谈谈模具制造的两个关键工序:模具研配和调试方法(上)
2021-12-28叶梦彬广州汽车集团乘用车有限公司
文/叶梦彬·广州汽车集团乘用车有限公司
模具的研配和调试,是我国汽车覆盖件模具行业没有引起足够重视的两个关键工序。做好研配是模具调试顺利的前提。当前,国内很多模具都是没有经过认真系统地研配,甚至完全没有研配就上机调试。有的企业整个模具调试过程很长,出厂前调试3 个月以上,在汽车厂再调试3 个月以上,还是稳定性不好或品质不够理想。这就是模具没有经过认真研配的结果。模具没有系统地研配,调试效果不好,调试反反复复,影响模具制造周期、模具成本。认识模具研配的重要性,做好研配和调试,是提升模具质量、降低模具成本的关键。
模具的研配
研配的作用和意义
模具的研配,就是对模具进行修磨、研合,使模具各部分配合良好、具备功能的过程。研配是我国汽车模具行业的弱项,很多模具企业不重视、不清楚、不理解模具研配的作用和意义,以及如何研配。当前国内很多模具厂做模具都没怎么研配,甚至以为研配就是油石砂纸推光,推到油光水滑就好。
当前国内模具圈在研配方面有两个问题,一是不理解研配的重要性,不明白研配的作用、影响。二是不知道如何研配,有哪些工序,该怎么干,如何把握程度;缺乏技能,不知道用什么工具、手法;不知道如何有针对性地解决问题,防止和避免带来新的问题。
根据笔者二十几年模具技术指导的经验,没经过系统的研配,大多数模具易发生变形、开裂、拉伤等缺陷,模具问题多,稳定性差,原因难以针对性排查和制定对策,调试过程反反复复,浪费大量的机时人工,模具品质也因反复地烧焊、修磨下降。而系统研配的模具,调试问题少,稳定性好,极大地缩短模具制造周期。
模具要研配的原因,一是模具加工和装配完毕后,即使NC 数据做得再完美(实际上并不完美),加工出来的型面和理想的型面都有一定差异,尤其在型面曲率变化较大的部位,因而合模的时候都必须手工研合;二是即使加工出来的型面和理想状态一致,进行冲压的时候,理想的型面跟实际能成形的型面也是有差异的,必须通过研合使模具向能使板料良好成形的方向发展。研配的目的就是使上下模型面尽可能贴合,使冲压出来的零件达成所需的形状。
研配的技术方法
⑴清角。清角就是对模具型面的R角部位进行研磨清理的过程。
清角的原因:一是机加工出来的模面由于刀具磨损、形变、刀具形状等限制,和理想的型面有差异,合模后有些局部上下模间隙大于一个料厚(零件的板厚),有些小于一个料厚甚至顶住,如图1 所示。

图1 模具R 角间隙不良示意图
这些顶住或者间隙不够一个料厚的地方,如果不磨掉,上下模型面无法充分贴合,无法冲出符合形状要求的零件,甚至无法合模到底。通过清角将型面顶住的地方修磨掉,再通过后述的压印研合,最终使模具上下模主体型面间隙基本达到一个比较理想的状态,保证冲压的质量。
另一个原因是清角使材料在流入的过程中,能减少某些关键区域(比如圆角)跟模具型面的接触面积,减小摩擦力,有利于材料的和谐有序流入,避免开裂,如图2 所示。
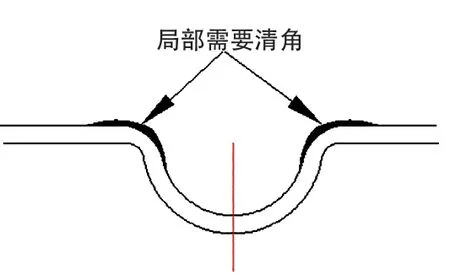
图2 模具R 角清角示意图
清角的原则是清凹部。这里凹部不是指凹模,是指凹陷的部分,上下模的凹部都要清。板料的成形是跟型面的凸起部分成形的,凸起部分除非经过确认必须且可以修磨,一般不做修磨。
清角的手法是使用小砂轮枪或者锉刀,一点一点的将凹陷的R角部分磨深、磨光、磨顺,并适度超出R角的范围。这个过程要有耐心,尽可能做到光顺、完美,一定不要在清角的时候磨出棱角,如图3 所示。

图3 模具清角
经过清角的模具,冲出的件一般棱线清晰,每一个凸包、凹陷都能较好地呈现并基本达到设计的效果。国内很多模具厂做的模具型面不清晰,凸包、凸筋深度不足,主要就是清角没有做好甚至没有做,对于拉延筋、凸筋、凸包不清角的模具,拉延的时候如果出现拉裂,就放拉延筋或者凸筋、凸包高度、R角,造成拉延筋、凸筋、凸包深度变浅,零件棱线不清晰,成形质量差。在汽车厂面临成本压力和对品质要求不是那么高的低端车型来说,这是可以勉强接受的,但是这样的模具厂是做不出高档车、高端的模具的。
笔者以前对于到厂进行线调的模具,通常都要求重做一遍清角,因为模具达不到要求,成形效果差,模具不稳定。
⑵推光。清角工序之后就是推光。这里先指出一个普遍的错误认识:国内的模具从业人员对模具的理解深度不够,普遍认为模具推得越光越好。但是我们看到油光水亮的模具在冲件的时候效果往往不那么理想,为什么呢?
