无缝钢管排锯常见的锯齿损伤形式分析和改善建议
2021-12-22郭继富韩会杰王宝明
郭继富,韩会杰,王宝明
(唐山冶金锯片有限公司,河北 063020)
0 引言
无缝钢管是广泛用于石油、天然气、化工、发电、机械等行业的重要钢铁产品,我国经过几十年的发展已经成为世界上最大的钢管生产国,每年的钢管产量占据全球的一半以上,钢管规格、品种齐全,生产设备、技术先进,代表着当今世界的一流水平。圆管坯在经过加热、穿孔、热轧、张减、矫直等工序之后形成无缝钢管,而无缝钢管需要经过定尺锯切后才能交付客户,因此无缝管的成品锯切是一道非常重要的辅助工序。一般为了提高钢管的锯切效率,几乎全部现代化的无缝钢管生产厂家都是采用立式排管锯机成排的锯切钢管,根据辊道的宽度和钢管直径,合理确定每次锯切钢管的根数,采用从上向下垂直进锯的方式切断工件。
为了保证锯片工作范围覆盖被切钢管的截面,排管锯锯片的直径一般比较大,从Φ800 mm~Φ2200 mm。锯片类型主要是硬质合金齿圆锯片,与老式的高速钢镶片圆锯相比,可以大幅度提高锯切速度和效率,延长锯片寿命,目前已经成为钢管锯切工具的标准配置。在排管锯切时,硬质合金的锯齿需要经常的切入切出管壁,从而受到一些冲击;同时因为设备的原因,锯齿还可能承受额外的冲击、卡滞、震动,所有这些情况都有可能导致锯齿的异常损伤。本文通过汇总整理生产现场遇到的部分锯齿损伤情况,简单分析了损伤产生的原因,提出一些改善建议以供锯片用户参考。
1 无缝钢管厂使用的排管锯机情况
最近20 多年,是我国无缝钢管行业快速发展的时期,新建的现代化无缝钢管生产线有30 多条,无缝管主要规格从Φ89 mm~Φ508 mm,排管锯机的生产商主要有德国瓦格纳、奥地利林辛格、奥地利MFL、中国的大连三高、湖机国际等。最初我国钢管生产厂主要引进了上述三个国外锯机厂家的产品,后来随着国产设备开发完善,逐步占领了较大的份额,尤其是大连三高的立式排管锯机已经销售40余台。排管锯机的外形结构如图1 所示。

图1 排管锯机的外形结构图
根据钢管生产机组的规格不同,排管锯机的大小不同,所需的硬质合金齿圆锯片直径有十多个规格、几十种齿数。目前最小锯片直径是Φ800 mm,最大锯片直径是Φ2200 mm。每年消耗各种规格的新旧锯片数量达到十万片左右。目前无缝钢管行业消耗的锯片类型主要是硬质合金齿圆锯片,其锯齿形状如图2 所示。

图2 硬质合金锯齿
排管锯机主要有以下几个部分构成:锯机主体及导轨、主轴箱及锯片夹盘、进锯驱动装置、锯片夹持系统、锯片润滑和冷却系统、切屑清理装置、工件的支撑和夹持系统、液压系统、电控系统等。
2 排管锯锯片的锯齿损伤形式及原因分析
虽然各个钢管厂家生产的钢管规格不同,锯片直径各异,但是共同的锯切原理产生了相近的锯齿损伤模式。首先,在正常锯切过程中,锯齿的刃口与工件总是处于相互摩擦的状态,因为硬质合金锯齿的硬度远高于钢管,因此能够完成对钢管的切削,但同时,硬质合金锯齿的后刀面由于受到摩擦逐步钝化,这是不可避免的,在此不多解释。
本文主要研究的锯齿损伤形式应该属于正常磨损以外的异常损伤,锯机原因、锯切参数原因、锯片自身原因等诸多因素,都有可能引起锯齿的异常损伤,以下是常见的几种损伤形式。
(1)锯齿前侧尖崩裂。产生此类现象的原因主要是:在锯齿自身性能方面,有可能是脆性大、韧性不足;在锯片加工精度方面,锯齿刃磨的宽度差、对称度可能过大;在锯切条件方面,有可能是锯片夹持不稳定,导致锯片摆动比较大,或者工件夹持不紧,引起了锯切震动。总之,影响锯齿平稳、顺畅切入工件的因素,都是导致锯齿崩尖的原因。锯齿前侧尖崩裂形状如图3 所示。

