大型Cr12MoV钢锻件的锻造工艺分析
2021-12-30吕玉荣
吕玉荣
(鹤壁职业技术学院交通与材料工程学院,河南 鹤壁 458030)
Cr12MoV钢具有高硬度、高耐磨性的优点,是我国最常用的冷作模具钢之一,因此被广泛用于高精度、高负荷、高寿命的冷变形模具[1-3]。但它的缺点也不容忽视,由于其变形抗力大,塑性变形能力差,锻造温度范围区间小,因此大型锻件的锻造工艺十分复杂,锻造时难度较大,很难保证大型锻件的质量[4-5]。
本文对大型Cr12MoV钢锭的锻造工艺进行了试验研究,并总结出了大型锻件的锻造要点。
1 Cr12MoV钢的化学成分及各成分作用
1.1 化学成分
Cr12MoV钢的化学成分见表1。

表1 Cr12MoV钢的化学成分 (%)
1.2 各成分作用
C元素质量分数越高,硬度和耐磨性越大,而Cr12MoV钢的C元素质量分数为1.45%~1.70%,属于高碳钢,因此其硬度和耐磨性都高。Cr元素可以增加钢的淬透性,提高其回火的稳定性,并且还会使其产生二次硬化现象。Mo元素可以使钢的淬透性增加,同时还可以细化晶粒,从而起到细晶强化的作用。V元素既能细化晶粒、提高韧性,又能形成高硬度的碳化钒(VC),从而进一步提高钢的耐磨性[6-8]。
2 大型Cr12MoV钢锻件的锻造工艺分析
2.1 锻前准备
由于钢锭本身就存在各种不同程度的铸造缺陷,因此加热前需要清除相关缺陷,如钢锭表层的氧化皮和表面裂纹等。
采用切削加工后,还要对钢锭进行磁力探伤,保证钢锭内部不能有残留的裂纹。
2.2 锻造所用钢锭选择
试验所用钢锭质量及相关锻造工序、总锻比见表2。
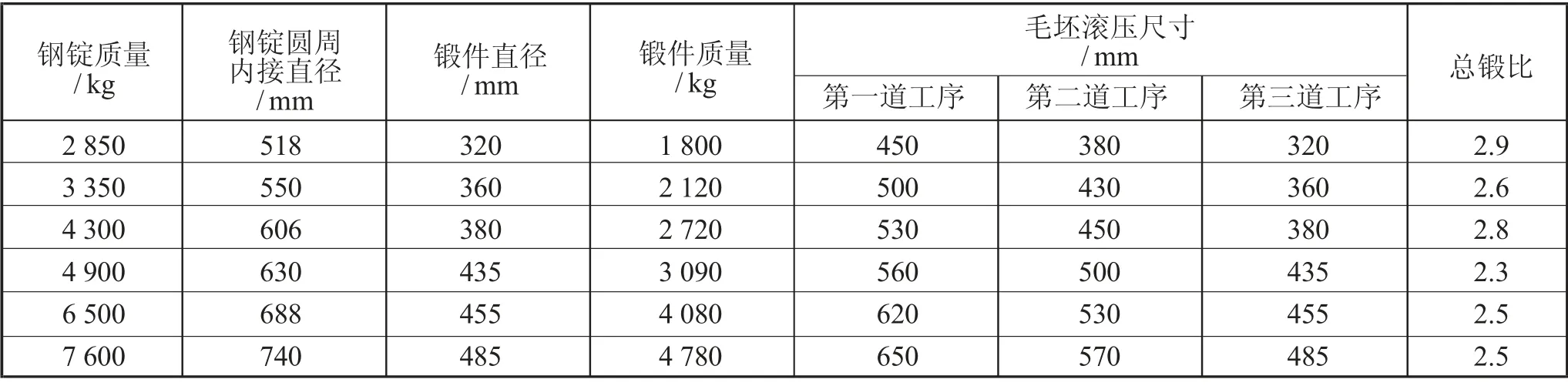
表2 锻件工序安排
2.3 锻造特点
由于Cr12MoV钢的C元素质量分数和Cr元素质量分数都很高,并且所含合金元素也多,因此其晶体结构比较复杂;又由于金相组织中的莱氏体脆性大,因此Cr12MoV钢很难进行塑性变形。
基于Cr12MoV钢的金相组织及性能分析,需要严格控制锻造温度范围。锻造时,试验采取的始锻温度在1 100~1 150℃之间,终锻温度在900~950℃之间。
具体保温时间根据工件大小进行合理选择,选择原则是既要保证锻件热透,又要防止锻件内部的晶粒长大,还要防止锻件发生过热现象或过烧现象。如果锻件发生了过热现象,其组织会过分长大,从而降低其力学性能;如果发生了过烧现象,严重的可能会出现锻件的报废,无法保证试验的顺利进行。
此外,由于Cr12MoV钢的锻造温度范围区间较小,只有100~200℃,而锻件又属于大型锻件,一次加热后的锻造时间较短,到终锻温度时锻件还没完全锻好,因此需要多次加热锻件、多次锻压,才能完成锻造工作。
3 大型Cr12MoV钢锻件的锻造要点
通过对大型Cr12MoV钢锭的锻造工艺进行分析,得出如下锻造要点。
1)锻造时首先锻透铸锭冒口,以铸锭冒口为夹钳口,其具体锻造尺寸应方便后续锻件的滚动及锻打。但冒口处空心严重,缺陷较多,故可塑性很差,因此在压冒口时,一定要注意不要把冒口压断,以免影响锻造正常进行。
2)去除料头工序必须单独进行,其温度应控制在1 100~1 120℃之间。
3)大型锻件的锻压设备最好采用液压机进行锻造,在首次锻压时,压头的工作行程不宜超过15 mm,以后各次的工作行程只要不超过30~50 mm即可。
4)由于锻造温度范围区间小,因此锻造时需要多次加热、多次锻打。
5)由于大型锻件不宜一次锻压成形,因此锻造时一般需要进行多次滚压,该试验中6个大型锻件各进行了3道滚压工序。锻造比可逐次增加,以此来选择钢锭的直径。
6)如果需要进行镦粗或冲孔工序,必须加镦粗环。
7)C元素质量分数越高,塑性越低;同一C元素质量分数条件下,在一定温度范围内,塑性随着温度的增加而升高,具体见图1。

图1 锻件塑性与温度的关系
图1可以作为锻造温度的选择依据。通过试验可知:加热温度应在1 180~1 200℃之间,始锻温度为1 120~1 140℃,终锻温度不能低于900℃,入炉温度为20~40℃。
8)为了消除锻造应力、细化组织、均匀化组织、降低硬度,每次锻打后都要进行退火处理。Cr12MoV钢的退火曲线见图2。

图2 Cr12MoV钢的退火曲线
图中:1段、3段加热速率为100~120℃/h;2段随炉冷却到650℃,炉底移出;4段冷却速率为20~30℃/h;5段冷却速率为10℃/h,然后移至空气中。
4 结论
1)由于Cr12MoV钢大型锻件的锻打难度大,如果在锻打过程中产生了缺陷,会很难清除,进而会造成很大的经济损失,因此在锻打时切记不要粗心大意。
2)通过锻造工艺分析得出,只要严格遵守以上锻造要点,锻件的成品率可以超过80%。