在冲压过程中,压边圈和上模压料面、拉延筋锁紧板料周圈,板料在模具型腔内紧贴凸出部分,通常会封闭一定量的空气。模具需要排气孔,排气孔就是使这些空气在成形过程中排出模具型面的。部分外板模具,型面不能打排气孔(如发动机盖外板和顶篷),如果模具推得很光,模具贴合就会比较紧,这些空气无法及时排出,板件就会发生形变。这是第一个问题:变形。
内板件不在乎这点变形,但是在冲压后上模上行跟下模分开的过程中,空气如果不能及时补充到零件和模具型面之间,零件就会受到型面的一个吸力,这种吸力综合起来都是上模的大,零件会被上模带着飞起来。飞起来、再落下,零件的位置发生变化,飞起掉下也需要一个过程和时间,都会影响自动化取件。这是第二个问题:飞件。
第三个弊端是模具型面被过度推光,手法上很难保证型面不会被推变形。推光用的是油石,油石能推磨到的部位通常是油石易于接触的凸出、平面或者曲率相对大一点的凹陷部位。推磨的时候,凸出的部位推磨的次数肯定比凹陷的部位多,所受的推磨的力度也会大一些。推光的过程是不可避免会把型面推变形的,模具推磨越多,造成的变形越大。
但是如果不推那么光,会不会容易产生麻点、开裂呢?外板模具关注的质量重点在型面的变形,外板才讲麻点。目前行业内的NC 走刀间距基本都能做到0.3mm,有些甚至可以做到0.2mm。在推光的时候,对于外板模具,只要将刀痕稍微推一下,试冲的情况下型面不怎么掉金属粉末、基本不会引起麻点就行了,推多了可能把模具推变形造成外板件变形,尤其特征造型如棱线等,一旦推坏了模具就得降刻。内板模具可以推光一些,因为内板模具的质量关注重点在起皱、开暗裂和精度,模具推光一些有利于材料流动,减少开暗裂。
拉延模的清角和推光很重要,后工序模具的清角和推光也要重视,特别要注意不可破坏后序模具上设定的压料面。否则,可能造成后序压料面压不住料,给外板件带来很多变形,可能给内板件带来孔抽起或者边翘起。
⑶压印研合。模具推光之后,就到了压印研合工序。我们常说的研配,狭义的来说,主要指这一过程。
研配的基准是凸侧,整体上可以说是以凸模为基准研凹模,实际施工是以凸出侧部分为基准研凹侧部分。在目前普遍采用反向拉延的情况下,大的方向上就是上模以下模为基准进行研合。但是拉延模压边面的研配不一样,我们通常以上模为基准研下模,也就是以上模压边面研压边圈。因为压边面一般都是要在切边工序切除掉的,基准不是那么重要,怎么方便研、怎么研得快怎么来。
在确认导向正常、装配、精度等没问题的情况下,才可以开始研配。因为导向和精度是确保研配质量的基础,导向和精度合格才能研配。绝不能出现模具做了大量修磨,结果发现导向有问题的事。
1)拉延模的研配。研配拉延模,首先要拆掉拉延模压边圈上的平衡块。
拆掉平衡块的目的,一是确保模具在尽可能接近理想的状态下研配,排除外部干扰,确保上下模型面在研配后能充分贴合。二是提升模具的稳定性,平衡状态下研配的模具更稳定。三是为后期保留尽可能大的调试、调整空间,因为调平衡块是调试拉延模的一个重要手段。如果带平衡块研配拉延模,后面生产、调试中,万一模具出现异常,需要调整平衡块,可能就没有多少调整空间了。
初次装模之前应先用木块把上下模在左右导板座或者安全区那里垫一下,目的是避免上下模型面可能出现接触碰撞,确保装模时不损坏到型面。
