泰国机车顶盖组焊操作法
2021-12-25龚欢中车戚墅堰机车有限公司
文/龚欢·中车戚墅堰机车有限公司
导 语
出口泰国的内燃机车是全新设计的车型,机车司机室钢结构通常由几大部件组焊拼接而成。顶盖是其中的主要部件之一,采用双曲面流线型设计结构,其骨架结构复杂,整体强度要求高,其底面作为与其他部件的安装面,平整度要求高,而且骨架由大量不规则焊接组件组成,组焊工艺复杂。整体外观要求高,制作难度大。
机车顶盖结构复杂,蒙皮为双曲面结构,顶部有进出风口和空调安装座,内部有风道总成、设备安装架、头灯安装座、喇叭箱等,包括蒙皮和骨架。骨架由多种零部件组焊而成,有钢板、角钢、槽钢、矩形钢管等,焊接组件包括横梁、竖梁、弯梁及风道组件等,如图1所示。

图1 骨架
组装
泰国内燃机车司机室顶盖的总组装过程:首先将骨架组装在工作平台上,然后进行焊接并打磨平,完成后进行蒙皮(图2)的拼焊,为防止焊接变形采用刚性固定法及分段焊进行加固,组装完毕后进行整体焊接。

图2 蒙皮
气体选用及焊前准备
气体
根据工艺评定选择富氩气体保护焊焊接,其特点是:生产效率高,焊接速度快,焊接应力和变形小,电弧加热集中。焊接质量高,焊缝含氢量少,抗裂性好,操作简便。
焊丝
选用实心焊丝牌号:TH500-NQ-II,焊丝直径为1.0mm。
焊前准备
⑴由于顶盖蒙皮采取双曲面流线型设计,配割会产生氧化皮、飞溅、毛边。富氩属于活性气体,在焊接过程中与水、油、铁锈等脏污发生化学反应,会产生氧化物和气体,给焊缝造成气孔,未熔合等缺陷。所以为了确保焊接质量,施焊前应将飞溅,毛边打磨干净。
⑵焊缝周围涂抹防溅液,为后期清理飞溅节省时间,涂抹时注意不要涂在焊缝施焊处,以免在焊接过程中产生气孔,影响焊缝质量。
⑶顶盖蒙皮焊接量大,蒙皮的变形量大,形状特殊矫正困难。解决方法有两种,一种是采取用刚性固定法来控制焊接变形,组焊前,蒙皮的外侧和内侧增加工艺筋,来控制蒙皮的局部变形,待焊后冷却至常温,组织结构定型后拆除外部工艺筋,打磨平固定焊点,如图3所示。另一种是操作者进入骨架内部进行蒙皮与骨架内部的固定焊接,防止后期的焊接变形。
焊接
泰国机车司机室顶盖总组装是骨架和蒙皮直接固定在工装上,能有效控制焊接组件的变形,有效的保证骨架装配平面的焊接精度,方便操作者进行焊接操作,焊接位置包括立向上焊,平焊,顶盖要求满焊,焊后需煤油渗漏。所以对焊工的技术水平要求较高,根据图纸与焊接文件要求进行焊接。在焊接过程中,电流为150~220A,电压为18~24V。焊接参数如表1所示。顶盖顶部的焊缝分布如图4所示。

表1 焊接参数表

图4 顶盖顶部的焊缝分布
立向上焊
焊接电流不宜过小,否则熔深不够,无法保证焊接质量。
在顶盖总组装焊接过程中,立向上焊占了很大比例。根据工艺文件质量要求,在立焊时焊缝外观成形不能内凹,尽量微凸。才能满足后期打磨圆滑过渡。
立焊时焊接采取对称焊,防止焊接变形,方向自下而上,电流不宜过大,因为熔池金属和熔滴因受重力的作用具有下坠的趋势,容易产生未熔合和焊瘤。
横焊
横焊时注意焊缝表面成形,不能咬边,凹陷。焊缝长度较长,需满焊,采取分段对称焊,防止焊接变形。
焊后清理、渗漏检验
焊接结束后,对焊缝及周围的飞溅进行清理,观察焊缝表面有无咬边、气孔等缺陷,如有及时进行修补,做到自检互检。蒙皮焊后打磨圆滑,各蒙皮块间焊缝圆滑过渡,然后焊缝处进行煤油渗漏,焊补的地方至少要求反复进行两次渗漏,直至检测确定不漏,顶盖的测漏试验是整个司机室防漏雨的关键,如图5所示。
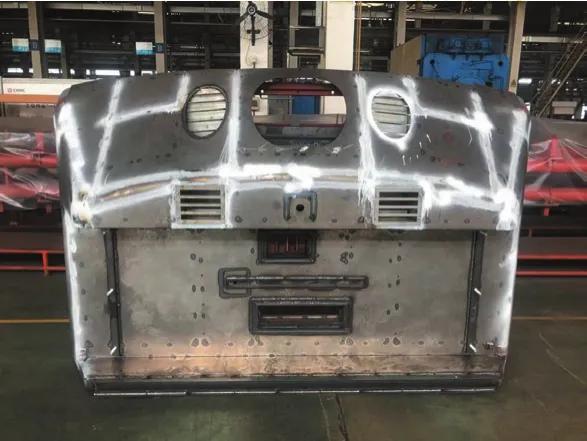
图5 顶盖渗漏试验
结束语
泰国机车司机室顶盖整体外观要求高,制作难度大。是整个司机室防雨漏雨的关键。所以操作者应熟练掌握焊接方法,严格按照工艺要求进行焊接,才能提高生产效率,保质保量完成生产任务。
