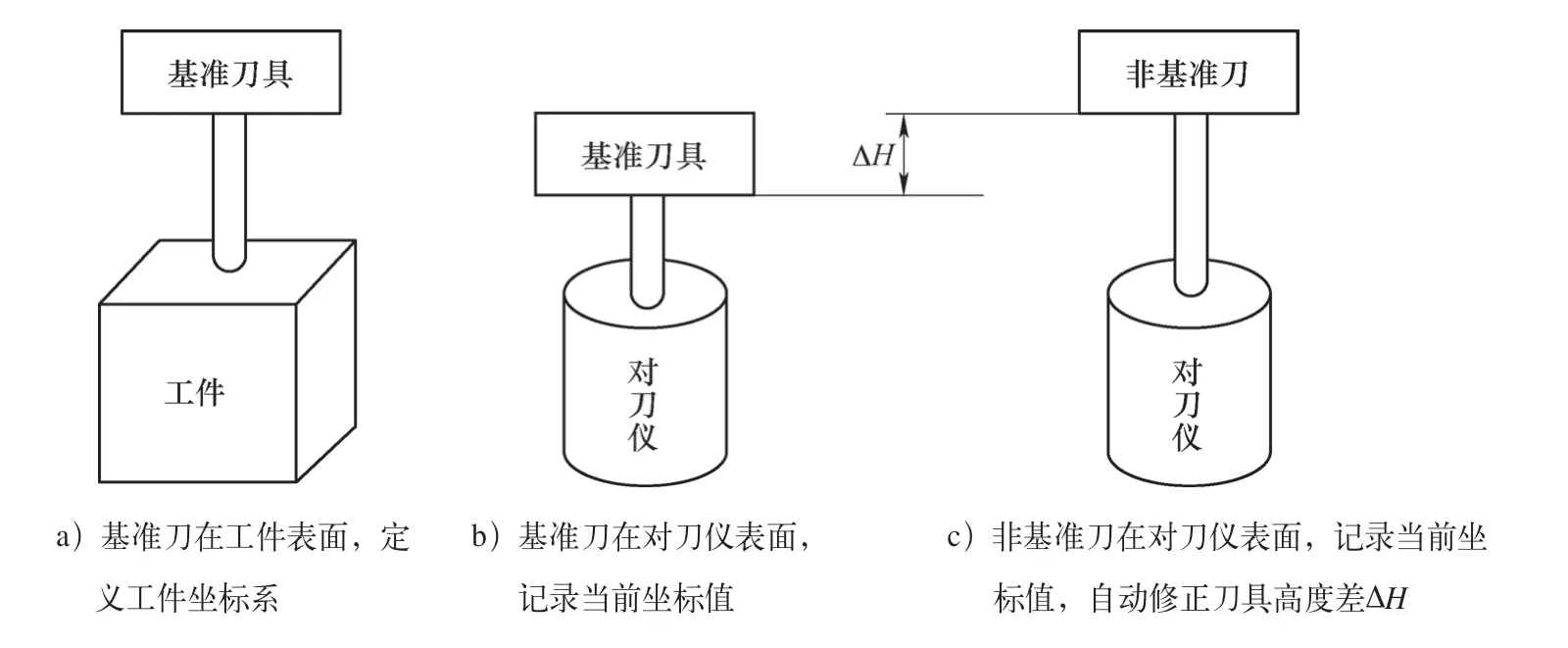
图3 对刀仪长度方向校准工作原理
3.3 在线对刀仪安装、调试
(1)硬件安装 通过支架(底面及安装面精铣加工)将对刀仪固定在机床的工作台上,如图4所示。通过防水通信电缆将对刀仪与机床X121插头连接,如图5所示,在与西门子840D/810D系统进行测头信号的连接时,把测头的输出信号接到X121的第9(或第28)脚,把X121的第10(或第29)脚接到信号的参考地。

图4 在线对刀仪安装
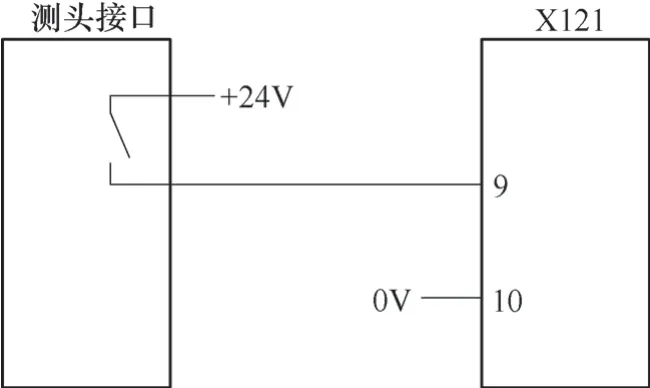
图5 连接方式示意
(2)测量软件安装 测量软件由5个子程序组成,程序名称及功能见表1。

表1 测量软件程序名称及功能
将上述5个子程序的软件安装包拷贝至机床数控系统中,通过测量软件包内提供的功能来完成测头的标定,可找出探针测量面在正常使用条件下的触发位置,标定的结果被自动存储到宏程序变量中为刀具测量程序使用。
测量软件采用二次触发的原理进行测量,第一次触发以较快的速度进行,然后从触发位置后退一微小距离,再以较慢的速度进行第二次触发,既可提升测量效率,又可提升测量精度。
