磁流变弹性体磨具的制备及其性能研究
2021-12-02徐志强王秋良张高峰
徐志强 王秋良 吴 衡 王 军 张高峰
湘潭大学机械工程学院,湘潭,411105
0 引言
为了研发高效率、高精度和低损伤的超精密加工技术,一些学者开始以智能微纳米材料为载体研究新型研抛介质[1]。目前,已有基于磁流变液[2]、电流变液[3]、电磁流变液[4]和剪切增稠液[5]等智能材料的液体抛光介质,以及基于非牛顿流体高分子聚合物[6]的黏弹性体抛光介质。用以上介质加工工件可以获得高精度、高质量光滑表面,但是仍然存在一些缺陷:这些研抛介质的刚度不足,且磨粒是游离的或半固着的,导致加工效率未能明显提高,尤其是液体研抛介质还存在磨料易沉降现象。为了彻底解决上述问题,研究人员仍在不断探索适用于超精密加工的新材料。
磁流变弹性体(magnetorheological elastomer,MRE)是一种由橡胶类基体和软磁性颗粒组成的智能材料,具有可逆、响应迅速的变刚度特性和稳定性,主要应用于减振降噪、智能控制等领域[7-9]。在MRE制备方面,硅橡胶、天然橡胶和聚氨酯等聚合物常被用作基体[10-12],羰基铁、钴、镍及它们的氧化物常被用作软磁性颗粒[13]。在MRE性能测试方面,XUAN等[14]搭建了一套磁流变力学测试系统,系统地研究了MRE的磁粉链化情况和磁致力学性能;KCHIT等[15]研究了MRE的电学特性;LEE等[16]通过摩擦磨损试验证明了磁场能抑制MRE的磨损。随着研究的深入,MRE的制备技术越来越成熟、应用领域越来越广泛。
鉴于MRE优越的力学性能和变刚度特性,本文将MRE应用到超精密加工中,研制出一种以MRE为结合剂、以金刚石微粉为磨料的新型研抛介质——磁流变弹性体磨具(magnetorheological elastomer abrasive tool,MREAT)。这种新型磨具的磨料完全固着,也不存在沉降问题,所以能提高材料去除率;基体与工件柔性接触,能有效减少表面损伤,而且可以调节MREAT周围磁场强度来控制其刚度,实现与工件表面不同程度的贴合。本文以704硅橡胶为基体,分别在零磁场和400mT磁场条件下成功制备各向同性和各向异性MREAT,并用EDS、XRD、超景深光学显微镜、电子万能试验机和MarSurf PS 10粗糙度测量仪等设备研究了外加磁场对MREAT的微结构和性能的影响情况,为其在磁控柔性研抛加工领域的应用研究提供一些依据。
1 制备
1.1 原材料
704硅橡胶用作基体材料,呈黑色;羰基铁粉购于德国BASF公司,平均粒径为2 μm,作为软磁性颗粒;金刚石微粉粒度为w5,用作磨料;二甲基硅油由美国道康宁公司生产,黏度为0.1 Pa·s,用作增塑剂。
1.2 制备装置
根据MREAT制备工艺的需求设计了一套热磁力耦合成形装置,其结构简图见图1。图中,模具设计成上模、中框和下模三段式结构,材质为不导磁的铝合金,能制备出最大尺寸为40 mm×20 mm×15 mm的块状样品,加热板和温度控制器能提供20~300 ℃的恒温环境,外置压力机提供0~20 MPa的压力,沿竖直方向施加在模具的上模表面,加磁部分由DT4C纯铁材质的导磁架和2块N52铷铁硼永磁铁组成,能够提供强度约400 mT的近似匀强磁场。

