硅质白云岩PDC钻头齿型优选实验研究
2021-12-27邹德永任尊亮陈雅辉崔煜东
邹德永,任尊亮,陈雅辉,潘 龙,崔煜东
1中国石油大学(华东)石油工程学院 2中国石化重庆页岩气有限公司 3中国石化胜利油田分公司胜利采油厂
0 引言
近年来,针对钻遇硅质白云岩地层钻头使用效果较差的问题,国内外学者在钻头类型设计、结构设计、水力设计等方面做出了较多贡献,在一定程度上提高了有针对性白云岩地层钻进的钻头性能,但对应硅质白云岩地层的钻头齿型的研究较少,在一定程度上限制了钻头的破岩效率,无法发挥出PDC钻头的优势。塔里木油田在该地层已用钻头的平均机械钻速为1.06 m/h,平均单只钻头进尺为105 m,钻头的破岩效率以及使用寿命较低。其中,常规PDC钻头的使用效果优于牙轮钻头,但其平均机械钻速也仅有1.57 m/h,平均单只钻头进尺仅138 m,难以实现机械钻速达到3~4 m/h、钻头单只进尺300~400 m的大规模钻井提速的目标。长庆油田G井使用涡轮配合孕镶金刚石钻头[1-6]在寒武系灰岩、白云岩地层的平均机械钻速为1.54 m/h,单只钻头平均进尺185 m,相比于同井段其他钻头,平均机械钻速提高了200%,进尺提高了643%,但仍未达到提速目标。2016年,贝克休斯公司设计了一种切削深度自适应钻头[7-12],在Oklahoma油田进行了现场实验,所钻地层为Arbuckle白云岩地层,单轴抗压强度140~200 MPa,钻进井段600~900 m。从使用效果来看,该钻头发生粘滑振动以及涡动的机率较同井以及邻井钻头低,而且其机械钻速明显优于其他钻头[13]。但是这种钻头依旧存在吃入深度浅、切削齿磨损速度快的问题。针对缺少高效破碎硅质白云岩地层的PDC钻头齿型的研究,本文通过室内单齿破岩实验进行对比分析研究,优化PDC钻头切削齿选型。研究结果对适用于硅质白云岩地层PDC钻头切削齿的选型和钻头优化提供了重要依据。
1 硅质白云岩地层可钻性研究
硅质白云岩是一种沉积碳酸盐岩,外观呈灰白色,主要由白云石组成,常混入石英、长石、方解石和黏土矿物等,非均质性极强,在我国塔里木盆地寒武系盐下油气藏地层中有分布。寒武—奥陶系的硅质白云岩抗压强度高达100~250 MPa,可钻性差、研磨性强。岩石内部随机分布的燧石结核抗压强度高达294 MPa,进一步降低了地层的可钻性。
1.1 硅质白云岩可钻性测定
由于硅质白云岩的可钻性差,塔里木盆地寒武系盐下油气藏2年来只完成4口探井,平均井深7 216 m,钻井周期长达393 d。针对硅质白云岩作可钻性分析对钻头齿形优选十分必要。
岩石可钻性测定仪用于测定岩心的可钻性级值。本次实验用的可钻性测定仪的钻深指示0.1~2.4 mm,转速55 r/min,钻压90.5 kg,钻头直径31.75 mm。
可钻性实验结果见表1。

表1 可钻性实验结果
通过计算时间的平均值是111 s,依据式(1)计算可钻性级值。
Kd=log2t
(1)
式中:Kd—可钻性级值;t—钻进时间,s。
实验用硅质白云岩的可钻性级值为6.8。
1.2 硅质白云岩PDC钻头钻井效果分析
塔里木油田A井在使用了U613M钻头+TorkBuster扭力冲击器情况下钻进,井段6 681~6 800 m,地层包含硅质灰岩、云质灰岩、硅质白云岩和灰质云岩,平均机械钻速为3.59 m/h,平均单只钻头进尺91 m,较同井段其他钻头机械钻速提高了113%,进尺提高了250%。但在硅质白云岩这种强研磨性地层钻进时,出现了切削齿磨损严重的情况。图1为本井段钻进的U613M钻头出井后的图片,从图中可以看出该钻头的内锥以及肩部切削齿磨损严重,是造成钻头进尺少的主要原因。