(3)测量程序调试 具体有如下3步。
1)测头的标定。为使测头得到预期的测量精度,除对探针的各表面进行找正外,还须对刀具测头进行全方位的标定,标定的目的是确定测头的准确位置和探针的精确尺寸。刀具测头的标定通常使用标准芯棒进行(见图6),用来标定测头的芯棒的长度和直径均准确已知,标定的内容为长度标定和直径标定。
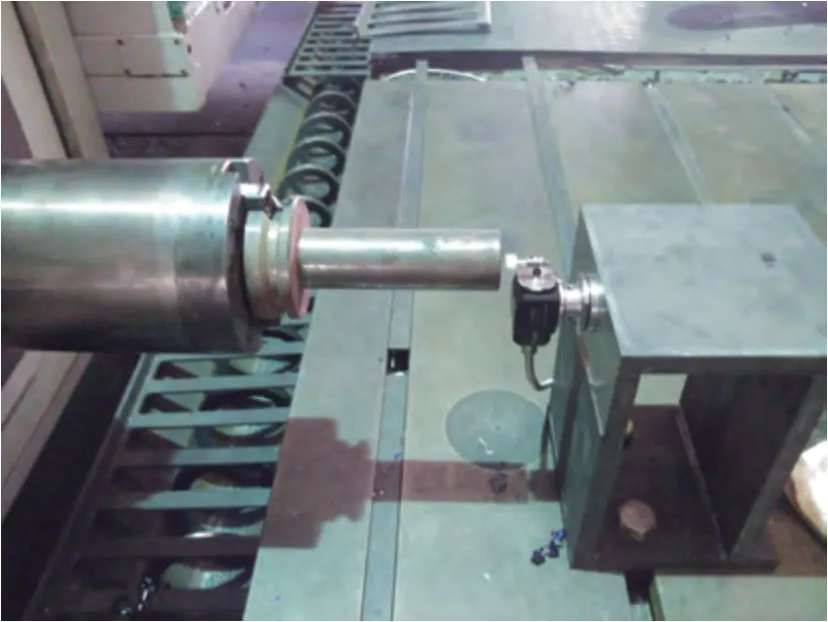
图6 标准样棒标定
2)刀具尺寸测量。通过调用刀具测量子程序,可实现半自动刀具长度测量(程序号:L967)、半自动刀径测量(程序号:L968)、全自动刀具长度测量(程序号:L969)及刀具破损检测(程序号:L969)。下面以全自动刀具尺寸测量为例进行简要介绍。
使用全自动刀具测量子程序,可完全自动完成刀具的尺寸测量,程序按下列步骤(见图7)完成整个测量过程:①从刀库中选刀、换刀。②在探针上方移动X、Y坐标。 ③快速保护移动到快速高度(高度值a)并激活被测刀具的长度补偿。④测量刀长(输入R7=1或R7=3)。⑤测量刀径(输入R7=2或R7=3)。⑥Z轴快速返回到换刀位置。