图1 热磁力耦合成形装置结构示意图Fig.1 Structure diagram of a heat-magnet-force coupled device
1.3 制备工艺
MREAT制备流程分为混炼、浇注、加磁、热压成形和深度固化等阶段,如图2所示。首先按照表1中的配比分别依次称量出704硅橡胶、二甲基硅油、羰基铁粉以及金刚石微粉,将这4种原料倒入混炼机中反复混炼,得到混合均匀的黏稠混合物;其次将混合料置于真空干燥箱,室温下抽真空15 min,去除混合物内的气泡,再将混合料倒入模具内;再次将模具置于图1所示装置中一段时间,保持温度30 ℃,待羰基铁粉和金刚石磨粒在磁场作用下稳定分布后,在模具上模施加5 MPa压力将材料压制成形,获得各向异性MREAT(制备各向同性MREAT时,不需要磁场,故移去装置的励磁部分)。常温下保压固化10 h后脱模,经分割修整后得到若干块状和柱状的样品,如图3所示。

图2 磁流变弹性体磨具制备工艺流程Fig.2 Preparation process of MREAT

图3 磁流变弹性体磨具样品Fig.3 MREAT samples

表1 磁流变弹性体磨具样品制备条件Tab.1 Preparation conditions of MREAT samples
2 表征
采用扫描电子显微镜(SEM)与能谱仪(EDS)分析MREAT的组成元素,样品表面喷金处理,加速电压20 kV;采用X射线衍射(XRD)仪分析MREAT的结构参数,测试中使用CuKα射线光源,波长λ=0.154 nm,管电流为15 mA,管电压为40 kV,扫描角度为10°~90°,扫描分辨率为0.02°;采用超景深光学显微镜VHX-2000观察各向同性和各向异性MREAT的表面微观形貌。
使用电子万能试验机(型号RGM-4100)测试MREAT在不同磁场下的压缩力学性能,设备见图4。磁场条件由两块圆柱体永磁铁提供,通过改变磁铁间距调节磁场强弱,用高斯计标定磁场强度。试样直径为15 mm、厚度为8 mm,压缩速度为0.1 mm/s。
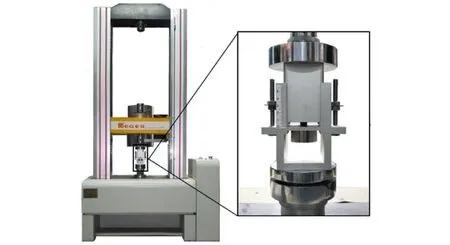
图4 单轴压缩测试系统Fig.4 Uniaxial compression test system
研抛性能测试在抛光装置(图5)上进行,如图5a所示,抛光头安装在三轴联动数控移动滑台上,励磁夹具通过压块固定在支架上,且励磁夹具内部放置有磁铁,用于为抛光过程提供外加磁场;实验中选用钛合金块作为抛光工件,通过强力胶固定在励磁平台上表面;半球形的MREAT固定抛光工具的端部;抛光装置内部结构如图5b所示,腔体内部放置有一块圆柱体永磁铁,与励磁夹具内部磁铁共同构成磁场线垂直于工件表面的磁场。抛光时,抛光工具在数控平台和电机的带动下作平动和自转运动,实现与工件对磨,研抛实验参数见表2。
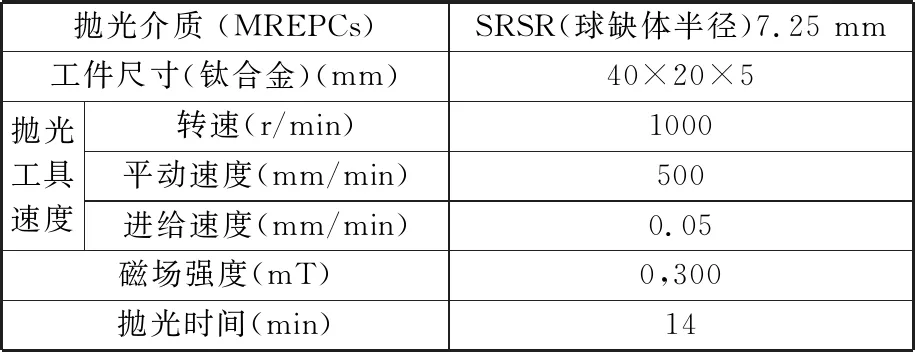
表2 研抛实验参数Tab.2 Parameters of polishing experiments

