基于Icepak的电子控制器散热设计优化
2021-12-29顾双峰
顾双峰
(同济大学汽车学院,上海 201804)
0 引言
随着汽车电动化、智能化逐渐成为未来汽车技术发展的主要方向,作为汽车执行决策的“大脑”,电子控制器已经成为汽车零部件中最为重要的组成之一。随着集成的功能越来越多,控制器的可靠性必然成为设计中最为重要的关注点之一。
“阿雷尼厄斯十度法则”指出:电子元器件工作温度每降低10 ℃,寿命将增加1倍;温度每升高10 ℃,寿命将缩短1/2。根据美军的分析报告,大约50%的电子设备失效案例由工作环境的高温导致[1]。因此,将电子设备的工作温度控制在合理范围内,是工程师在产品设计过程中最重要的关注点之一。座舱控制器模块一般布置在汽车的前舱内,可用空间十分有限,如何在有限空间内实现控制器电路板的有效散热是开发时的难点之一。传统的设计方法一般是基于已有的设计经验进行理论计算,并基于实物样件进行元器件温度测试,最终再根据实际情况调整电路板上元器件布局或者增加散热结构设计。这样的开发过程时间冗长,且设计和更改成本很高,在汽车设计周期越来越短的今天,严重制约了整个行业的发展。为此,有限元仿真分析法应运而生,可以在设计阶段对产品进行热仿真分析,评估产品整体发热状况并得到优化设计方案,从而极大减少在实际产品上出现过热的风险,大大缩短开发周期并节省开发成本。
1 汽车座舱电子控制器产品结构介绍
图1是一款汽车座舱电子控制器的整体产品结构,主要由上壳体、导热硅胶、印制电路板(Printed Circuit Board,PCB)、下壳体等4个部分组成。上壳体选用压铸铝材料,材料牌号为AlSi9Cu3,该材料既能保证良好的散热性能又可以减轻壳体的整体质量,壳体表面黑色喷漆处理,可以增加外壳的热辐射系数。下壳体材料是冲压镀锌钢板,表面经过阳极氧化处理,保证其具有良好的电磁兼容(Electro-Magnetic Compability,EMC)性能与散热性能。PCB通过螺丝固定于上壳体,且各主要发热芯片均通过导热硅胶与上壳体接触,形成导热回路,PCB整体上处于被上下壳包围的相对封闭空间内。导热硅胶材料作为一种具有良好导热性能的硅基化合物,可以有效提高芯片与壳体间的散热能力。