模具吊上压机工作台之后,要先检查模具的定位、干涉状态,确保安全。检查确认没问题后,将模具开入机床。切记这时候先不要锁紧下模。先给模具垫一个小压力,顶起高度不要太高,观察模具的筋板有没有跟工作台模具垫顶杆干涉。模具筋板会因为FMC 时出错或者尺寸误差、铸造变形、机加工基准选择与设计的差异等都可能会造成筋板位置和设计图纸有差异而跟模具垫顶杆干涉。模具厂的压机工作台跟汽车厂的压机会有差异,也有可能出现干涉。所以不管在哪里,模具第一次上压机要特别小心。如果有干涉,模具会被模具垫顶杆顶起,但是因为模具未锁紧,模具并不会损坏。如果发现有干涉,就要对干涉部位进行改修。如果没有干涉,将模具垫放下,将下模锁紧。
接下来调整模具闭合高度。开始的时候,模具闭合高度要调高一些,高到上模和压边圈能接触,然后往下压一点点即可。滑块夹头锁紧上模,升起滑块将上模升上去,拿出上下模之间的垫块,这时模具基本装好了。检查一下上模和压边圈的导向间隙、涂红丹检查一下导板接触情况,确保都没有问题之后,开始研配。如果有问题,要及时调整导向精度。
①第一步,研压边面。研配压边圈模具垫压力要大一些,浅浅的压一个板件,深度以压边面包括拉延筋压实、凸模形状稍看的出来为好。用这个压出来的板件涂红丹,对上下压料面进行压印(模芯部分不涂红丹),然后仔细观察哪里有顶住的痕迹就磨哪里。顶到点就是板件同一位置上下面都接触到的点。如图4 所示。

图4 压边面研配件
这一工作要反反复复,直到整个压料面着色均匀,着色率80%以上,才算基本研好压边面。研的过程中根据需要调整模具闭合高度、如果有需要也可以换板料试压、再涂红丹压印,然后再排除顶到点,直到压边面接触均匀良好。
②第二步,研配模芯。如图5 所示,压边面研好之后,换板料(也可以不换)降低模具闭合高度至比设计闭合高度高20mm 左右压一个件(具体多少要根据模具型面造型评估),然后模芯上下面涂红丹,适当降低闭合高度,放模具里压印(注意观察压机吨位变化),反复降闭合高度反复试压(降多少可根据压机吨位变化来定)、观察板件红丹,直到板件有上下模顶住的痕迹。磨掉顶到的痕迹,重复降高度、试压、观察、打磨,直到整个模具型面接触良好(接触均匀,接触率达到80%以上且没有顶到痕迹),才算完成研合。首冲压边力可以根据设计值,观察首件状态后再确定。研好时的闭合高度就是模具调试的参考闭合高度,要记录下来(可用油漆笔写在模具上)。后面调试根据需要还要调整模具闭合高度。

图5 模具型面研配压印件
研配要特别强调两个部位:第一,拉延筋。拉延筋是影响材料流入的最重要因素。外板的拉延筋拉不住料会引起外板件变形,因而拉延筋不能轻易打磨,尤其方筋和梯形筋不能打磨圆角和修磨高度、放宽拉延筋间隙,只能清除干涉点。一旦拉延筋被破坏要补焊,会增加难度和工作量,会产生气孔,可能给内板件调试和生产带来拉伤。要解决拉伤难度会很大。研配期的方筋必须能锁住材料,材料在拉延的时候不能流入。
第二,外板拉延模的型面、强压面。外板拉延模切边线以内的部分型面原则上不做研配修磨,模具调试的时候如果有变形,视必要性再推磨。一般外板拉延模会设计有强压面,强压面不作研配,留调试的时候调整。因为这两个原因,外板拉延模具型面一般没有多少研配量。研配要把握好红丹不可太稀,不可涂过厚,否则不利于观察,产生判断的错误,甚至越研越差。买红丹的钱不能省,要买好用的,涂红丹不能图快。
2)后工序的研配。大型汽车覆盖件后工序模具的工艺复合程度比较高,一套模具往往不是单一的工艺,一般包括两到三个工艺内容。
后序模具研配较多依靠研配机。研配机的液压特性和滑块可以翻转放下是非常适合用于后工序模具研配的。当然也可以用压机进行研配。后序模具的研配主要包括刀口的研配、型面的研配、压料面的研配。