(a)抛光装置整体实物图
3 结果与讨论
3.1 新型磨具成分分析
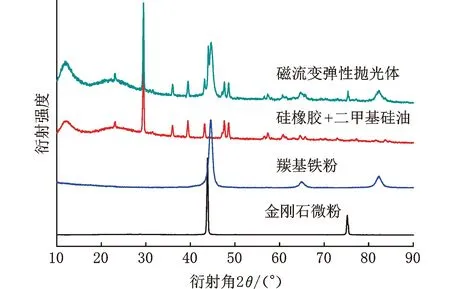
图6所示为MREAT材料表面的EDS分析结果,图6a、图6b分别对应线扫结果和面扫结果。图6a中右上角为磨具的SEM图像,可以看到呈球形的羰基铁粉以及不规则形态的金刚石颗粒。由EDS线扫能谱图6a可知,新型磨具基体中含有C、O、Si、Fe和Ca五种元素,其中,Si元素的含量最高,这与磨具制备时的配比相吻合,被检测出的少量Ca元素则来自704硅橡胶中用作补强剂的CaCO3。由EDS面扫能谱图6b可知,Si元素的含量最高,同时Fe元素呈现链状分布,与其微观形貌表征结果相符。图7是MREAT的XRD图谱,图7中同时存在着尖峰和宽峰。通过与图7b中各组分的XRD图的比对可知,在衍射角2θ为43.7°和75°处强度较高的尖峰代表C元素,在2θ为44.9°、65.4°和82.5°处强度较高的尖峰代表Fe元素,在2θ为23°、29.5°、36°、39.5°、43°、47.5°和48.5°等处的尖峰代表CaCO3化合物,而在2θ为12°和23°处有强度不高的宽峰,表明磨具基体中存在不定形态的物质,即硅橡胶和硅油混合物[17]。除此以外,没有出现其他图谱特征,说明MREAT是一种聚合物复合材料。

(a)线扫图片
3.2 微观结构分析
(a)整体成分分析
(a)样品1 (b)样品2
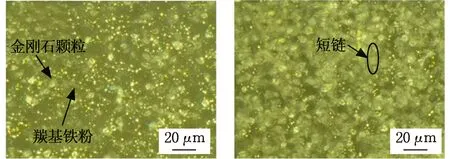
MREAT的表面微观结构如图8所示,图8a展示的是各向同性MREAT的微观形貌,在制备过程中没有对该样品施加磁场,可以看到基体中的羰基铁粉与金刚石磨粒呈随机分布,这是由样品在制备过程中的机械混炼作用和微粒的布朗运动造成的。图8b~图8d展示的是各向异性MREAT的微观形貌,这些样品在制备过程中被施加了400 mT的近似匀强磁场,可以看出,基体中的金刚石磨粒依然呈随机分布,但是羰基铁粉则聚集在一起呈若干链状或柱状结构,而且链状结构的取向基本一致。这是因为在制备过程中施加磁场后,羰基铁粉会在磁场下被磁化而相互吸引,当磁力大于基体的阻力时,羰基铁粉会沿磁场线方向移动并呈规则排布。对比图8b~图8d中的羰基铁粉链,可以发现链状结构越来越长、越来越粗,甚至出现柱状结构。由表1中数据知,上述图片对应的MREAT样品的金刚石颗粒和羰基铁粉的总量相同,但是其质量比分别为1∶1、1∶4和1∶9,所以金刚石颗粒的含量越少,羰基铁粉的含量越多,链状结构就越容易形成。由以上现象可以得出:在MREAT制备过程中,外加磁场会引起基体内部微观结构的改变,主要是使羰基铁粉聚集形成链状结构,这些微结构特征的形成效果与MREAT各组分含量、羰基铁粉所受磁力、基体阻力的相对大小等多种因素有关。
为了获知磁场强度对MREAT硬度的影响情况,采用邵氏橡胶硬度计LX-A测量MREAT在不同磁场下的硬度,图9是磁流变弹性磨具的硬度结果图,可以看出,样品1的硬度值在0或300mT的外磁场下均为4个样品中的最低值,这是因为样品1在制备过程中未加磁场,导致基体内部羰基铁粉与金刚石磨粒呈现随机分布的各向同性,而样品2~样品4是在制备过程中施加了外磁场,基体内部羰基铁粉呈现链状排布的各向异性,因此,三者的硬度均大于样品1的硬度。在零磁场下样品2~样品4的硬度依次降低,以上现象主要由样品中羰基铁粉和金刚石含量的不同所导致,由于金刚石硬度远大于羰基铁粉的硬度,故金刚石含量对样品的硬度起主导作用,从而导致样品2的硬度最高。