图1 电子控制器的整体产品结构
电子发热产品的散热结构一般有4种:自然冷却、强制通风冷却、冷却液冷却及蒸发冷却。文中基于整车噪声方面的考虑,客户要求不允许使用风扇强制通风冷却的方式,且从模块成本经济性方面考虑,排除使用成本较高的液冷及蒸发冷却方案。因此控制器模块只能依靠壳体与周边空气的自然对流来进行散热。但由于该模块安装在仪表板总成中靠近发动机舱的一侧,环境温度高,通风条件差,为保证芯片在极限温度环境(85 ℃)下也能正常工作,不会过热宕机(芯片温度超过最高允许芯片结温),所以在设计阶段对产品的散热性能可靠性提出了更为严格的要求。
控制器模块的冷却主要是通过壳体表面分布的散热筋与周围空气的对流进行热交换,因此确保控制器模块具有足够散热能力成为设计的关键点。经产品结构分析,其热源主要为电路板及板上功率元器件产生的热量,如图2中列出的U1/U2/ U3/U32是整个电路板上发热功率最大的4颗芯片,芯片发出的热量通过导热硅胶热传导至外壳并最终传导至空气中。文中主要针对这4颗芯片进行仿真分析并将芯片结温(Tj)控制在允许范围内。表1为铸铝壳体、导热硅胶及芯片导热相关性能参数。
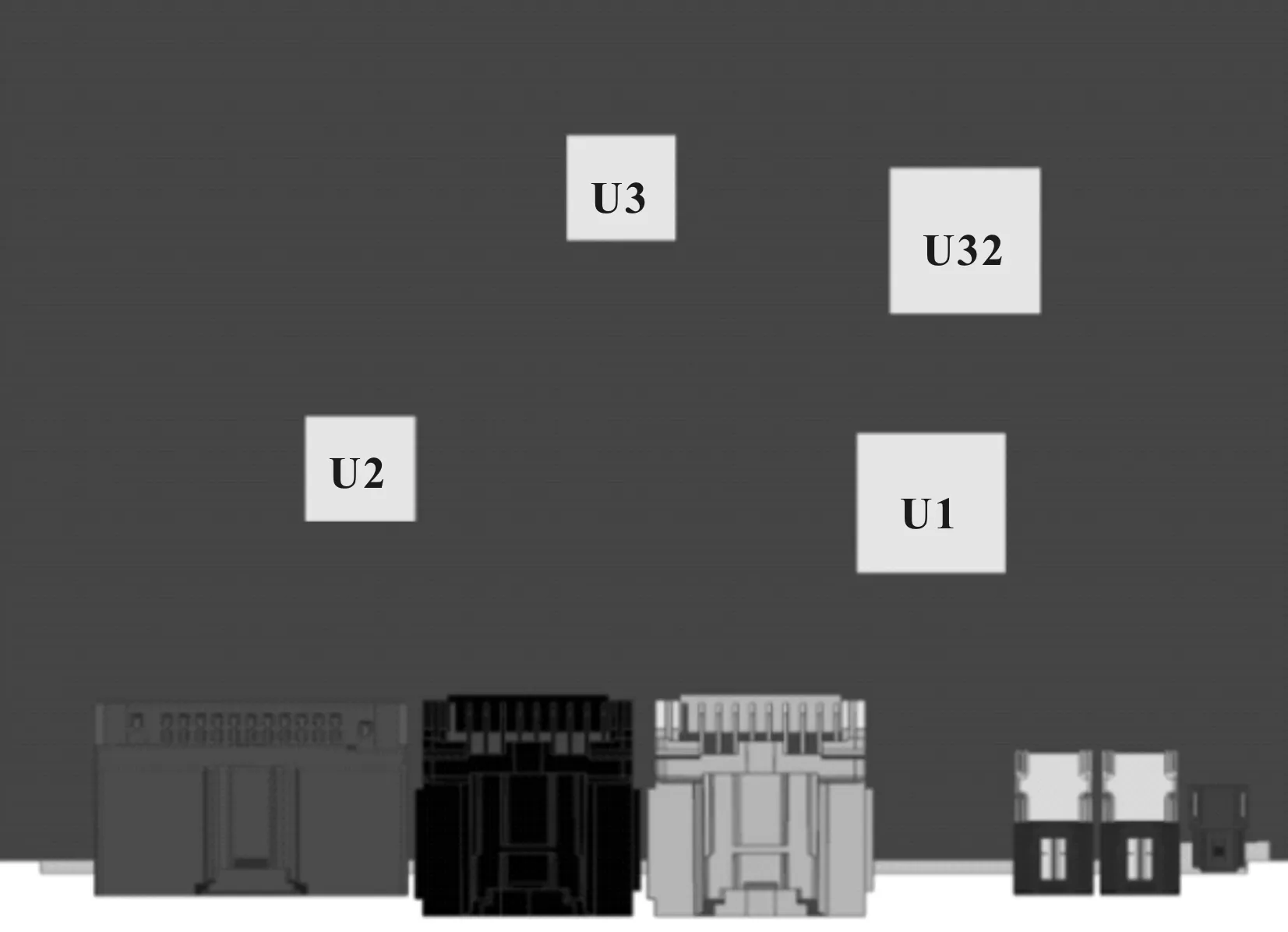
图2 电路板布局

表1 零件导热参数
2 基于Icepak的控制器散热仿真分析
Icepak是一款基于流体力学分析软件Fluent开发出的热仿真分析软件,广泛应用于电力通信、航天航空电子设备、家电及汽车电子等领域,是目前应用最为广泛的热管理分析软件之一。该软件操作界面简洁易懂,人机交互界面友好,适合对产品设计进行快速热仿真评估,其独有的优化分析模块可以给后续设计改进提供参考建议[2]。