基于物联网的冷轧无缝钢管检测控制系统设计
2021-12-14宗克欣胡文豪陈泽民朱仁杰杨文睿孙逸晨
宗克欣,张 陈,胡文豪,陈泽民,徐 成,朱仁杰,杨文睿,孙逸晨
(江苏理工学院 机械工程学院,江苏 常州 213001)
0 引 言
在机械加工制造业、零部件制造业中,冷轧无缝钢管精密度需要控制在20丝左右。高精度冷轧无缝钢管的推广应用有利于提升材料利用率,改善产品质量,提高生产效率。为了能够满足工业应用要求,提高产品质量,制管厂必须严格控制冷轧无缝钢管外表面几何尺寸精度。所需控制钢管外表面的几何尺寸主要有直径、圆度、直线度和长度。目前,对于冷轧无缝钢管的检测,如直径、壁厚等的尺寸,大部分工厂还在采用卡尺、千分表等接触式测量方法。当然,也有少数工厂采用压力与电压之间的转换测量、霍尔元件测量等物理测量方法。这些测量方式存在大量弊端,如检测精度低、速度慢,还容易造成测头磨损、损伤钢管表面精度等。为了适应现代化加工制造需求,设计一种检测精度高、效率高的自动化检测及分拣系统尤为重要。本设计通过激光传感器进行定位检测,通过PLC编写控制程序,利用VB可视化编程软件与激光传感器进行数据实时传输及处理。从钢管传输、定位、检测到分拣结束的自动化流程,有助于加快检测节奏,提高检测精度。通过激光传感器对待测钢管进行定位、调整,能同时进行多种规格冷轧无缝钢管在线检测,使设备具有普遍适应性。该检测系统利用PLC控制程序与VB逻辑算法实现了产品的实时检测筛选,节约了时间。
1 机械结构设计
1.1 检测要求
由光电传感器判断有无待测钢管,反馈给PLC控制传送带启停;VB通过通信线与激光传感器连接,实现冷轧无缝钢管定位及后续外部尺寸检测;由PLC控制伺服驱动器分别带动激光传感器实现垂直面各向运动和三爪气缸X轴运动;由PLC控制电磁阀驱动3个气缸动作,实现待测钢管竖直位置调整和待测钢管固定旋转;VB依据检测数据,将结果反馈给PLC,由PLC控制分拣电机运作,从而实现合格箱和废品箱的切换[1-3]。
1.2 结构设计
冷轧无缝钢管检测机机械结构如图1所示。其中,1为分隔条,均匀安装在传送带表面,待测钢管位于相邻2个分隔条之间,以防止待测钢管在传送带上滚动,用于提高输送机构的稳定性。传送带通过转动轴设置在支架上,三相异步电动机驱动转动轴转动,转动轴带动传送带转动,从而将钢管输送到检测机构。7为光电传感器,用于检测当前位置有无待测钢管。钢管由输送机构送出,经输送斜台过渡,借助自重滚落到支撑滚轴的安装腔内。检测机构的底板两端分别设有丝杠,伺服电机作为驱动,均设有导向柱,使螺母运行更平稳,在底板另一端亦有类似装置。螺母与三爪气缸固定连接,用于辅助待测钢管旋转。三相异步电动机固定在对应螺母上,与三爪气缸固定连接,带动其旋转,从而与三爪气缸一起带动待测钢管旋转。底板中间固定有升降气缸,升降气缸推动升降台在导柱导向作用下平稳的上下移动。通过回转气缸转动设置在升降台上的支撑滚轴,若干支撑杆沿支撑滚轴转轴圆周方向布置,且沿着转轴长度方向成排分布,相邻两排支撑杆形成90°安装腔,输送机构将待测钢管传输至安装腔内。底板上设有支撑架,支撑架上设有丝杠、起导向作用的导向柱和驱动伺服电机。通过螺母滑动设置在支撑架上的检测装置,包括激光传感器,与其固定相连的螺母,控制物体移动的伺服电机,以及丝杠和导向柱。分拣机构包括起过渡作用的输出斜台,通过隔板将箱体分隔为合格箱和废品箱,利用三相异步电动机转动设置在箱体上的分拣转动台的宽度,使其与废品箱的宽度保持一致,然后将所述检测机构检测完成的钢管进行分类,并放入对应的合格箱或废品箱内[4-5]。
