金鼎高线提速降耗高效生产的实践
2021-12-17王建军肖为站裴晓东耿伟领
王建军 肖为站 裴晓东 耿伟领
1.前言
金鼎重工有限公司现有两条仿摩根五代高速线材生产线,全线28架轧机,平立交替布置,设计产品规格:光面盘条Ф5.5mm~Ф20.0mm,螺纹盘条Ф6mm~Ф16mm,双线设计年生产能力120万吨,主要生产钢种为Q195、Q235、HPB300、HRB400E、ML08Al、SWRCH35K、10B21等。近年来,随着线材盘条市场竞争的加剧,生产高质量、低成本、绿色低碳的产品成为企业发展的方向。因此,挖掘现有轧机装备的潜能,加强生产组织协调,通过优化工艺设计,强化设备管理,进一步提高产量、降低消耗,势在必行。
2.轧线主要设备
(1)加热炉:双蓄热步进式加热炉,有效长19.2m,有效宽12.8m,额定加热能力(冷坯)120t/h。
(2)粗轧机组:Φ600×4+Φ450×2六机架平立交替布置。
(3)中轧机组:Φ450×3+Φ350×3六机架平立交替布置。
(4)预精轧机组:Φ350×2+Φ285×4六机架平立交替布置。
(5)精轧机组:Φ230×5+Φ170×5仿摩根五代10机架顶交45°重型无扭机组。第10架出口速度:设计速度115m/s,保证实际运行速度90m/s。
(6)水冷箱:精轧机前2段,精轧机后4段。
(7)吐丝机:15°卧式吐丝机,最大设计吐丝速度115m/s,保证速度95m/s。
(8)散冷辊道:延迟型,114m。
(9)P-F线及打包、卸卷设备。
3.工艺技术
3.1 提高加热炉的加热能力
金鼎高线加热炉的冷坯加热能力只有120t/h,严重制约着轧钢的生产。为此,采用连铸坯热送热装工艺,通过加强连铸与轧钢间的工序协调、调度、沟通,不断提高连铸坯的热装率,提高连铸坯的入炉温度。热装率由2018年的68.6%提高到2020年的83.38%,铸坯平均入炉温度由2018年的400℃左右提高到2020年的650℃左右。
加热炉采用高炉煤气、空气双蓄热及智能燃烧控制技术。该技术由加热炉炉温串级调节模块、采用前馈+反馈的控制方式进行调节的炉膛压力控制模块、PLC控制换向系统定时自动换向和定温(排烟温度)自动换向模块、智能化烟气分析系统取样烟气分析残氧情况模块、一级空燃比调节优化模型控制模块、二级空燃比自学习控制模型模块等六大模块组成,实现炉温、炉压、空燃比的自动控制,提高能源利用率,提高加热炉加热能力,提高加热质量。
3.2 优化轧制工艺
摩根五代高线原设计是轧制工艺,无论生产何种规格的盘条,粗中轧及预精轧机组的机架都全部利用,通过改变精轧机组的轧制道次生产不同的规格。金鼎重工突破传统工艺设计,通过计算分析,重新设计预精轧、精轧的孔型,在生产Φ10、Φ12、Φ13、Φ16等规格时,把原来工艺使用的预精轧15#~18#四个机架,改为使用其中两个机架,空过两个机架,增加使用精轧机的两架轧机,提高成品出口轧制速度。
通过优化改进轧制工艺,生产Q195、Q235、HPB300时Φ10的轧制速度由54m/s提高到76m/s,Φ12的轧制速度由36m/s提高到53.5m/s,Φ13的轧制速度由36m/s提高到45m/s,Φ16的轧制速度由22.5m/s提高到30m/s。
采用此优化工艺的另外一个优点,就是当预精轧机组的15#~18#机架中的任何一个机架设备出现故障时,就可以甩开空过该机架,进行正常生产,也提高了轧制作业率。
3.3 优化轧线辊径配置
优化轧线轧机的辊径配置,避免工艺辊径相差较大,其中某架轧机辊径过小而影响整条轧线的轧制速度。通过加强工艺管理,保持上线轧辊辊径的合理一致性,目前生产Φ14、Φ18、Φ20、Φ22规格的轧制速度分别可达到39.1m/s、23.3m/s、19.5m/s、16m/s。
3.4 强化精轧机的维护和保养
轧制速度的提高,对精轧机组的维护保养提出了更高的要求。金鼎重工定期对精轧机的辊箱进行下线维护检修,提高装配精度和质量,保证轧机转速提高后运行稳定,上线设备运行监护分析诊断系统,对精轧机的运行噪音和振动值进行实时监控,为精轧机的运行、维修保驾护航。
3.5 增大铸坯断面
金鼎高线生产初期,连铸坯断面采用的是150mm×150mm,铸坯单重2040Kg。为提高纯轧时间,减少间隙时间,减少切头切尾,减少轧制事故率,把铸坯断面改为165mm×165mm,铸坯单重增加到2445Kg,成材率提高了0.23%。
3.6 优化控冷工艺
轧制速度的提高,会造成进精轧机温度和吐丝温度提高,为保证工艺温度的要求,调整优化精轧机组前后穿水箱的水量、水压等参数,保证各规格品种需要的吐丝温度。
4.实施成效
自从2018年陆续采取以上一系列工艺技术措施,生产各规格的机时产量均有较大幅度提升(见表1)。
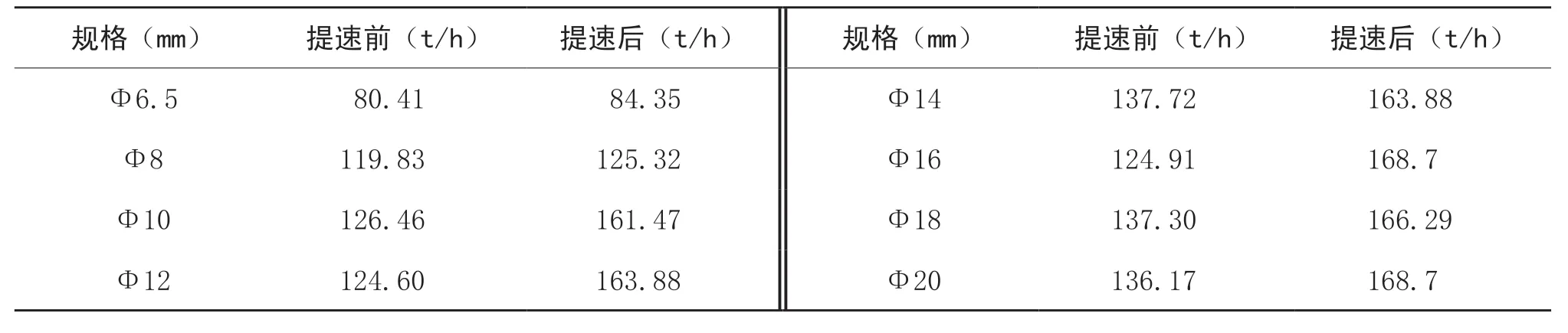
表1 各规格机时产量提速前后对比表
2020年产量与2018年相比提高了35%以上。在产量提高同时,各项消耗指标不断下降,与2018年相比,成材率提高了0.23%,电耗下降了16.82KWh/t,煤气消耗下降了19.62m3/t,取得了良好的经济效益。