Icepak拥有丰富的模型库,如风扇、PCB、散热器、电子标准元器件等,也可以方便地将3D建模软件如UG/CATIA中建立的3D数模直接导入,还可以将电子设计自动化(Electronic Design Automation,EDA)软件,中的PCB布置数据直接导入,并且可以根据模拟环境选择设置不同的热对流方式,如自然对流、强制通风对流、混合对流、层流、湍流、热传导、热辐射等复杂环境状态[3]。同时,Icepak具有优秀的网格处理技术,可以自动针对复杂的曲面外形生成四面体或六面体等网格结构,并且具备针对可变参数进行迭代计算及强大的后处理能力,从而得出最佳优化设计方案。
在Icepak中建立热仿真模型有两种方法。一种是使用3D建模软件创建好模型后导入Icepak中进行分析,3D模型导入后需要进一步转换成规定格式的热仿真模型,但外部导入的3D模型在格式转换过程中易出错,使得网格质量不高,导致最终计算结果的精度不够。并且,如果有后续结构设计更改,还需要修改3D建模软件中的数据并重新导入Icepak中进行热仿真模型格式转换及网格划分,重新计算仿真结果,所以这种方法存在操作烦琐且数据更新过程耗费大量时间的缺点。另外一种热模型创建方法是直接在Icepak中基于软件自带的产品标准模块库,如Wall/Heatsink/PCB/Resistance等模块,进行热模型搭建,该方法具有生成的网格质量高、计算结果准确的优点,且如果需要更改产品结构,可以直接在标准模块中对参数变量值进行修改,还可以使用软件自带的曲面响应优化方法求出最佳设计参数建议。因此,对于结构不是很复杂的产品,推荐使用第二种方法。
文中依据客户给出的边界条件,产品主体尺寸为L200 mm×W145 mm×H45 mm,可以得到散热筋基板面积为180 mm×120 mm,高度区间为10~20 mm。根据理论计算及设计经验可以初步设立散热筋的参数。由于电路板上的主要发热芯片仅为U1/U2/U3/U32 4颗芯片,其余元器件均为发热量很小甚至不发热的元器件,因此为了减小模型计算复杂度,简化电路板模型,只保留4颗主发热芯片,隐藏上下壳体,简化后元器件分布如图3所示。
