基于PLC的智能风淋室控制程序的设计
2021-12-22林冬玉姚其广高庆展黄汉亿沈春蕾刘楚生
林冬玉,姚其广,高庆展,黄汉亿,沈春蕾,刘楚生
(广州城市理工学院机械工程学院,广州 510800)
0 引言
风淋室是进入洁净室的必需通道,其安装于洁净室与非洁净室之间,主要用于对生产环境的洁净度要求相对较高的生产车间。当工作人员或货物需要进入洁净区时,为了防止工作人员或货物表面的灰尘被带入到生产区域,导致生产区域的环境受到污染,所以进入洁净室的工作人员及货物均需要经过风淋系统的吹淋,风淋系统吹出的洁净空气可以除去工作人员或货物身上携带的灰尘,从而达到有效的净化效果。清除后的尘埃粒子再由高效过滤器过滤后重新循环回到风淋区域内,在一定程度上,能有效地减少尘埃粒子进入洁净区域,以此来保证洁净室的干净。目前市面上的风淋室种类繁多,其中按控制方式大致可分为手动控制风淋室、自动联锁感应吹淋、自动门吹淋3种。其中,最为常见的是自动联锁感应吹淋风淋室,自动联锁感应吹淋风淋室的前后两道门采用的是联锁系统,且其在室内安装有感应开关,即当有工作人员及货物进入风淋室后,感应开关感应到风淋室有工作人员及货物的存在时,风淋室的前后两道门会同时锁住,风淋系统开始吹淋工作,在达到系统设定的吹淋时间后,出口门会打开,工作人员及货物才可以出来,当工作人员及货物通过风淋室离开洁净室之后,前后两道门的门锁及感应开关会根据被打开的先后顺序来决定是否需要吹淋工作[1]。根据对市场的调研发现,当前市面上的风淋室中存在以下的一些问题:当风淋室有人使用时,另一方向的人员无法顺利进出,会影响人员的进出效率;当风淋室出现故障,进行维修时,可能导致灰尘进入无尘车间,从而影响产品质量,甚至导致产品无法正常生产。针对这几个可能会出现的情况,及自动联锁感应风淋室的工作方式,设计出双风淋室系统,并采用PLC系统进行集中控制,在实现风淋室所需功能的情况下,保证风淋室系统的稳定性。
1 风淋室系统主要组成
风淋室主要由箱体、不锈钢门、高效过滤器、送风机、配电箱、喷嘴等几大部件组成,如图1所示。风淋室的底板由钢板折弯焊接而成,表面进行为乳白色烤漆。箱体采用优质的冷轧钢板制造,表面静电喷塑处理。风淋室的两道门之间电子互锁,吹淋时双门互动锁闭,可以兼起气闸室的作用,吹淋后入门闭锁,可以同时起到防止未被净化的空气进入风淋室的作用。内底板由不锈钢板制作,耐摩擦、易清洁。

图1 风淋系统主要部件
2 系统的PLC程序
为了保证设计的风淋室系统功能能够满足实际的需求,首先需要对风淋室使用情况进行研究分析,主要包括以下5种情况:1)当有一批工作人员想通过非洁净室进入风淋室的同时,还有另一批工作人员需要从风淋室进入非洁净室;2)当有一批工作人员从洁净室进入非洁净室的同时,还有另一批工作人员想从非洁净室进入风淋室;3)有一批工作人员想从非洁净室进入洁净室,但因人数过多(如上班等情况)而导致过于拥挤,此时需要同时打开2个风淋室,以便工作人员可以有序地进入洁净室;4)一批工作人员想从洁净室到非洁净室,但因人数过多(如下班等),需要同时开2个风淋室,以便工作人员可以有序地进入非洁净室;5)当出现类似火灾、地震等紧急状况时,需同时打开所有的门,以便工作人员可以快速撤离危险区域。
针对风淋室的使用情况,为了使程序有条理性、方便理解,系统程序部分采用子程序调用指令的形式进行编写。在该程序中,通过使用P0子程序可以实现工作人员通过1号风淋室从非洁净室进入洁净室的功能;通过使用P1子程序可以实现工作人员通过1号风淋室从洁净室进入非洁净室的功能;通过使用P2子程序可以实现工作人员通过2号风淋室从非洁净室进入洁净室的功能;通过使用P3子程序可以实现工作人员通过2号风淋室从洁净室进入非洁净室的功能;通过使用P4子程序可以实现出现类似火灾、地震等报警时,把所有的门都打开的功能[2]。因此,本系统程序的设计难点转化为如何正确调用子程序。图2所示为系统的公共程序,可实现各子程序的调用。
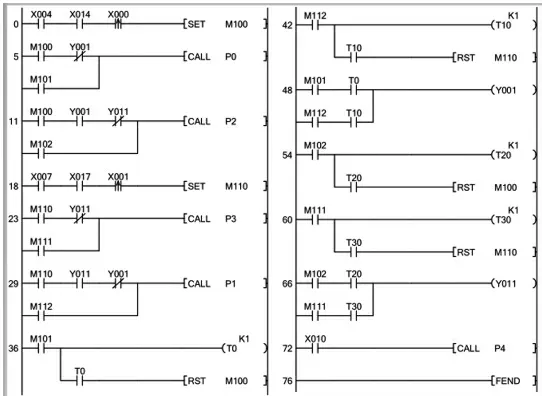
图2 公共程序
公共程序的简单说明:初始状态即风淋室未被使用时,1号风淋室和2号风淋室的门均处于关门限位处,1号风淋室使用中的灯Y1未亮,2号风淋室使用中的灯Y11未亮。当出现上述5种情况时,调用不同的子程序。
