浅谈制药行业纯化水系统的关键点
2021-12-30段德武
文/ 段德武
纯化水系统是制药生产的重要组成部分——本文将从“质量源于设计”的角度出发,通过介绍纯化水系统的构成,提出纯化水系统在设计上需要注意的潜在风险,并给出相应的解决方案,从而确保制药用水的质量稳定可靠。
纯化水是一种非常关键的辅料,既可作为工艺原料(即用于制药生产),也可作为器具用水用于清洁。因此各国药典均对制药用水的质量标准作出了严格规定。本文将从制药用水角度探讨选用纯化水系统的要点,以及如何保证纯化水系统稳定地产出符合标准要求的纯化水。
1 纯化水的定义、应用范围与质量标准
有关纯化水的定义与应用范围,在《中华人民共和国药典(2010年版)》附录中可找到相应的描述。纯化水定义:纯化水为饮用水经蒸馏法、离子交换法、反渗透法或其他适宜的方法制得的制药用水。其不含任何添加剂,质量应符合纯化水标准的规定。有关纯化水的质量标准,目前在国际上采用的准则各不相同,详情见表1[1]。
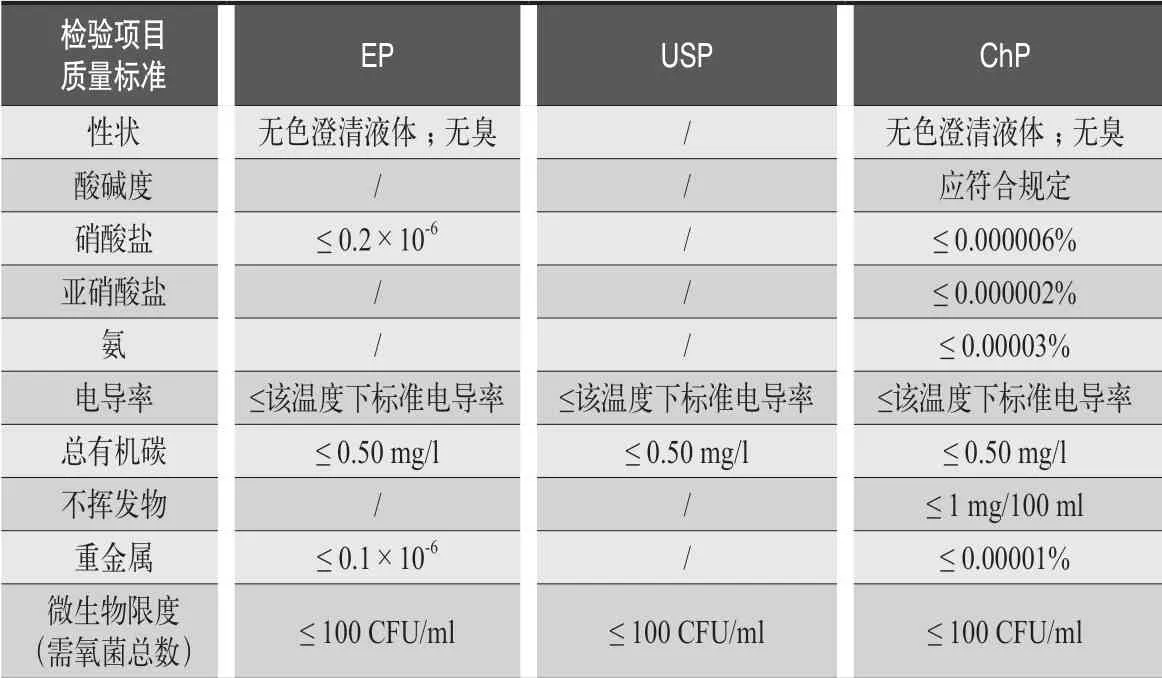
表1:纯化水质量标准
2 纯化水系统关键控制点
纯化水系统主要包含预处理系统、制水系统、存储与分配系统等;若想确保最终纯化水的质量稳定可靠,设计阶段非常关键,其决定着产出的水质是否能够符合标准要求。
制水系统通常分为:预处理+一级反渗透+二级反渗透;一级反渗透+二级反渗透+EDI;预处理+离子交换法。企业在选择制水系统时,应从系统的产水水质稳定性和设备经济性两个方面来作重点考量。以连云港康乐药业有限公司安装的纯化水系统为例,新建纯化水系统的注意点如下文所述(纯化水制水流程如图1所示)。
2.1 预处理
机械过滤是预处理过程中最常用的方法。但随着超滤装置的问世,机械过滤已有被替代的趋势。如果采用机械过滤的方式进行预处理,那么作为其工艺组合的沙滤过滤器、活性炭过滤器和树脂软化器必不可少。
在日常使用中,添加药剂时会产生矾花和颗粒物质,它们极易在沙滤过滤器与活性炭过滤器中堆积,即使反洗也很难将其彻底清除。造成通道堵塞的同时,还会在制水时形成沟流,使得原水的预处理过程变得不完全。对此,沙滤过滤器与活性炭过滤器可通过压缩空气反吹,在过滤器正洗、反洗前,将沉积在过滤器中的石英砂与活性炭吹散,从而大大改善正洗、反洗效果。
在运行过程中,沙滤过滤器与活性炭过滤器吸附的有机物易造成微生物的滋生与繁殖,导致出水中的微生物含量超标。这一现象可通过采用合适的消毒方式(如臭氧消毒、巴氏消毒)来避免,并需对活性炭过滤器进行定期消毒。地处北方的企业,因冬季水温较低,笔者建议采用巴氏消毒法,板式加热器安装于原水泵后,消毒时可作为巴氏消毒加热器,冬季生产时则可用作原水预热器。