图3 电路板简化效果
控制器整体结构如图4所示,散热筋与上壳体为一体成型结构,金属外壳通过导热硅胶散热片与电路板上芯片连接,可以将芯片热量传导到外部空气中。
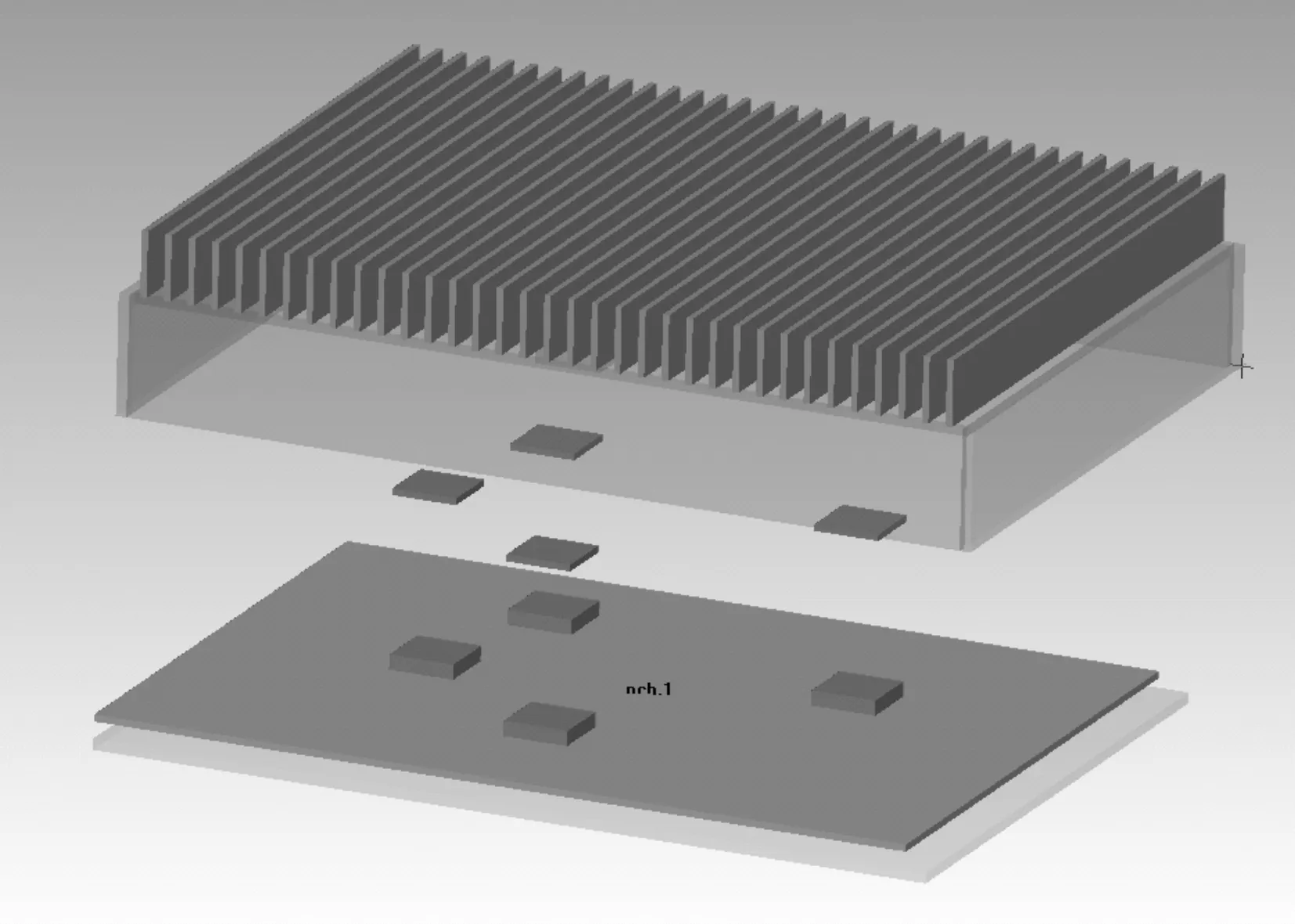
图4 热仿真整体简化结构
根据虚拟试验要求,模拟将产品放置于高温测试箱进行稳态功耗下的芯片温度测试,故设置计算域边界Cabinet时需遵循产品外表面与计算域边界距离为:X方向留有1/2L、Y方向留有1/2W、Z方向的正向留有H和负向留有2H的间隙,并将Cabinet的6个边界均设置为开放形式(Cabinet→Properties→Walltype→Open),以符合实际测试及装车的周边环境。设置好边界条件需进行模型质量检查(Macros→Productive→Validation→Automatic case check tool)。
模型质量检查通过后,便可以进行零件属性参数的定义。对于上壳体及散热筋集成在一起的结构,材料使用压铸铝材料AlSi9Cu3,它为非标准材料,需要在Icepak材料库中新建材料并输入相应的性能参数,如密度、热传导率、表面热辐射效率及发热功率等。散热基板厚度定义为壳体厚度,并根据壳体尺寸初步确定散热筋的各项参数(厚度、高度及数量等)。对于导热硅胶片,也同样需要在材料库新建材料并对材料特性参数进行定义。对于电路板,需要根据设计输入设置电路板厚度,铜箔层数、厚度及覆盖率。对于芯片元器件,可以直接赋予软件材料库中自带的Ceramic材料,并定义发热功率及芯片最高允许结温(Tjmax)。如此,仿真模型边界条件元件属性设置完成。接下来划分网格并设置温度控制点便可进行稳态温度模拟计算。
良好的网格质量是仿真分析结果准确可信的基本条件之一,Icepak能够提供六面体占优网格Mesher-HD与非结构化网格Hexa-unstructured两种网格划分形式,虽然均为六面体网格,但对于导入Icepak的外部模型及使用CAD object功能生成的热仿真模型,由于可能存在非标准的结构,只适用第一种网格格式Mesher-HD。