桥壳中段卧式双面数控镗床专机夹具设计*
2021-12-18辛百灵陈桂芳
辛百灵 陈桂芳
(三门峡职业技术学院,河南 三门峡 472000)
桥壳中段卧式双面数控镗床专机是用于加工桥壳中段两端外圆、端面、内孔的专用机床,其能否在智能化生产线上使用取决于夹具设计是否能够适应多品种的柔性快速切换。笔者通过创新设计机床夹具,实现了这一工艺要求。桥壳中段是汽车驱动系统的重要零件,属薄壁异型零件,其两端头在通用机床上加工困难、效率低下,大多生产厂家采用了双面镗专机加工。众所周知,同种车型有规格不同系列,桥壳中段的结构就有了不同品种,一台专用机床要满足多个品种的加工,且品种切换无需人工干预,这就对夹具设计提出了更高的工艺要求。为满足市场需求,针对载重汽车系列桥壳中段卧式双面镗床专机,设计了一套专用夹具,该夹具由两套液压自定心夹具、一套内胀分中扶平夹具和数控电动缸调整装置组成,很好地解决了桥壳中段的定位、夹紧和快速品种切换。
1 桥壳中段两端加工工艺分析
1.1 桥壳中段的结构特点
桥壳中段是由不同厚度的钢板经冲压、焊接而成,属薄壁异形件。在一台卧式双面数控镗床专机两端多刀同时加工,切削负荷较大。夹具设计不仅要有合理的定位夹紧方式,还要考虑夹持刚性和防止夹压变形,更重要的是要满足不同品种自动切换。为此设计一种满足该工艺要求的专用镗床工装夹具[1]。
1.2 被加工零件情况
装夹零件名称:后桥壳中段。
零件基本状态:琵琶孔及面已粗加工,端头加工余量≤ 3 mm。
定位基准:桥壳两端外圆、琵琶孔及琵琶面。
工件材料:Q460C、16Mn、16MnL。
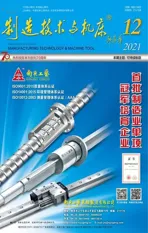
加工内容:平端面、倒坡口、镗内孔和车外圆。桥壳中段加工工序图如图1所示。
加工节拍:1件/3 min。
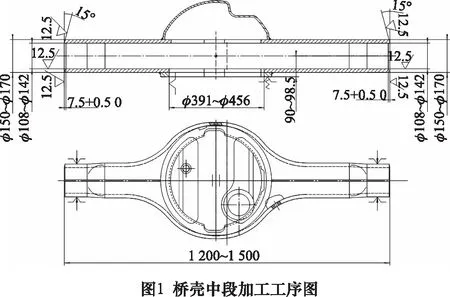
加工方式:每端采用两把车刀,数控系统控制径向和轴向走刀。桥壳中段加工示意图如图2所示。
加工设备:桥壳中段卧式双面数控镗床专机。
1.3 夹具装夹工艺分析
(1)机床对夹具工艺要求:桥壳两端外圆为毛坯,直径尺寸不一致,不同品种直径范围在150~170 mm,要保证每次装夹中心不变,为此采用液压自定心夹具;桥壳中间琵琶孔直径为自由尺寸,不同品种直径范围在391~456 mm,要保证内胀分中的两爪行程足够大,为此采用大行程内胀分中机构;桥壳中间琵琶面到装夹中心距离范围在90~98.5 mm,要保证琵琶面处于水平状态,为此采用弹性浮动扶平机构;桥壳不同品种总长范围在1 200~1 500 mm,要保证两端自定心夹具沿桥壳轴向能够自动调整,为此采用数控电动缸调整机构。整套夹具要保证自动化要求共需要液压自定心夹具左右各一套、中间液压内胀分中扶平夹具一套、数控电动缸调整机构左右各一套。
(2)定位基准:两端液压自定心夹具定中心高,中间内胀分中扶平夹具定轴向和角向。
(3)夹紧方式:两端液压自动定位夹紧、中间液压自动分中、弹性扶平琵琶面,两端定位V型块和中心胀爪同时抵抗切削载荷。
(4)加工方式:干式粗加工。
(5)工件切换:调用不同品种程序,自动调整各夹具位置,适应多品种,实现快速切换。
(6)夹具实现自动化调整,无需工人手工操作,缩短了辅助时间,满足节拍要求[2]。
(7)充分考虑整体夹具刚性,防止切削振动,保证加工精度。
(8)充分考虑装卸工件、操作使用的方便性。