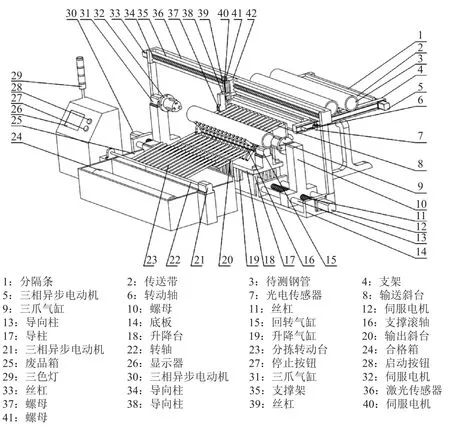
图1 冷轧无缝钢管检测机机械结构示意图
2 控制设计
首先,应用VB软件编写满足需求的总体可视化控制界面;然后,编写VB通信程序,分别实现与PLC和激光传感器的通信;接着,依据传感器数据编写VB程序实现PLC相应软件的通断,并编写PLC控制程序;最后,完善界面,显示数据与结果,再通过物联网模块实时将数据传输到手机端[6]。
2.1 电气控制组成
检测与分拣系统包括五大子系统,其中激光检测子系统仍采用激光随动定位机构方案:普通电机带动传送带运动,光电传感器作为开关信号控制电机启停;支撑滚轴作为夹持固定平台,螺母滑块带动激光传感器定位;升降气缸调整竖直方向位置,利用丝杠将三爪气缸送入钢管端口内,三爪气缸张紧固定钢管;三相异步电动机带动三爪气缸旋转从而带动钢管旋转,由激光传感器进行检测;回转气缸带动支撑滚轴旋转90°后送出钢管,三相异步电动机驱动分拣转动台进行废品箱与合格箱的通道切换。
2.2 PLC控制程序流程设计
该检测系统可分为手动模式和自动模式。其中,手动模式分为控制激光传感器左移、激光传感器右移、激光传感器上移、激光传感器下移、三爪气缸外移和三爪气缸内移。自动模式下的具体过程:系统复位回到原点后,输送模块开始工作,待光电传感器检测到待测钢管后,通过传送带将钢管送到支撑滚轴上。之后,定位模块工作,激光传感器在滚珠丝杠带动下缓慢下移,当激光传感器检测到待测钢管后,初步确定钢管直径;确定直径后,激光传感器在滚珠丝杠带动下左移,检测到待测钢管左端口后,激光传感器在滚珠丝杠带动下右移,检测到待测钢管右端口后停止移动,从而完成对钢管的定位。接着调整固定模块,完成定位后,激光传感器和支撑滚轴分别做调整,使激光传感器在有效测量范围内,钢管圆心与三爪气缸圆心基本保持水平;调整完成后,三爪气缸在滚珠丝杠带动下水平调整对齐钢管端口,张紧固定;固定好后,支撑滚轴平台在气缸带动下下移。最后,检测模块、分拣模块、伺服电机带动三爪气缸旋转,三爪气缸再带动钢管旋转;激光传感器从右向左缓慢移动检测,当激光传感器检测完毕后,通过程序算法拟合,只要钢管有一项不在标准范围内,则废品通道打开,电机停止转动,支撑滚轴上移,三爪气缸松开撤出,支撑滚轴转动90°后将钢管送出至废品区;若钢管所有指标都处于标准范围内,则电机停止转动,支撑滚轴上移,三爪气缸松开撤出,支撑滚轴转动90°后将钢管送出至合格品区。当一根钢管所有检测工序都完成后,系统复位,传送带上的光电传感器检测并判断是否有待测钢管,若有,则继续检测下根钢管;若无,则关闭设备[7-8]。
3 软件界面设计
图2所示为软件操作界面。在自动模式下,系统能够实现各规格冷轧无缝钢管的混合检测,自动识别并判断当前钢管的型号并调取标准规格进行对比,同时还可将每天测量所得结果进行汇总统计[9-10]。

图2 软件操作界面
4 结 语
利用激光传感器实现冷轧无缝钢管外围尺寸的不接触测量,避免了现有测量法对工件和测量工具的损坏,提高了测量精度。通过现场调试和整体运行测试,该设计实现了冷轧无缝钢管激光检测与分拣的自动化。与传统检测手段相比,控制系统界面功能强,检测过程自动化程度高,检测结果精确度好,证明了结构设计的合理性和程序设计的可行性。