使用自带模型库搭建的仿真模型,则两种网格形式均能适用。设置网格最大及最小允许尺寸,并采用面对齐率Face alignment> 0.15及网格偏度Skewness>0.1[2]两个指标检查生成的网格质量,网格划分的结果如图5所示,Face alignment及Skewness均接近1,且网格质量较高。
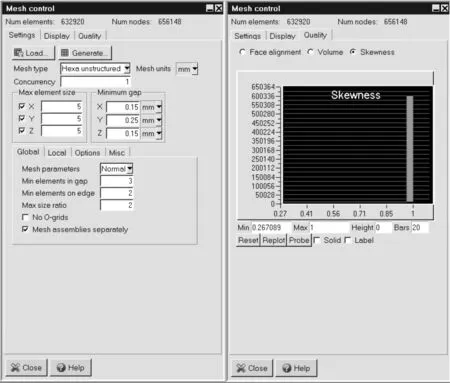
图5 网格划分
最后设置求解条件。设置环境温度为85 ℃及求解迭代次数为100次,并将4颗芯片表面温度设置为温度监控点,进行温度仿真计算。结果如图6所示,最高温度出现在芯片U2上,最高温度为119.76 ℃,但低于芯片最高允许结温150 ℃;U1、U3及U32的最高温度分别为115.4 ℃、113.9 ℃和112.2 ℃,均低于芯片最高允许结温125 ℃,表示产品在极限高温情况下稳态工作也不会出现芯片过热失效的现象。但从工程角度而言,设计安全冗余量越大越能增加产品稳定性,因此需要从工程角度进一步的优化,寻找散热筋设计的最优参数组合。

图6 初始温度云图
3 多因子参数优化设计
文中产品主要是通过外表面的散热筋与空气之间自然对流进行散热,从设计上来说可以通过优化PCB上元器件结构布局来降低热量集中程度,也可以通过优化外部散热结构来提高散热效率。从可行性上来说,更改电路板上元器件布局常涉及整体电路重新布置或受到电路板EMC性能的约束,无法将所有元器件均布置到理想的位置,因此,优化产品散热结构是在设计阶段提升产品散热能力更为理想的办法。
普通产品的散热筋结构一般有圆柱及肋片两种形式,从大量工程实践经验来看,对EMC要求较严苛的场合不适宜采用圆柱散热的结构。文中采用肋片形式的散热结构,由于产品整体尺寸已经预先确定,因此可以计算得到散热筋的厚度、高度及数量的取值范围,具体计算所得参数见表2。再借用Icepak的曲面响应分析功能,从3个变量组中得到最优值组合。