(9)充分考虑夹具结构的工艺性,保证加工稳定性,方便维修、方便更换定位元件等易损零件[3]。
2 工装夹具设计
2.1 工装夹具整体方案[4]
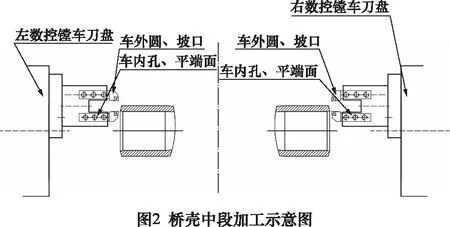
通过以上分析,设计夹具总体方案如图3所示。
该夹具是依据桥壳两端同时加工的工艺要求而设计的[5],是与卧式双面镗数控专机配套使用的专用工装夹具,整套夹具由3部分组成。两端自定心夹具2和5用于定位夹紧桥壳外圆,直径变化在规定范围内无需更换V型块定位垫;中间内胀分中扶平夹具3用于分中规定范围直径的琵琶孔和扶平规定范围中心高的琵琶面;两端数控电动缸调整滑台1和6用于调整桥壳总长在规定范围的自定心夹具的正确定位夹紧位置。其工作原理为:用吊具将桥壳琵琶面朝下放置在中间弹性扶平面上,并随同桥壳一起落在两端自定心夹具的预放V型上,内胀分中胀爪在液压马达驱动下胀紧琵琶孔,两端自定心夹具自动夹紧桥壳两端外圆,实现桥壳的定位夹紧。
2.2 液压自定心夹具设计
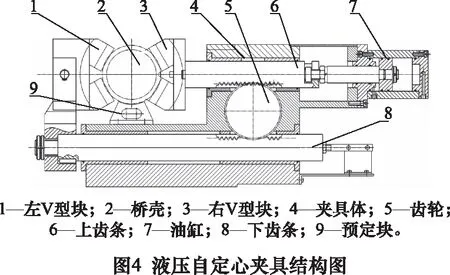
液压自定心夹具结构图如图4所示。液压自定心夹具工作原理:在液压缸活塞杆驱动下,通过齿轮齿条传动,实现左右V型块相向运动,直至接触到桥壳外圆。具体动作如下:油缸活塞7驱动齿条6使右V型块3向中心移动,同时齿条6通过齿轮5换向驱动齿条8向相反方向移动,安装在齿条8上的左V型块1与V型块3同步向中心移动,实现对工件桥壳外圆的自动定心。该自定心夹具左右各一套,分别夹持桥壳两头外圆,确定工件的中心高。因是V型自定心结构,可适应外圆直径150~170 mm,无需更换任何部件[6]。
2.3 内胀分中扶平夹具
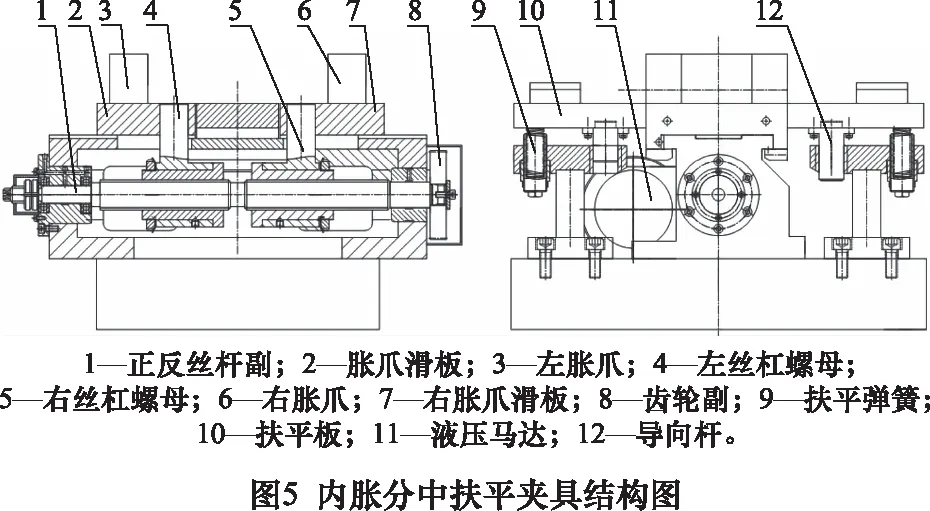
内胀分中扶平夹具结构图如图5所示。内胀分中扶平夹具工作原理:以液压马达为动力,通过齿轮传动带动正反丝杠旋转,正反丝杠上的螺母带动内胀爪相向运动,实现对琵琶孔分中定位;一平面在弹簧力作用下沿导向杆垂直上下移动始终接触琵琶面,实现扶平琵琶面角向定位。具体动作:液压马达11通过齿轮副8传动驱动正反丝杆1旋转,由正反丝杆螺母4和5带动左右胀爪滑板2和7相向移动,安装在胀爪滑板上的两分中胀爪3和6同时相向运动,实现对琵琶孔分中。该结构胀爪行程较大,能够满足不同琵琶孔直径分中。扶平板10在弹簧9作用下沿导向杆12垂直移动扶平桥壳琵琶面,实现对工件的角向定位。
2.4 数控电动缸调整装置
数控电动缸调整装置结构图如图6所示。数控电动缸调整机构工作原理:伺服电机通过滚柱丝杠副将旋转运动转变为电动缸推杆的直线运动,实现滑板数控化自动调整。自定心夹具安装在该滑板上,当桥壳长短变化时,自动调整自定心夹具的轴向位置。左调整滑板1是由电动缸4驱动,右调整滑板3由电动缸5驱动。调整滑板1、3安装在同一导轨体2上,共用一副燕尾导轨,保证了调整后的位置精度。

3 结语
本专用镗床夹具,是为卧式双面镗数控专机配套使用,按照主机工艺要求,该设备是在自动化生产线上使用,上下料由机器人完成,切换品种通过扫码枪识别,数控系统自动调取执行此品种程序,夹具各部位按程序调整正确位置,实现自动化加工。该夹具经安装调试完全达到设计预期,目前已交付用户使用,反馈良好。该夹具克服了传统专机加工品种单一的缺陷,为自动化生产线专机夹具设计提供了技术支持,具有较大的工程参考价值。