抽蓄机组高强钢板焊接接头的断裂韧性研究
2021-12-17贾朋刚卢从义文道维刘玉鑫
贾朋刚,卢从义,霍 岩,文道维,刘玉鑫
(1. 哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040;2. 哈尔滨电气集团有限公司,黑龙江哈尔滨 150028)
0 引言
高水头抽水蓄能机组的钢岔管等部件需要采用高强度等级钢板。不同强度等级的钢板在焊接加工及使用过程中,不可避免存在各种裂纹缺陷,这些缺陷在外力和环境作用下可能会发生扩展,缺陷的尺寸以及缺陷在构件中的扩展规律是机组安全运行的决定因素[1-2]。断裂韧性是反映材料抵抗裂纹失稳扩展能力的性能指标,是工程中构件安全设计的重要依据[3]。然而,退火处理的抽蓄机组高强钢板焊接接头的断裂韧性在已公开的资料中查询不到,因此在进行焊缝缺陷断裂力学分析时,只能参考其他相近材料的断裂韧性参数,结果的准确性有待商榷[4]。因此,需要研究不同强度等级钢板焊接接头的断裂韧性。本文为了分析不同强度等级钢板焊接接头的断裂韧性,以退火处理的S500Q焊接接头和B780CF焊接接头为研究对象,对比研究焊接接头不同区域的断裂韧性。相关实验结果可为抽蓄机组高强钢板焊接部件的缺陷断裂力学分析与寿命计算提供重要依据。
1 试验材料与参数
1.1 试验材料
试验材料分别选用不同强度等级的具有高塑韧性、优良焊接性及抗层状撕裂特性的调质钢板S500Q和B780CF,规格30 mm×200 mm×300 mm。焊接材料选用ER90S-G和ER110S-G,规格φ1.2 mm,其化学成分见表1,力学性能见表2。

表1 试验材料化学成分 (单位:%)

表2 试验材料力学性能
1.2 焊接接头与焊后热处理
S500Q焊接接头制备采用熔化极气体保护焊(GMAW),焊材为ER90S-G,保护气体为80%Ar+20%CO2富氩混合气体,采用平焊位置焊接,焊接工艺参数见表3。焊后热处理工艺为退火处理,退火工艺为随炉升温至530 ℃±10 ℃保温2 h以上后炉冷。

表3 S500Q试板焊接工艺参数
B780CF焊接接头制备采用GMAW,焊材为ER110S-G,保护气体为80%Ar+20%CO2富氩混合气体,采用平焊位置焊接,焊接工艺参数见表4。焊后热处理工艺为退火处理,退火工艺为随炉升温至550 ℃±10 ℃保温2 h以上后炉冷。