表2 散热筋参数

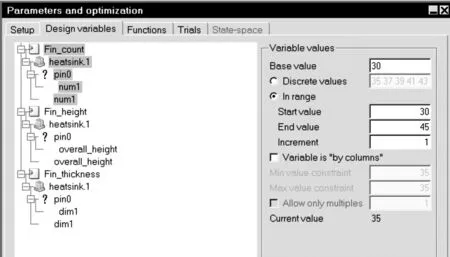
图7 定义可变参数
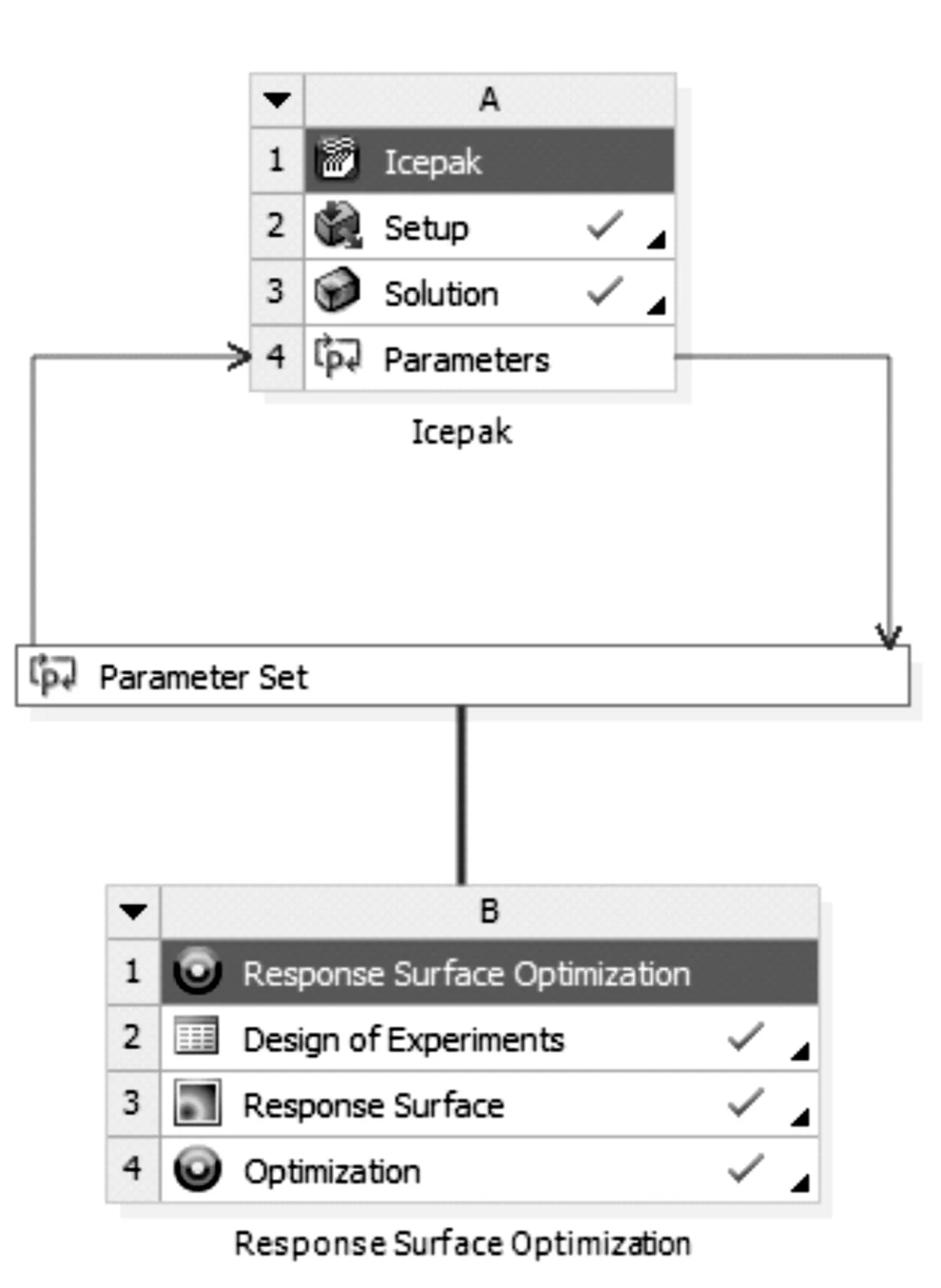
图8 响应面分析优化
DOE设计点及计算结果如图9所示。
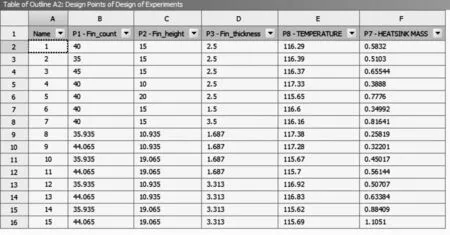
图9 DOE设计点及计算结果
进入响应面分析“Design Of Experiment(DOE)”模块可以自动生成DOE设计点,如图9所示,与正交试验法采用“田口理论方法”选取DOE设计点不同,响应面分析采用中心复合设计方法(Central Composite Design,CCD)进行,中心复合设计方法CCD是包含取值范围中心点并使用一组轴点(也称星形点)扩充的因子设计,这些轴点可用于评估模型方程弯曲度。使用中心复合设计可以有效估计模型方程的一阶及二阶项,及为带有弯曲的响应变量建模[4]。图9所示为Icepak自动计算生成的15个DOE设计点,以及每个设计点对应的全局最高温度及散热筋质量。
如图10所示,图中曲线斜率近似为1,表示各设计点对应的最高温度及散热筋质量的实际计算值与通过曲面响应方程计算出的推导值数值近似相等,黑色点分别代表全局最高温度及散热筋质量,均位于曲线上,表示推导出的曲面响应方程的可信度较高。
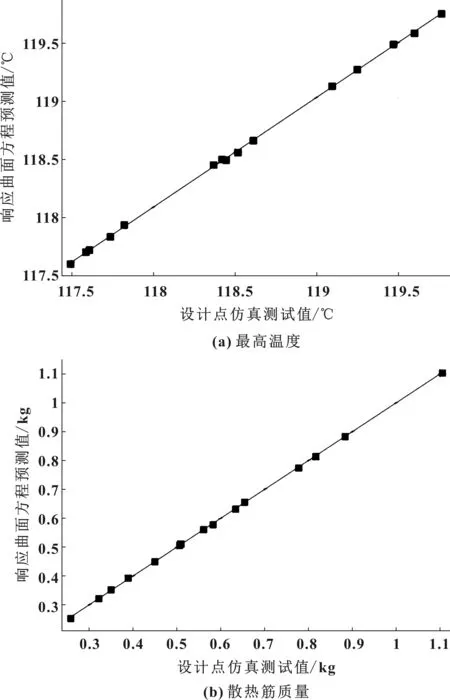
图10 温度/质量随目标函数变化曲线
目标函数与约束函数的响应面关系如图11所示,由图可以得出:
(1)散热筋的高度与整体散热效率成正相关关系。高度越高,与空气接触的散热面积越大,则芯片热量更容易通过外壳散出。但由于产品整体高度是受限的,且高度越高,产品越重,不符合产品轻量化设计的思想。
(2)散热筋厚度与数量在总宽度限定的前提下,数量不变时,厚度越大则间距越小,散热面积增大,散热效果越好,但间距减小到一定值时,由于散热翅片间存在互相辐射影响及空气对流被阻滞,散热效率会变差;厚度越小,热量不容易传导至散热筋顶部且散热面积减小,也会降低散热效率[5]。因此如何平衡散热筋的厚度/数量/间距,并且取到最合理的组合值就是优化的目标。

