基于Tecnomatix的白车身连续性制造特征仿真技术应用
2021-12-18李爱冉成正勇
李爱冉 成正勇
(重庆安全技术职业学院智能制造与工业安全系,重庆 404020)
1 前言
随着市场竞争的日益加剧,企业对生产周期、产品质量、制造成本提出了更高要求,加之用工成本逐渐提升,工业机器人在生产制造中开始大规模应用。在汽车白车身制造过程中,部分企业机器人自动化应用程度更是高达100%,以往主要依靠生产前的现场调试已不能满足全面的机器人自动化生产要求[1],而机器人自动化生产过程仿真可以在计算机虚拟环境中模拟整个白车身生产制造过程,大大缩短生产现场调试时间并提高生产质量。
本文运用Tecnomatix PS仿真软件中的连续性制造特征和机器人等模块,以顶盖涂胶工位、顶盖弧焊工位和左前车门滚边工位为例,分析了白车身制造过程中的连续性制造特征仿真的一般流程和技术方法。
2 Tecnomatix介绍
Tecnomatix是一套大型数字化制造软件的合称,如图1所示,包含ProcessDesigner(PD)、Process-Simulate(PS)、RobotExpert、PlantSimulation、Factory-CAD、FactoryFlow和Intosite 7个软件模块,其中Tecnomatix PS被广泛应用于生产制造过程的三维设计与仿真验证[2]。应用Tecnomatix PS的连续性制造特征(Continuous)和机器人(Robotics)功能可以完成白车身制造过程中涂胶、电弧焊和滚边的创建、处理与仿真,大大提高生产效率与质量。
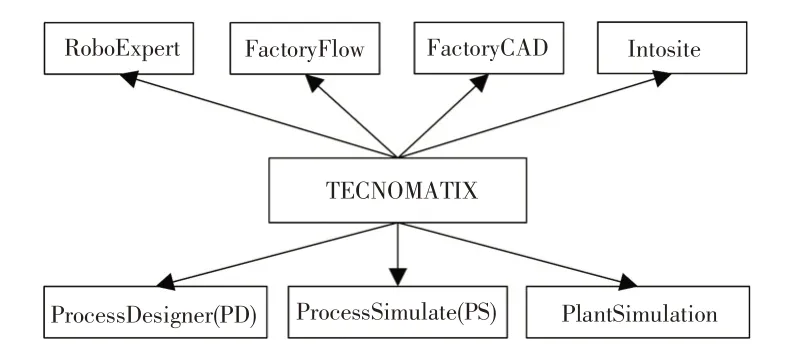
图1 Tecnomatix软件
3 连续性制造特征仿真
3.1 制造特征处理
制造特征处理包括2部分内容,一部分是在Tecnomatix PS软件外部处理,一部分是在Tecnomatix PS软件内部处理。
Tecnomatix PS软件外部处理首先是在CATIA、UG等三维CAD产品设计软件中沿产品的连续性制造位置绘制出路径曲线。如图2a所示,黑色线条为在CATIA中绘制的顶盖外板涂胶路径曲线。如图2b所示,黑色线条为在CATIA中绘制的顶盖弧焊路径曲线。如图2c所示,黑色线条为在CATIA中绘制的左前车门滚边路径曲线。其次是路径曲线提取。在三维CAD产品设计软件中对上述绘制的路径曲线与产品分离保存。为了便于机器人工作分配和特征投影,提取保存时,不连续的分段路径曲线要每一段单独保存。最后应用数据转换工具,将提取保存的路径曲线文件转换成Tecnomatix PS软件支持的cojt数据格式,并存放在sysroot目录下的制造特征文件夹。
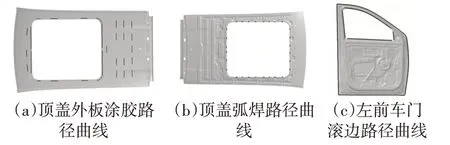
图2 连续性制造特征路径曲线绘制
Tecnomatix PS软件内部处理首先是在软件里的制造特征库中创建对应数量的连续性制造特征,并在制造特征属性3D文件路径中关联sysroot目录下的cojt格式路径曲线文件,图3a为完成创建后的部分涂胶特征。其次,把连续性制造特征关联到对应的连续性生产操作上,如图3b所示,并加载到仿真环境中。最后在仿真环境中对路径曲线进行投影。所谓投影即是利用路径曲线生成一系列坐标点,用这些坐标点逼近加工路径。