图1 U613M钻头磨损情况
现场使用DSFX616D钻头配合旋冲工具钻进时,机械钻速仅有0.85 m/h,钻头进尺仅4 m。选用的钻头抗冲击性以及耐磨性均较差,存在PDC钻头提前崩齿、断齿以及复合片脱落、肩部磨损严重情况,如图2所示。

图2 DSFX616D钻头使用情况
目前钻进硅质白云岩地层所使用的PDC钻头主要存在以下三个问题:①钻头的攻击性差;②钻头的冲击损坏严重;③切削齿磨损速度快。
2 切削齿单齿破岩试验
2.1 试验装置
单齿破岩试验装置由ZX-32型钻铣床改装而成,主要包括试验钻头、加压系统、旋转系统、工作台水平驱动系统以及数据采集系统,见图3。
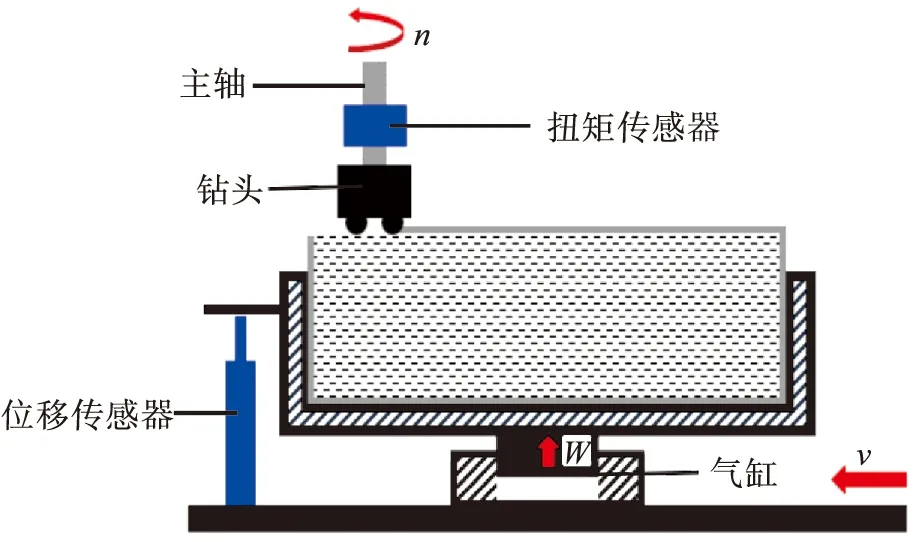
图3 实验装置
钻头由钻头刚体、切削齿、压板和螺栓组成。
在钻头刚体的设计中,安装切削齿的孔成中心对称,这样可以使得钻头在破岩过程中两个切削齿的工作状态是相同的,保证了实验结果的准确性;此外,还要保证切削齿安装于钻头刚体上时有足够的出露高度,以保证实验过程中始终是切削齿破岩,设计的切削齿的最低出露高度为5 mm。在该钻头中,切削齿的后倾角设置为15°。
2.2 试验原理及方法
单齿破岩试验采用钻铣法,将表面平整的岩样置于岩心盒内,调节主轴在轴向上的位置使试验钻头上的切削齿刚好与岩石接触,固定钻头在轴向上的位置。给岩样施加一恒定的钻压,驱动主轴带动钻头旋转钻进,同时驱动水平工作台带动岩样以4 mm/s的速度做直线运动,使钻头上的切削齿不断地铣削岩石。试验过程中,扭矩传感器和位移传感器实时测量钻头的扭矩以及切削齿吃入岩样的深度。3种切削齿的参数如表2。