图3
(2)锯齿折断。此现象一般表现为从锯齿的中间或者偏上位置完全断开,失去切削齿刃。产生此类现象最常见的原因是:焊接锯齿时已经产生了隐形裂纹,经过锯切冲击发展为折断;或者是焊接时焊料流失,产生焊缝空虚的现象,经过切削受力形成裂纹、开裂。锯齿折断形状如图4 所示。

图4
(3)锯齿整体脱落。 产生这个现象的主要原因是焊接锯齿时焊料严重流失、存在大量焊接气孔,焊缝没有达到合理的焊接强度,属于锯片制造的质量问题。锯齿整体脱落形状如图5 所示。
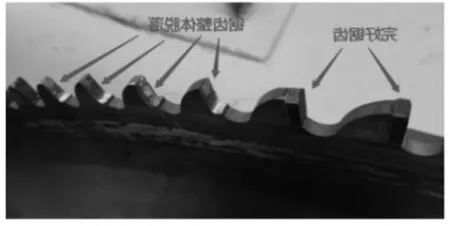
图5
(4)锯齿后端侧角崩裂。这种问题的产生主要在退锯过程中,形成的原因有两个方面。一是,锯切完成后,锯机主轴箱没有做出锯片外推的动作,没有让锯片与工件断面脱离,这个功能本来是锯机标配的,但是经过一个阶段的使用后有可能失效,很多厂家不能给予及时修理;二是,锯片夹持不合理,导致锯片的摆动量偏大,后退的锯齿后侧角就可能与钢管断面磕碰,导致锯齿后侧的角部崩裂、掉肉。锯齿后端侧角崩裂形状如图6 所示。
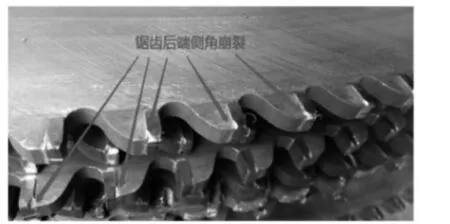
图6
(5)同圆周上齿顶磨损严重不均。这种问题更多的出现在修复锯片上,主要原因有三个方面。一是,锯片自身的径向圆跳动精度不佳,安装到锯机上以后,锯齿尖部的旋转轨迹失圆,高齿间断性的切削工件,低齿切不到工件,造成部分锯齿磨损严重、甚至损坏,另一部分锯齿没有磨损的现象,这对锯切是非常不利的;二是,锯机主轴自身径跳超差,无论怎样的锯片安装以后都是偏心的,也会形成偏磨的情况;三是,锯机轴位尺寸与锯片内孔尺寸的配合间隙太大,安装锯片后就要形成偏心状态。以上情况都是不允许出现的。齿顶磨损不均的情况如图7、图8 所示,图7 为齿顶磨损较轻部位。图8 为齿顶磨损严重部位。

图7

图8
(6)锯齿打碎后引起连续秃齿。这是引起锯片报废的严重问题,主要原因来自于异常情况。比如:钢管弯曲,锯切过程中突然移动夹住锯齿,至使锯齿破碎,随后的锯齿承受更大的负荷,导致齿座折断和锯齿一同脱落;或者是钢管夹持不稳定、液压泄露,锯切过程中产生工件移动,形成连锁反应。连续秃齿形状如图9 所示。
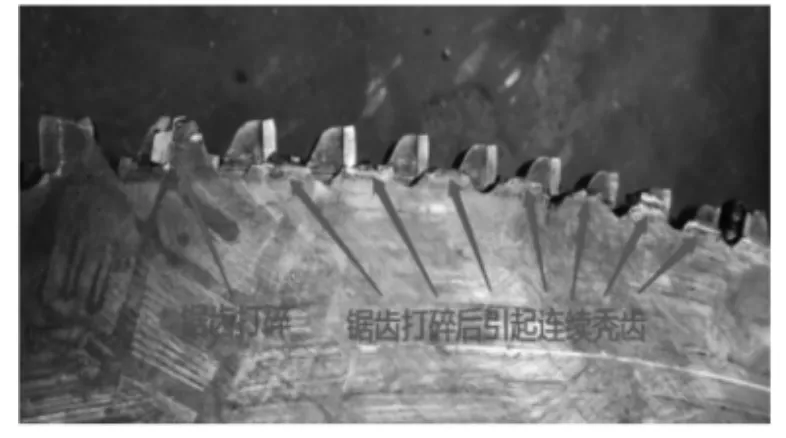
图9
(7)锯齿粘屑、崩刃。这种问题大多发生在不锈钢、合金钢钢管的锯切上。由于工件的塑性好、导热率低,在切削过程中,切屑不容易脱落、经常粘结在锯齿刃口,形成积屑瘤,继续锯切时,切削阻力急剧加大,积屑瘤和部分锯齿被同时打掉,形成崩刃。锯齿粘屑、崩刃形状如图10 所示。