表4 B780CF试板焊接工艺参数
1.3 断裂韧性试样与试验参数
采用台阶型C(T)试样,厚度B=25 mm,高度W=50 mm,见图1。台阶型C(T)试样的台阶中心线分别位于S500Q焊接接头的焊缝中心、热影响区和母材,以及B780CF焊接接头的焊缝中心、热影响区和母材。焊接接头的每个部位至少测试6个试样,断裂韧性试验结果取最低值记录。
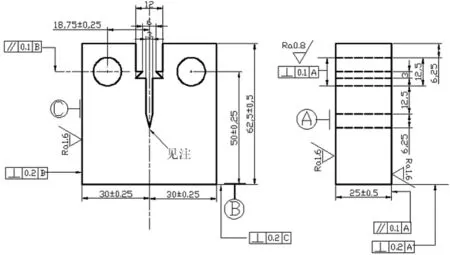
图1 台阶型C(T)试样
本文预制裂纹参数为:预裂长度L=2.3 mm。疲劳实验载荷比R=0.1,加载试验参数为位移控制加载,加载速率0.6 mm/min。预裂方式为降K法,试验预裂过程中K值逐渐减小,初始K值为25.7 MPa·m1/2,最终K值为19 MPa·m1/2。在室温下预制裂纹并对试样进行加载,发现各材料状态的C(T)试样未加载到最大力值Fm便出现脆性断裂,根据GB/T 21143《金属材料 准静态断裂韧性的统一试验方法》规定此时不能测试该试样的JIC值,仅能测试该试样的J0值和δ0值。故本文测试S500Q焊接接头和B780CF焊接接头的断裂韧度J0值和δ0值。断裂韧性J是围绕裂纹前缘从裂纹的一侧表面到另一侧表面的线积分或面积分,用以表征裂纹前缘地区的应力-应变场,亦即是不可忽略的裂纹尖端塑性变形条件下的断裂韧度,J0是稳定裂纹扩展对应的未修正的J值。断裂韧性δ是在预制疲劳裂纹尖端,裂纹两表面相对于原始未变形的裂纹平面的垂直位移,及裂纹尖端张开位移CTOD,δ0是裂纹稳定扩展的未修正的δ值[5]。
2 试验结果与分析
2.1 焊接接头组织分析
对退火后S500Q钢板焊接接头进行金相组织分析,见图2。S500Q焊缝组织为细小的岛状贝氏体+针状铁素体+少量珠光体,沿晶界无析出物,晶粒未明显粗化,晶粒度约6级。S500Q焊接接头在热影响区获得片状马氏体组织,组织中存在孪晶。S500Q母材组织为回火索氏体。
图2 S500Q焊接接头组织
对退火后B780CF钢板焊接接头进行金相组织分析,见图3。B780CF焊缝组织为先共析铁素体+碳化物+少量第二相颗粒。B780CF焊接接头在热影响区获得板条马氏体组织,组织中含有较多位错。B780CF母材组织为回火索氏体+粒状贝氏体。
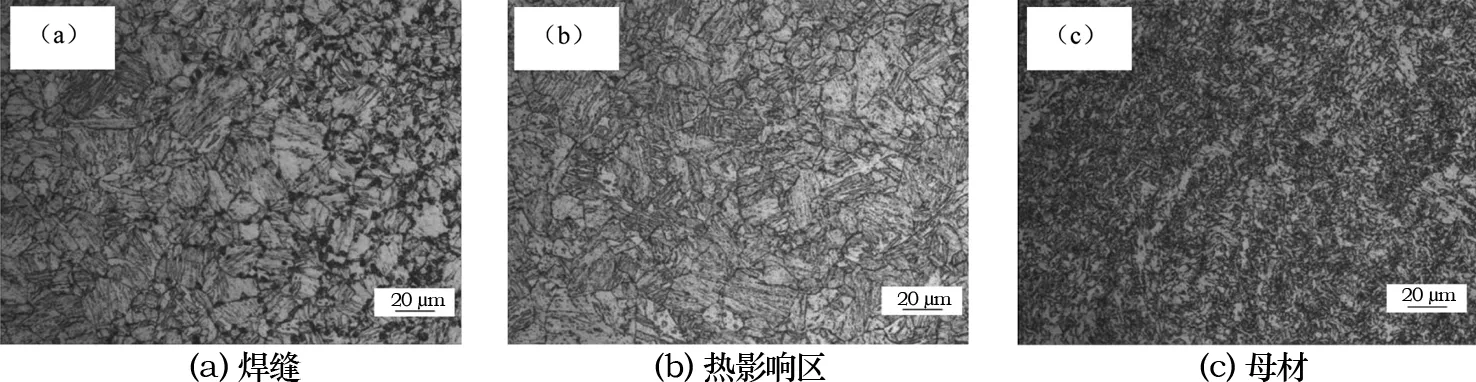
图3 B780CF焊接接头组织
分别从母材到焊缝对不同强度等级钢板退火后的焊接接头进行连续的显微维氏硬度测试,测试点间隔为0.5 mm,结果见图4(1-5点是钢板母材,6-11点是热影响区,12-14点是焊缝)。从图中可以看出,两者的硬度分布规律相同,在热影响区处硬度最低,但S500Q焊接接头的硬度整体高于B780CF焊接接头的硬度。B780CF焊缝硬度与母材相当,S500Q焊缝硬度高于母材硬度。
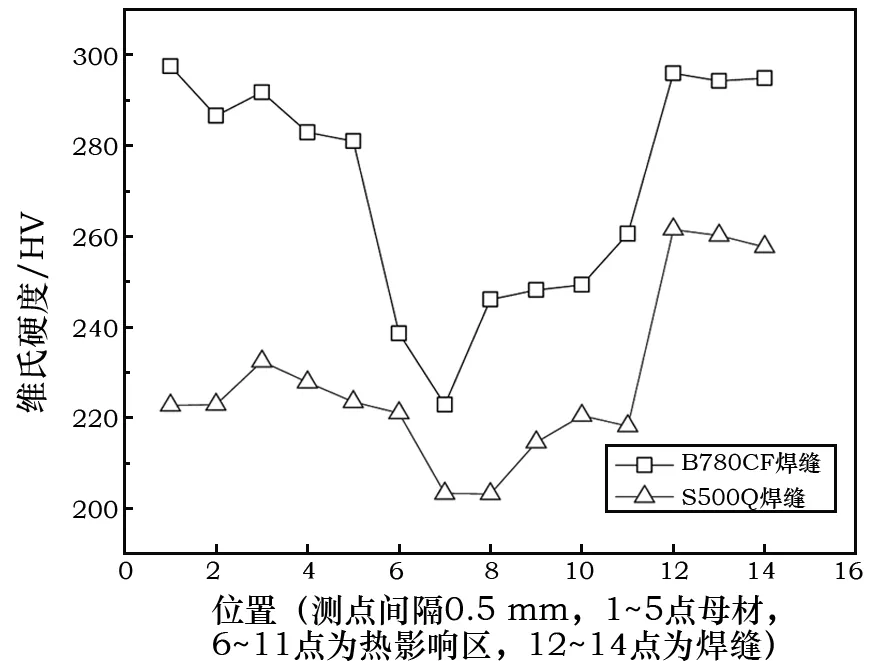
图4 不同强度等级钢板焊接接头硬度分布
2.2 S500Q断裂韧性试验结果
试验过程采用位移控制,加载速率0.01 mm/s,通过COD引伸计记录缺口张开位移,同时存储COD及载荷数据。S500Q焊缝、热影响区和母材C(T)试样的力与缺口张开位移COD曲线见图5所示。