图3 连续性制造特征创建与关联
在投影过程中,通过设置投影参数可以控制投影点的生成方式及质量。方式1为利用分隔长度和公差控制投影点的生成,生成的投影点两点之间的间距和公差不超过设置的最大值,如图4a所示。方式2为等距生成,生成的投影点两点之间的间距相等,近似等于设置值,并且可以设置开始和结尾不投影的偏置距离,如图4b所示。
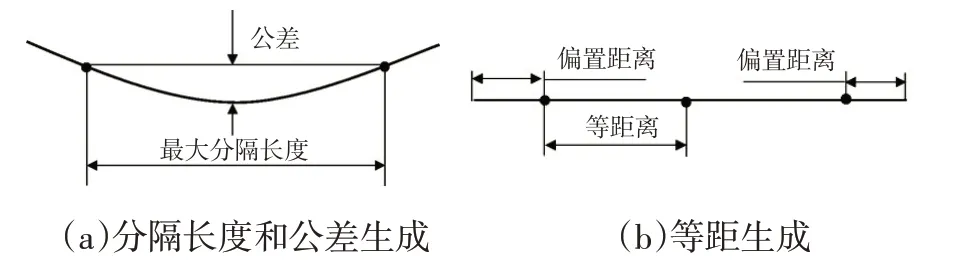
图4 投影点生产方式
顶盖涂胶与车门滚边的路径曲线投影应用一般投影功能(Project Continuous Mfgs),投影点的生成方式选择方式1,设置要投影到的零件和面,设置最大分隔长度为10 mm,公差为1 mm,并且选择优化点的创建,设置最小线性长度5 mm,如图5所示。投影完成后的顶盖涂胶投影点轨迹和车门滚边投影点轨迹如图6所示,直线路径只生成开始和结尾2个点,各点坐标Z轴为投影面的法向,X轴为进给运动方向,遵循右手系原则。

图5 顶盖涂胶与车门滚边投影参数设置

图6 投影点轨迹生成
弧焊投影要应用弧焊投影功能(Project Arc Seam),与一般投影功能类似,通过选择焊接面,设置对应的投影参数,可以控制投影点的生成,其中投影参数除了可以设置一般投影功能中的参数外,还可以设置焊接角度和焊缝偏移参数。这里为顶盖弧焊每段分别设置焊接面,焊接角度和焊缝偏移保持系统默认值,即行走角为0°,工作角为0°(焊枪轴线与焊件表面夹角45°)[3],焊枪旋转为0°,偏移为0 mm,如图7a所示。其它参数与前面投影一致,生成后的弧焊投影点轨迹如图7b所示,各点Z轴为两焊接面夹角平分线方向,X轴为进给运动方向,遵循右手系原则。
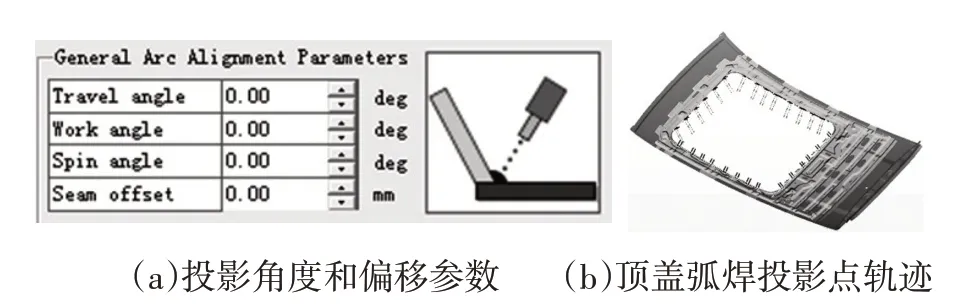
图7 弧焊投影
3.2 工具坐标定义
工具是指涂胶枪、弧焊枪和滚边头,工具坐标定义主要是定义工具的工具中心点(Tool Center Point,TCP)坐标和安装坐标。
顶盖涂胶采用胶枪固定、机器人抓取顶盖涂胶的方式,分别涂结构胶和减振胶2种胶型,所以胶枪采用的是1个支架、2个枪头的固定式胶枪。胶枪不安装在机器人上,只需要定义TCP坐标,如图8a所示,TCP坐标定义在枪嘴处,距离枪嘴的距离等于枪嘴与涂胶面的距离,Z轴由枪头指向外部,X轴与进给方向一致。

图8 工具定义
弧焊枪的定义与涂胶枪的定义基本一样。由于顶盖弧焊枪是安装在机器人六轴上,除了定义TCP坐标外,还要定义安装坐标。TCP坐标定义在焊丝端部,Z轴由枪头指向外部,X轴与进给方向一致。安装坐标定义要参照机器人六轴上的工具安装坐标,保证弧焊枪能以正确的姿态安装到机器人上。完成TCP坐标和安装坐标定义后的顶盖弧焊枪如图8b所示。
现在车门包边广泛采用机器人自动化滚边的方式,滚头是其中1个重要部件,滚头安装在机器人六轴上,由滚头的滚动和压力实现车门包边[4]。左前车门滚边采用3道滚边工序,第1道滚60°,第2道滚30°,第3道滚0°,为了提高效率,其中60°和30°由双轮一次成型。滚头需要定义滚轮的TCP坐标和滚头的安装坐标,如图8c所示,TCP坐标定义在滚轮轮面上1/2处,Z轴指向压紧的方向,Y轴沿轮面由内指向外。安装坐标的定义要参照机器人六轴上的工具安装坐标,保证滚头的姿态安装正确。
3.3 机器人仿真
资源设备布局完成后,利用软件Mount Tool工具安装功能将工具安装到机器人六轴上,如图9所示,Mounted Tool处选择被安装的工具和工具的安装坐标,Mounting Tool处选择机器人和机器人六轴的安装坐标。仿真原理即是利用工具TCP坐标与路径曲线的投影点轨迹坐标重合模拟制造过程。仿真时,先对需要验证干涉的物体设置干涉检查条件,系统不仅可以检查碰撞干涉,还能够对间隙和接触进行检查,并以红、黄、橙3种不同的颜色进行标识。一般通常设置的干涉检查条件包括产品与工具及周边设备、工具与夹具及周边设备、机器人间及机器人与周边设备的干涉检查。如图10所示,为定义的顶盖与弧焊枪、机器人、夹具的干涉检查条件。