图11 目标函数与约束函数的响应面关系
从15个DOE设计样本中可以对目标参数进一步优化,设置优化目标为:温度小于120 ℃、质量小于350 g,软件自动生成并列出符合要求的且匹配程度靠前的3种方案Candidate Point1/2/3,如图12所示。Candidate Point2中当Fin_count取35、Fin_height取15、Fin_thickness取1.5时,全局最高温度为116.62 ℃,虽然相对于Point1及Point3的温度略微偏高,但其散热片质量仅为315 g,相较其他两种方案质量减轻了接近8%。从产品轻量化角度考虑,最终选择Candidate Point2作为最终优化方案。

图12 优化后几何参数
将Point2中参数重新代入Icepak进行热仿真计算,得到的温度分布如图13所示,U2最高温度从初始119.9 ℃降低到115.9 ℃,下降了将近4 ℃,提高了安全余量;整体散热片的质量从421 g减小到315 g,降低了25%,轻量化优化效果显著。
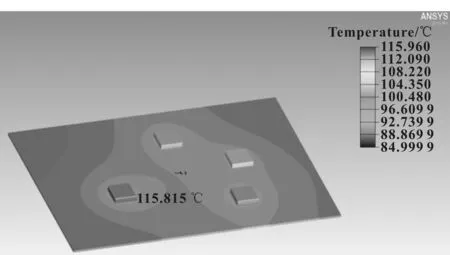
图13 优化后温度云图
4 结束语
在当前汽车电子行业,产品设计周期短,产品电子集成度高且对产品整体轻量化、小型化已成趋势,因此依托于传统的经验设计加后期实物测试的开发流程已经无法满足新一代汽车电子产品的设计节奏,Icepak为工程师们提供了另外一种选择,可以在成本、设计质量及产品性能之间追求相对的平衡,通过仿真分析快速地评估电子产品的发热和散热状况,可以有的放矢地在多个变量参数之间选择最为合适的设计方案,同时曲面响应优化模块还可以适用于其他如静态力学、模态分析的场景上,实现最优方案的自动组合计算,大大提高了产品的设计周期,避免产品在设计后期出现设计变更导致的经济及时间损失,提升了产品的可靠性。