对于树脂软化器,由于树脂再生时需要大量的盐,频繁的再生清洗操作不仅耗时耗力,水溶后的氯离子还会对不锈钢造成腐蚀。笔者曾在2014年参与新建一套12 t/h的纯化水系统,当时,与设备厂家对原水进行多次分析后,决定取消树脂软化器,取而代之的是一级RO系统,既可实现预处理过程的脱盐操作,还可作为RO制水系统的膜。自安装使用以来,不仅处理效果一直处于预期值,还大大节省了食盐与人工。
相较于常用的预处理方式,超滤装置在原水预处理上的优势明显——无需再添加絮凝剂、助凝剂,避免了后续繁杂的药剂去除过程。超滤装置还能去除部分的微生物与有机物,这样一来,不仅出水水质得到了有效保障,还延长了RO膜的使用寿命。
2.2 制水系统
对于制水系统,笔者所在的连云港康乐药业有限公司采用的是一级RO+二级RO+EDI的方式,由此产出的纯化水水质稳定可靠。在进行制水系统建设时,如何与设备厂家做好前期的沟通是关键,在交流中进行头脑风暴,以此改进设计方案,能够有效地解决制水过程中的痛点。以下为笔者根据所在公司制水系统建设总结的心得。
该系统取消了制水系统一级RO膜纯水后的中间水箱。一级RO膜纯水将直接从二级RO膜高压泵进入,从而减少了制水过程中污染和微生物滋生的风险。
原水经过一级和二级反渗透后,电导率也会随之下降。而将二级RO浓水接入一级RO高压泵进水口,EDI浓水送至原水储罐,既会增加产水率,还可节省水的浪费。
系统生产过程中,电导率会因引入了空气中的CO2而增大。目前各企业常用的做法是:在二级RO进水前添加NaOH,通过调节pH值,去除水中的CO2。但在笔者经历多次的欧盟客户的审计中,有几位审计官曾提出,需要对这一方式进行论证,即为何添加NaOH并作为添加剂,而不是其他物质。因此,企业在制定用户需求说明(URS)时,可考虑采用脱气装置,如图2所示。
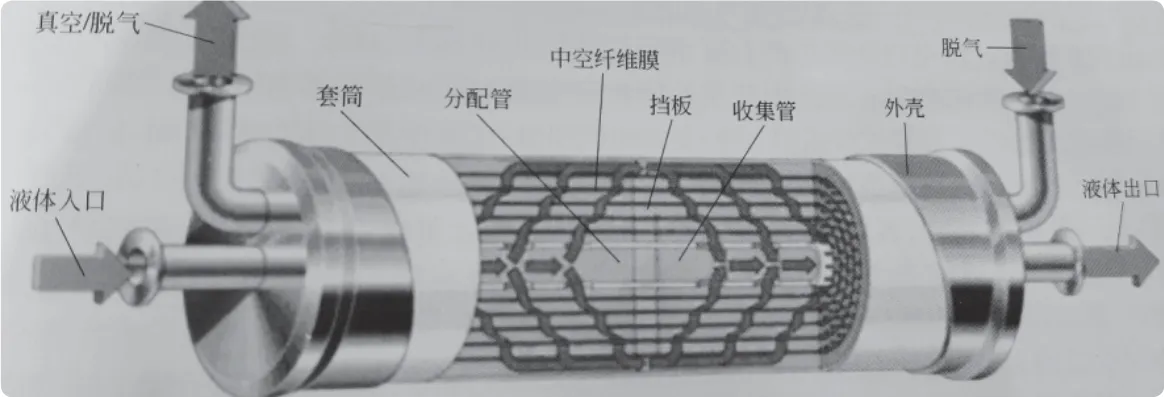
图2 脱气装置
膜脱气装置内部覆有中空纤维膜,由于该膜呈疏水性(水不能通过,而空气可以通过),因此当纯水通过膜脱气装置时,CO2气体会被真空吸走。无需添加任何化学试剂,即可去除纯水中的CO2。
而制水系统中微生物的控制应从两方面入手。一方面,应从设计上实现,保证环境的洁净,使微生物无法滋生。如纯水产水系统实行24 h不停机工作,采用自控连锁的方式:当系统产水时,系统自动全频率生产;当分配系统的纯化水储罐水位达到高水位后,系统自动降频并关闭纯化水储罐进水,转而输入到一级RO增压泵前。以这种方式进行微生物控制的好处在于:保持了管路与膜系统的水流动,避免产生死水,滋生微生物。另一方面,定期的消毒能够避免微生物的大量繁殖。如对膜系统进行定期消毒,化学消毒法、巴氏消毒法是最为常用的消毒方式。巴氏消毒法需要在URS阶段将一级RO、二级RO、EDI膜更换为高温膜。化学消毒法则以化学试剂对膜系统进行消毒,常见的试剂有过氧化物类消毒剂、酚类消毒剂、含氯消毒剂等,在选择时,需避免对膜造成损伤。
2.3 存储与分配系统