表2 3种PDC齿的结构参数
实验方案:将斧形齿、三棱齿、常规PDC齿装入实验钻头中,通过加压装置对钻头分别施加1 000 N、1 500 N、2 000 N钻压。同时保持岩样移动速度为4 mm/s,钻头转速为96 r/min。测定切削齿的吃入深度、切向力以及切向力标准差。
2.3 实验结果
本实验以切削齿受到的切向力及其标准差、切削齿吃入岩石的深度(简称钻深)来评价切削齿的破岩性能。通过观察发现,在实验开始后20~40 s的时间段内仪器的工作状态最稳定。因此,为保证试验结果的准确性,选择20~40 s这一时间段内获取的数据进行处理。斧形齿、三棱齿以及常规齿受到的切向力的平均值及其标准差、钻进深度的结果如表3所示。

表3 3种PDC齿单齿破岩试验结果
2.4 不同切削齿钻进深度的对比分析
将不同钻压下不同类型的切削齿在20~40 s的时间内钻入岩石的深度进行绘图分析,其规律如图4所示。

图4 不同切削齿钻进岩石的深度
从图4中可以看出,不同钻压下斧形齿在20~40 s的时间内吃入岩石的深度最大,三棱齿次之,常规齿吃入岩石的深度最小。
2.5 不同切削齿切向力对比分析
斧形齿、三棱齿及常规齿在切削岩石的过程中受的切向力随时间的变化趋势见图5~图7。

图5 1 000 N钻压下3种切削齿受力情况

图6 1 500 N钻压下3种切削齿受力情况
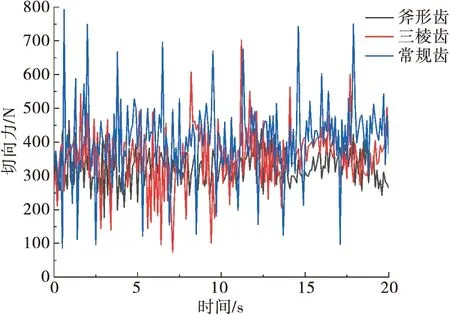
图7 2 000 N钻压下3种切削齿受力情况
在相同钻压条件下,斧形齿受到的切向力最小,其次为三棱齿,常规齿受到的切向力最大。由切向力的标准差可知,常规PDC齿受到的切向力的标准差是斧形PDC齿的2.6倍,三棱齿受到的切向力的标准差是斧形齿的1.7倍。由切向力随时间的变化趋势可知,斧形齿在切削岩石的过程中受到的切向力波动范围最小,三棱齿次和常规齿波动范围较大,这也说明斧形齿破岩时在切向上受力最稳定,发生粘滑振动的机率更低。
3 斧形齿破岩规律研究
3.1 斧形齿破岩机理
斧形齿特殊的齿面结构使其破岩过程与常规齿相比有很大的区别。在切削岩石的过程中,斧形齿的斧刃最先与岩石接触,岩石开始发生破坏;随着切削过程的进行,斧刃两侧的斧刃面逐渐地楔入岩石,两侧的岩石被破坏。斧形齿“棱”的存在使得其前方岩石的内部形成了一个应力集中区,斧形齿能够以更小的切向力侵入岩石。而且在斧刃侵入岩石的过程中会对岩石产生预破坏,使得岩石的强度降低,两侧的斧刃面在吃入岩石时受力更小。而常规齿切削岩石的过程中,齿刃处的岩石受力最大,最先发生破坏,之后齿前方的岩石在力的作用下才发生破坏。相比于斧形齿,常规齿破岩时,齿的整个齿面均与岩石接触,接触面积更大,则吃入岩石需要提供的切向力也更大。而且常规齿破岩时,齿刃处的岩石最先破坏,处于其切削区域的岩石的强度要大于斧形齿切削区域的岩石的强度,因此常规齿受切向力比斧形齿大。
依据前人的研究成果[14-17],常规齿破岩时,岩石主要在剪应力的作用下发生破坏;而斧形齿破岩时,其破岩方式为犁削破岩,拉应力在岩石的破坏过程中起主导作用。一般情况下,岩石的抗拉强度小于其抗剪强度,因此,斧形齿破岩时受到的切向力小于常规齿。
3.2 斧形齿结构优选
在切削岩石的过程中,斧形齿的后倾角、斧刃角以及直径直接影响其破岩效率,研究其对斧形齿破岩的影响规律对于指导钻头优化设计有重要意义。利用有限元显示动力学软件ABAQUS建立了三维斧形齿切削岩石的有限元模型,研究了后倾角、斧刃角以及齿的直径对斧形齿破岩效率的影响规律,对斧形齿的后倾角、斧刃角以及齿的直径进行了优选。
3.2.1 几何模型的建立、网格划分与装配
(1)斧形齿。斧形齿的几何模型分为硬质合金和聚晶金刚石层。硬质合金为一圆柱体,其高度设置为8 mm,直径有13 mm、16 mm和19 mm三种;聚晶金刚石层的厚度均为5 mm,其斧刃角有110°、120°、130°和140°四种,共12个斧形齿模型。
网格划分:选择C3D8R单元对斧形齿进行网格划分。
(2)岩石。建立的岩石模型长为60 mm,宽为60 mm,高为25 mm。
网格划分:采用8节点6面体线性缩减积分单元(C3D8R)对岩石进行网格划分。岩石模型如图8(a)所示。在模型装配中,设置斧形齿的切削深度为2 mm,如图8(b)所示。