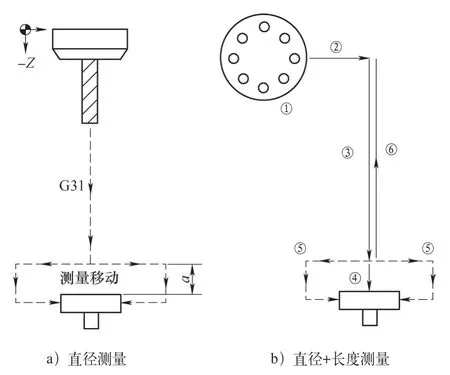
图7 全自动刀具测量移动过程示意
调用程序如下。
3)刀具测量验证。使用预调节为直径139mm的粗镗刀进行刀具直径测量验证(见图8),执行L968测量程序,可快速测出刀具直径尺寸(见图9),测量结果为φ139.446mm。
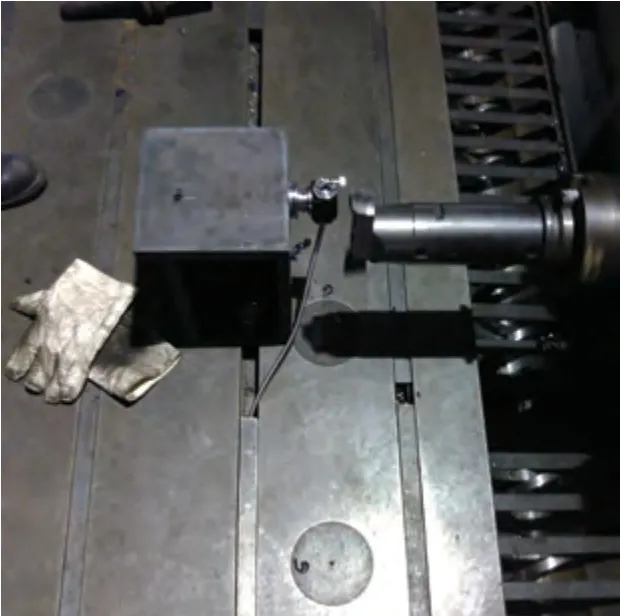
图8 刀具直径在线测量验证
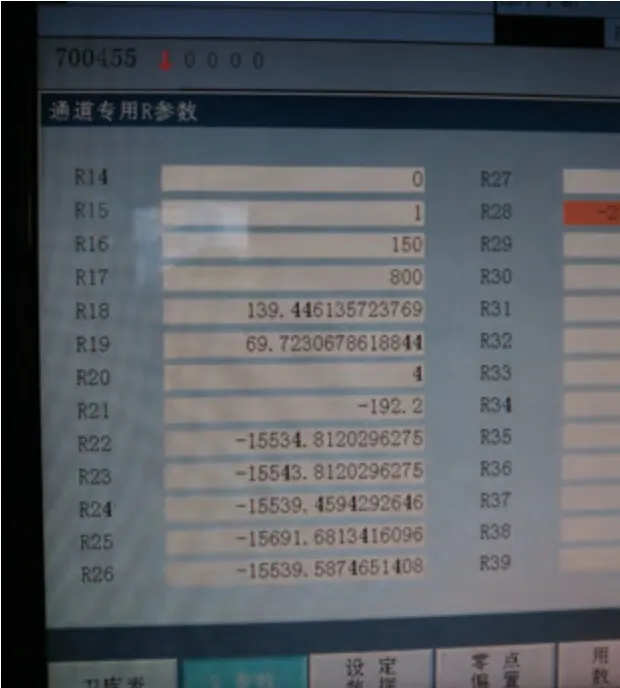
图9 刀具直径测出刀具直径
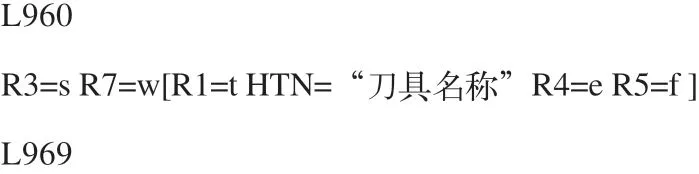
测量程序如下。
4 结束语
通过调研工程机械行业对刀方式及常用对刀仪的使用情况,提出一种适合大型起重机结构件刀具测量的自动对刀仪,并在公司内大型加工中心进行了可行性及使用效果试验。实践表明,在线对刀仪可快速检测刀具长度、直径以及刀具破损情况,提升了大型结构件的对刀效率。