存储与分配系统[1,2]主要包含存储、分配以及用水点。生产过程中水的质量稳定可靠,各用水点用水水量与压力相匹配,合理的投资与运行成本,是衡量一个良好的存储与分配系统的关键所在。对于制水设备厂家而言,这极具挑战。存储与分配系统目前存在各种各样的方式,较为常见的有串联方式与并行方式,如图3和图4所示。

图3 串联方式

图4 并行方式
一套良好的存储分配系统对制药用水的稳定可靠至关重要,笔者总结了以下几点经验。
存储部分主要由储罐系统构成。常见的储罐分为立式储罐和卧式储罐,由于卧式储罐清洗消毒的有效性容易被制约,故应优先考虑立式储罐。其优点如下:
● 立式储罐的排污口一般位于罐体底部,容易排尽系统中的水。
● 立式储罐的上限点与下限点的间距相等,且储水量较多,下限点之下“残留”的水少。
● 在进行喷淋清洗时,立式储罐较为简单。
关于存储与分配系统的设计,笔者有以下几点看法:
● 储罐的大小是一个非常关键的参数。从质量控制的角度考虑,储罐的容积越小越好,这是因为保持较高的周转数(1 h内更换储罐中水的次数)能够显著降低微生物的繁殖速度;从工程角度考虑,采用小容积的储罐系统方案反而不可行,无法满足生产处于流量高峰时的水供给。考虑到周转时间,建议周转数在2~3次为佳。
● 清洗消毒过程中,不可自排尽是造成微生物污染的另一种因素。为避免这种情况的发生,管路需保持一定的坡度,有利于在重力的作用下将管道中的液体排尽。目前,根据ASME BPE标准,纯化水坡度应不低于水平基准的1%。
● 死角的存在会在系统中形成死水区,且水体的流动性非常差,容易导致微生物的大量滋生并形成微生物膜,引起微生物、总有机碳(TOC)等指标超标。建议遵循“3D”原则,而非“6D”原则[1]。
● 应合理地统计车间使用点的用水量与瞬时最大流量。通过计算,选择性地安装输送管径与水泵,以确保管道内纯化水的流速。流速过低,易造成微生物的滋生,国际制药工程协会(ISPE)建议回水流速应不低于0.9 m/s。
系统中水的质量同样会受到消毒方式与消毒时间的影响。常见的消毒方式有:化学消毒(如采用双氧水)、巴氏消毒、臭氧消毒等。化学消毒的劣势明显,即残留问题难以解决;对于臭氧消毒而言,臭氧浓度不稳定、易衰减且易与水中的TOC反应等,都是这一消毒方式的减分项;虽然采用回水UV(紫外线)的方法可分解其中的臭氧,但臭氧残留的难题同样不可避免。相比于前两种方法,巴氏消毒法的优势在于,仅通过加热消毒(将温度控制在80℃以上,热水循环消毒2 h),便能将微生物控制在较低水平(低于50 CFU/ml),且无需考虑审计方面的问题。综合几种消毒方法,笔者建议首选巴氏消毒法[2]。
3 结语
在选择纯化水系统时,企业应从制药GMP的角度出发,在设计阶段就开始考虑如何控制污染、防止微生物滋生。本文中,笔者主要从纯化水的使用经验以及设计和安装上提出了一些见解,希望能够为制药企业在提升制药纯化水系统质量方面提供有益的参考。