①刀口的研配。刀口的研配就是配刀口。冲切类型的模具都有刀口。新做模具调试、量产模具维修偶尔都需要刀口研配。标准冲头、圆凹模等一些简单冲切情况不需要研配,这里不做讨论。
刀口分镶块刀口和焊接刀口,一般都是NC 加工出来的。以前加工的时候会预留一定的研配量,现在加工精度提高了,有些刚加工出来的刀口可以不需要研配,但是多数模具咬合时会存在刀口擦黑现象,还需要简单研配。研配刀口就是将刀口的间隙、垂直度配到冲裁毛刺可以接受的过程。最基本的配刀口方法是用油泥堆刃口上,将模具闭合高度升高至咬合前4 ~5mm,再一点点往下压,每下压一次要观察、判断,以油泥切面为基准对刃口进行修磨,逐步配到刃口咬合合格。要配好刀口不容易,刀口的间隙靠经验和钳工手工技能控制。刃口过紧或过松都会有毛刺,垂直度不好也会有毛刺。
一些异形孔需要压印配冲头,这种方式已不怎么常见,但是这个方法和思维是很有用的,有时候解决问题还必须采用。方法是在冲头未做热处理前,一次一点点的往凹模压,压了之后冲头和凹模上都会有压印,根据压印修磨非基准部,这个技术叫配作。
配刀口时刀口切面要竖直。刀口切面的竖直不仅仅是咬合部分要竖直,整个刀口切面都应该竖直。不竖直的刀口容易产生毛刺。尤其刃口向外倾斜时,因切断时材料断面受到刃壁挤压,更易产生毛刺。模具调试中毛刺修来修去都修不好,或者毛刺时大时小的情况,很多就是刀口局部不垂直造成的。
②型面的研配。后序模具型面的研配主要目的是使本工序模具型面跟前一工序的工序件充分、良好地贴合(除本工序需要进行冲压的局部工作面外),确保前序模具冲出的合格工序件在本工序能完成工艺内容,避免或减少产生不必要的质量问题。型面的研配包括模芯部分的研配,也包括切边线之外的废料刀型面等部分的研配。废料刀等切边线外的型面没有配好,也会带来质量问题。
模芯的研配包括下模型面、上模压料板或上模整形面的研配。有的模具下模也有压料板的,也属于需研配的范围。下模的研配可以用前一工序的工序件,在下模侧涂红丹再放到下模上使劲拍打,检查下模的接触情况和进行研配,直至下模型面跟工序件接触良好。上模的研配是将前一工序的工序件上模侧涂红丹试压,再检查和研配上模及压料板,直至上模和压料板型面跟工序件接触良好。研配的时候,需要将模具上影响研配压印的部件拆除,以免影响工序件贴合型面。
③压料面的研配。上模型面中最重要的部分就是压料面。压料面是用于冲压时压住板件进行工艺冲压部分的周边关联部位,确保该部位在冲压时不产生问题。压料面不是越大越好,过大的压料面会增加研配工作量,易压伤零件,给外板件带来变形。压料面的设置,够用就好。外板模具还有强压面,用于对外板工序件容易在冲压中变形的部位进行强压,以提供比一般压料面更大的压料力,减小板件冲压变形。强压面是压料面的一部分,不同的是强压面一般设计比压料面高0.3mm 以提供更强的压料力。压料面研配也是将工序件涂红丹,然后试压,检查压料面的接触情况,把顶住的点磨掉,使压料面均匀压住板件。
侧围油箱口的冲、翻孔,顶篷天窗的冲、翻孔,侧围立柱的切边整形,门拉手的冲、翻孔等很多模具的关键工序关键部位都会做强压面。强压面的研配跟压料面不同的是,强压面不是要求均匀接触,而是在容易变形、变形大的地方相对压紧一些,以减小局部变形。如顶篷天窗的转角部位就要压紧一些。强压面是提高品质的重要手段之一,不建议在模具研配的阶段进行推磨,应在调试中一边试冲、检查,一边根据需要打磨。
⑷试冲压。一般研配的最后,根据需要试冲一个到几个件,用于观察和分析研配情况,也可以马上进行模具的单机调试。试冲的件开裂、起皱、变形都没关系,因为后面还要进行模具调试。