图9 机器人工具安装
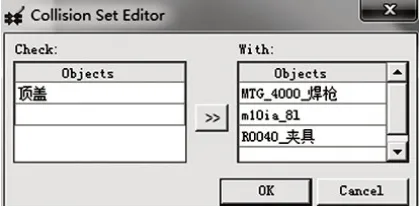
图10 干涉条件定义
在操作的属性中定义完成此操作的机器人和工具,由于顶盖涂胶采用的是固定涂胶枪,要选择External TCP外部TCP选项。应用Location manipulation功能,通过选择单个点或多个点能够实现单点或多点仿真。仿真过程中主要通过调整投影点沿3个坐标轴的旋转,从而调整机器人工作姿态,使得工作过程中不发生干涉且工作姿态最佳。投影点位置代表着制造特征位置,一般不作移动。如果Z轴正向投影不满足要求,系统支持沿Z轴翻转坐标。滚边仿真时,调整投影点Z轴旋转角度,可以调整进给方向,一般限制在3°以内,调整X轴旋转角度可以调整滚边角度,调整投影点Y轴旋转角度可以调整滚头倾斜角度。左前车门滚边是采用60°-30°-0°滚边工序,并且60°-30°是双轮一次成型,因此还需要复制一遍投影点轨迹,并将所有点沿X轴旋转60°,生成60°-30°的滚边轨迹。涂胶仿真时,调整投影点Z轴旋转角度,可以调整涂胶进给方向和姿态,调整投影点X、Y轴旋转角度可以调整涂胶枪倾斜角度,从而保证涂胶姿态合理同时避免干涉。弧焊仿真时,调整投影点Z轴旋转角度,可以调整弧焊进给方向和姿态,调整X轴选装角度,可以调整工作角度,调整Y轴旋转角度,可以调整焊枪倾角。如图11所示,为顶盖涂胶、弧焊和车门滚边的仿真过程。此外操作顺序不一定满足工艺、节拍要求,需要结合工艺要求、机器人间的配合、工作姿态多个因素进行调整。机器人的路径仿真包括特征投影点轨迹路径和过程路径,因此特征的投影点仿真完成之后,还要定义机器人进入、退出和切换操作的过程点。优良的运动路径是机器人工作过程不产生干涉、运动路径短、姿态良好且切换过程平稳,2个路径点之间不产生奇异点及路径点尽量少。PS软件中创建路径非常方便,用Robot Jog工具直接手动拖动或沿坐标轴精确移动旋转机器人TCP到所需创建路径点位置,然后在路径规划菜单(Path)中完成对路径点的添加、删除操作和分析。通过仿真,在虚拟环境中完成车间布局和工装设计合理性验证以及最优工作姿态和工作路径调整。

图11 机器人仿真
4 离线程序应用
仿真完成后,可以导出离线程序应用于生产现场。输出离线程序需要用到虚拟机器人控制器系统RCS,RCS的类型、版本必须与现场实际机器人控制器的品牌、型号和版本对应。设置好输出参数,即可直接导出离线程序,再将导出的离线程序导入到车间现场机器人控制器。由于安装误差原因,现场仍需要对导入的离线程序进行优化调试,经过现场优化调试后,涂胶、弧焊和滚边的加工效果满足生产要求,减少了现场机器人调试时间30%~40%,大大提高了调试效率,降低了调试成本。离线编程成为代替示教编程机器人的主要编程方式。
5 结论
在汽车白车身现场试生产之前,应用Tecnomatix PS软件对白车身的机器人涂胶、机器人弧焊和机器人滚边进行建模与仿真,提前对生产制造过程进行验证。结果表明,应用Tecnomatix PS对机器人涂胶、机器人弧焊和机器人滚边进行仿真并将离线程序应用于现场具有实用性,可以有效减少现场问题,提高开发质量与效率。此方法不仅可以完成涂胶、弧焊和滚边仿真,还可以拓展应用到机器人激光焊接、机器人喷涂等其它自动化生产中。