图5 S500Q焊接接头试样的力-缺口张开位移COD曲线
断裂韧度J0值和δ0值对尺寸敏感,与试样厚度B直接相关。表5是S500Q焊接接头焊缝区、热影响区和母材的断裂韧度J0计算值和δ0计算值。根据计算结果可知,S500Q母材的断裂韧性最低,J0值和δ0值分别为28.89 kJ/m2和0.028 mm;焊缝的断裂韧性最高,J0值达到了224.75 kJ/m2,δ0值达到了0.160 mm。

表5 S500Q焊接接头不同部位的J0值和δ0值
2.3 B780CF断裂韧性试验结果
试验过程采用位移控制,加载速率0.01 mm/s,通过COD引伸计记录缺口张开位移,同时存储COD(mm)及载荷(kN)数据,B780CF焊缝、热影响区和母材C(T)试样的力与缺口张开位移COD曲线见图6。
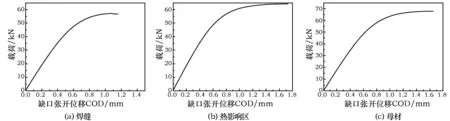
图6 B780CF焊接接头试样的力-缺口张开位移COD曲线
表6是B780CF焊接接头焊缝区、热影响区和母材的断裂韧度J0计算值和δ0计算值,J0值和δ0值是尺寸敏感的,与试样厚度B直接相关。由结果可知,B780CF焊缝的断裂韧性最低,J0值和δ0值分别为262.7 kJ/m2和0.157 mm,而热影响区的断裂韧性最高,J0值达到了451.6 kJ/m2,δ0值达到了0.244 mm。

表6 B780CF焊接接头不同部位的J0值和δ0值
2.4 讨论
有研究表明,钢的显微组织与断裂韧性存在一定关系。S500Q焊缝组织为细小的岛状贝氏体+针状铁素体+少量珠光体,具有较高的断裂韧性,是由于铁素体作为塑性相,使裂纹尖端发生钝化,从而增大裂纹扩展的阻力。B780CF焊缝组织为先共析铁素体+碳化物+少量第二相颗粒,断裂韧性较低,这是由于碳化物和第二相粒子使裂纹沿低能消耗的晶界路径迅速扩展[6]。S500Q热影响区为孪晶马氏体,B780CF热影响区为位错马氏体,位错板条马氏体改善断裂韧性,是由于板条束对裂纹传播有阻碍作用,孪晶的存在是提高强度的因素而对韧性不利,钢的韧性随孪晶密度的增高而降低,故而B780CF热影响区的断裂韧性显著高于S500Q热影响区[7]。S500Q母材组织为回火索氏体,其断裂韧性最低,B780CF母材组织为回火索氏体+粒状贝氏体,其断裂韧性较高,这是由于生成回火索氏体的过程中,组织均匀性受到影响出现了断裂韧性低谷,而粒状贝氏体出现阻碍了裂纹扩展,从而提高断裂韧性[8]。
材料在断裂时主要从材料最薄弱的部位,即其断裂韧性较低的地方起裂,然后裂纹扩展最终发生断裂,因此在研究焊接接头的断裂韧性时应重视断裂韧性较低的部位。研究发现S500Q焊接接头与B780CF焊接接头断裂韧性J0值和δ0值的趋势一致,都与硬度无明显联系。S500Q焊接接头抵抗裂纹扩展能力最弱的位置是母材,最易在母材处起裂,而B780CF焊接接头抵抗裂纹扩展能力最弱的位置是焊缝,最易在焊缝中心处起裂。
3 结论
(1) 本文获得了S500Q焊接接头与B780CF焊接接头在退火热处理后,其焊缝、热影响区和母材的断裂韧性J0值和δ0值,并分析了焊缝组织与断裂韧性的关系。结果表明,S500Q焊接接头母材位置的断裂韧性最低,J0值和δ0值分别为28.89 kJ/m2和0.028 mm,B780CF焊接接头焊缝位置的断裂韧性最低,J0值和δ0值分别为262.7 kJ/m2和0.157 mm。
(2) 本文解决了抽蓄机组进行高强度等级钢板S500Q焊缝和B780CF焊缝缺陷断裂力学分析时存在的只能参照其他材料断裂韧性的问题,为抽蓄机组高强钢板焊接部件的强度分析与寿命计算提供了重要依据。