图8 岩石的网格模型和装配模型
3.2.2 材料参数的设置
斧形齿:切削齿的材料参数分为两部分。一部分是顶部的聚晶金刚石层,一部分为硬质合金,两种材料的具体参数设置见表4。岩石选用硅质白云岩的参数作为数值模型中岩石的材料参数,岩石的破坏准则选择Drucker-Prager准则,岩石的损伤判据为等效塑性位移μpl。斧形齿与岩石的材料参数如表4所示。

表4 斧形齿与岩石的材料参数
3.2.3 数值模拟方案
保持岩样切削速度为1 000 mm/s,切削深度为2 mm。通过改变斧形PDC齿的后倾角5°、10°、15°、20°、25°,斧刃角110°、120°、130°,直径13 mm、16 mm、19 mm,测定切削齿的切向力以及轴向力。
3.2.4 数值模拟结果
在数值模拟结果的分析中,选用切向力和轴向力2个参数评价斧形齿的破岩效率,以此研究不同的因素对斧形齿破岩效率的影响规律。斧形齿破岩数值模拟结果见表5。

表5 斧形齿破岩数值模拟结果
由表5可知,斧形齿受到的切向力随后倾角的增大呈现先减小后增大的趋势,在后倾角为15°时,斧形齿受到的切向力最小;斧形齿受到的轴向力随后倾角的增大呈现先减小后增大的趋势,在15°后倾角时斧形齿受到的轴向力最小。随着斧刃角的增加,切削齿受到切向力与轴向力不断增大。这表示随着斧刃角的增大,斧形齿的攻击性逐渐地降低,其破岩效率也不断地下降。相同条件下,随之切削齿直径的增加,切向力和轴向力不断增加。在进行钻头设计时,应选择斧刃角110°、直径13mm的斧形齿,布齿时其后倾角设置为15°。
4 结论
(1)硅质白云岩是一种非均质性极强的硬岩石,可钻性级值可达6.8。
(2)在相同切削条件下,斧形齿切削岩石的过程中吃入岩石深度更大。斧形PDC齿切削岩石的过程中受到的切向力最小,其次为三棱齿,常规齿受到的切向力最大。在切向力的标准值上,常规PDC齿受到的力是斧形PDC齿的2.6倍,三棱齿受到的力是斧形齿的1.7倍。在切向力随时间的变化趋势上,斧形齿在切削岩石的过程中受到的切向力波动范围最小,发生粘滑振动的概率更低。
(3)当斧形齿以15°后倾角切削岩石时受到的切向力、轴向力最小,斧刃角为110°的斧形齿的攻击性最强、破岩效率最高。在相同切削深度、后倾角与斧刃角的条件下,直径为13 mm的斧形齿受到的切向力与轴向力最小。在进行钻头设计时,应选择斧刃角110°、直径13 mm的斧形齿,布齿时其后倾角设置为15°。