图10
3 减少锯齿损伤的改善建议
(1)对于锯齿前侧尖崩裂问题。应从锯齿自身性能方面考虑,需要选择韧性较好的P40 硬质合金刀块;从锯片加工精度方面需要严格控制锯齿刃磨的宽度差、对称度、径向圆跳动值等指标,符合技术要求;从锯机方面考虑,主轴箱的进给精度应良好,包括侧向不摆动、进给不卡顿;从锯片夹持精度及可靠性方面,需要每组减震块正常有效,内外减震块与锯片之间必须控制好0.1 毫米左右的间隙量,这样做的结果可以减少异常的冲击和震动;从锯切参数方面,防止采用过快的切削速度、过大的进给速度。
(2)对于锯齿折断问题。焊接锯齿时,必须严格执行焊接工艺规程,加强工序质量检验,从源头上控制好锯齿的焊接质量。首先锯齿毛坯和焊接齿座之间需要精密配合,然后做到焊缝饱满、均匀、充实、无气泡,焊接强度符合技术标准;另外,焊接时需要防止在刀块上产生隐形裂纹,可在刃磨后做抽样的放大检验。
(3)对于锯齿整体脱落问题。由于产生这种问题的原因主要在焊接工序,因此,严格执行焊接工艺是非常重要的。一是避免焊接温度过高导致焊料严重流失,也需要防止焊接温度过低导致焊料熔化不足;二是要保持相关位置干燥干净,避免在焊缝中形成焊接气孔,这样才能保证合理的焊接强度。
(4)对于锯齿后端侧角崩裂问题。首先,从锯机本身考虑,锯切完成后,锯机主轴箱应保持锯片外推功能,让锯片与工件断面脱离,这是减少锯齿与工件产生磕碰的有效措施;其次,锯片本身应该具有良好的端面圆跳动精度、合理的应力指标、夹持稳定,控制锯片的摆动量符合技术要求,无论是进锯还是后退,都要保证锯齿与钢管少撞击、少磕碰。
(5)对于同圆周上齿顶磨损严重不均问题。 首先,在生产锯片时,需要严格控制锯齿的径向圆跳动精度,这是锯片自身的基本质量要求;第二,锯机主轴自身径跳精度需要经常检测、维修,保持在锯机精度规范之内;第三,锯机主轴轴位尺寸与锯片内孔尺寸的配合间隙一定要合理,两者都需要按照规范要求控制自己的尺寸公差,主轴轴位磨损严重时,一定要给予更换。
(6)对于锯齿打碎后引起连续秃齿问题。首先,应该保证钢管不存在超标的弯曲,减少锯切过程中产生的突然串动以及卡锯;另外,锯机方面需要经常检查,要保证钢管收集、夹持装置工作正常有效,足够的夹紧力才能保证钢管在锯切过程中不产生移动、不卡锯打齿。
(7)对于锯齿粘屑、崩刃问题。首先,针对不锈钢、合金钢钢管的锯切特点,在选择硬质合金锯齿材料时需要增加其耐热性、红硬性,减小摩擦系数;第二,在齿型设计方面,需要加强断屑功能、减小锯切阻力;第三,在锯机方面,必须强化油雾润滑和锯齿冷却功能、锯屑去除功能,保证锯齿的刃口处于锋利、干净的状态,降低切削热的集聚、延缓积屑瘤的形成。
4 结语
本文针对无缝钢管生产厂家排管锯机的使用情况,以及生产现场锯齿损伤情况,分析了锯齿损伤产生的原因,通过分析总结出一些有益的建议供锯片用户参考借鉴。
(1)无缝钢管的排管锯机应用广泛,锯片消耗量很大,国内的年用量达到10 万片左右,每年因为锯齿的异常损伤造成很大的经济损失,同时也影响钢管生产的连续、顺畅进行。
(2)完好的锯机设备状况、高精度的锯片质量、与工件合理匹配的锯切工艺参数,是获得良好锯切效果、降低锯切成本的有效保证,三者相互关联、相互影响,不可偏废,都要给予充分的重视、合理的控制。
(3)培养锯切操作者良好的操作习惯、认真贯彻现场操作规程,是做好锯切工作的重要基础,为此需要钢管生产厂家进行更加严格、细致的现场管理。