针对上述的风淋室使用情况1):当有工作人员想从非洁净室进入洁净室时(X0从OFF变为ON),假如1号风淋室没有处于工作状态(Y1为OFF),此时工作人员按下非洁净室的开门按钮,PLC系统调用子程序P0,并且使得Y1为ON(1号风淋室处于工作状态),Y11为OFF(2号风淋室处于待工状态),1号非洁净室门打开,工作人员进入,待系统检测到没有工作人员进入的3 s后[3],1号非洁净室关门,此时1号风淋室的风淋系统自动开始进行吹淋等工作,工作时长为10 s,10 s后1号洁净室门自动打开,工作人员进入1号洁净室,待系统检测到没有工作人员进入的3 s后,1号洁净室关门,0.5 s后,1号风淋室复位到初始状态;若是有工作人员在1号风淋室工作的期间需要通过风淋室由洁净室进入到非洁净室时(X1从OFF变为ON),工作人员按下洁净室的开门按钮,此时系统则调用子程序P3,使得2号洁净室开门,并且使得Y11为ON(2号风淋室处于工作状态),此时2号洁净室开门,工作人员可以进入洁净室,3 s后2号洁净室关门,然后2号非洁净室的门打开,工作人员可以经过风淋室出来,待系统检测到没有工作人员通过的3 s后,2号非洁净室门关闭,0.5 s后2号风淋室复位到初始状态。
针对上述的风淋室使用情况2):当有工作人员需要从洁净室通过风淋室进入非洁净室时(X000从OFF变为ON),假如1号风淋室没有处于工作状态(Y1为OFF),此时工作人员按下洁净室的开门按钮,PLC系统自动调用子程序P1,并且使得Y1为ON(即1号风淋室开门),此时Y11为OFF(即2号风淋室处于待工状态)。1号洁净室门打开,工作人员进入风淋室,待检测到无人员进入的3 s后,洁净室门关闭,然后1号非洁净室门打开,工作人员可以通过风淋室出来,待系统检测到无人再出来的3 s后,1号非洁净室的门关闭,0.5 s后,1号风淋室复位到初始状态;若是有工作人员在1号风淋室处于工作期间需要通过风淋室从非洁净室进入洁净室时(X001从OFF变为ON),工作人员按下非洁净室的开门按钮时,系统则自动调用子程序P2,并且使得Y11为ON(2号风淋室处于工作状态),此时Y1为ON(即1号风淋室处于工作状态),2号非洁净室门打开,工作人员进入,待检测不到工作人员进入的3 s后,2号非洁净室门关闭,2号风淋室的风淋系统自动开始进行吹淋等工作,工作时长为10 s,10 s后2号洁净室门打开,工作人员可以进入洁净室,待系统检测到没有工作人员进入的3 s后,2号洁净室门关闭,0.5 s后2号风淋室复位到初始状态。
针对上述的风淋室使用情况3):当有一批工作人员需要从非洁净室进入风淋室且人数过多时,需同时打开2个风淋室(X000和X014从OFF变为ON),假设1号、2号风淋室均处于没有工作状态(Y1、Y11均为OFF),当工作人员按下非洁净室的开门按钮时,1号非洁净室门打开(Y1为ON),工作人员可以进入;同时,剩下的一批工作人员可待1号非洁净室关门后,按下非洁净室的开门按钮,此时,由于1号风淋室处于工作状态(即Y1为ON),系统自动调用子程序P2, 使得2号风淋室处于工作状态(即Y11为ON),2号非洁净室门自动打开,剩下的工作人员可由2号风淋室的非洁净室进入洁净室。
针对上述的风淋室使用情况4):当有一批人从洁净室通过风淋室进入非洁净室且人数过多需同时打开2个风淋室时(X001和X017从OFF变为ON),假设1号。2号风淋室均处于没有工作状态(Y1、Y11均为OFF),当工作人员按下洁净室的开门按钮后,1号洁净室的门打开(Y1为ON),工作人员可以进入,同时剩下的另一批工作人员可待1号洁净室关门后,按下洁净室的开门按钮,此时由于1号风淋室处于工作状态(即Y1为ON),系统自动调用子程序P3,使得2号风淋室处于工作状态(即Y11为ON),2号洁净室门打开,剩下的工作人员可由2号风淋室从洁净室进入到非洁净室。
针对上述的风淋室使用情况5):当紧急情况时,例如火灾、地震等危险时,按报警按钮(X10为ON),此时调用子程序P4,所有门都同时打开,以便所有人员可以快速撤离无尘车间。
公共程序涉及到的I/O端口如表1所示。

表1 公共程序I/O端口
3 结语
本文通过设计2间风淋室之间的相互配合工作,从而实现风淋室双进双出的功能,以PLC作为系统的控制核心,将风淋室的不同功能设计成为不同的子程序,通过调用各个不同的子程序进而实现工作人员进入风淋室的各种不同的情况。本系统解决了单一的风淋系统进出效率低、出现故障影响正常生产的难题,为无尘车间的正常生产提供了保障。