图9 磁流变弹性体磨具硬度测试结果Fig.9 Hardness test results of MREATs
综上所述,由样品的微观结构实验结果可得,样品3中羰基铁粉颗粒呈链状排布且链型较好,金刚石磨粒也比其他样品分布更均匀;由样品硬度实验可得,样品3的硬度较大且磁场作用下硬度调节效果更好。考虑到本材料是用于磁控柔性研抛加工,故本文选用样品3作为后续压缩力学性能和抛光性能的研究对象。
3.3 压缩力学性能分析
图10所示为MREAT在零磁场单轴压缩测试下的应力应变曲线。可看出,MREAT的大应变压缩过程大致分以下3个阶段:①线性阶段。A段曲线部分,该部分的曲线斜率基本恒定,即材料的刚度保持恒定,材料处于线弹性变形状态,表现出的力学特性与普通橡胶材料相似,另外,在A段起始部分材料应力出现了非线性波动,如放大图所示,这是由于电子万能试验机上压缩装置中的压头与MREAT表面接触不充分造成的。②非线性阶段。B段曲线部分,该部分的材料刚度开始缓慢增加,基本呈线性增长,在该阶段,MREAT中的粉体颗粒从相互靠近、部分接触到完全接触。③高次非线性阶段。C段曲线部分,该部分的材料刚度开始快速地呈非线性增长,此阶段的MREAT被充分压实,趋于硬化状态。由以上描述可知,在MREAT的整个压缩过程中,除去压缩起始波动部分的线性阶段最具有工程应用价值。

图10 大应变压缩下试样的压缩应力-应变曲线Fig.10 Force-displacement curve of the specimen under large strain compression
图11展示的是在压缩过程的线性阶段,MREAT在不同强度的外加磁场下表现出的力学特性。由试样的受力-位移曲线斜率变化趋势可得,随着磁场强度的增大,曲线斜率变大,即MREAT的压缩弹性模量逐渐增大,这证实了其具有与磁流变弹性体相似的磁致变刚度特性。按照磁偶极子理论来解释[18-19],是因为MREAT中含有羰基铁粉,羰基铁颗粒磁化后会成为磁偶极子,具有磁偶极矩,相邻的磁偶极子间会产生相互作用力,该作用力沿压缩方向上的分量会使压缩力增大,进而使压缩弹性模量增大,而且磁性颗粒间的相互作用效果与磁场强度成正比,所以外加磁场强度越大,MREAT的压缩弹性模量就越大。因此,可以通过改变外加磁场强度来控制MREAT的刚度变化情况。

图11 不同磁场强度下试样的压缩力-位移曲线Fig.11 Force-displacement curves of samples with different magnetic field intensities
3.4 材料去除机理分析
MREAT的材料微量去除行为原理如图12所示。图12a~图12c所示为MREAT在零磁场下对材料微量去除的过程,由图可知,MREAT基体内部磨粒被呈链状分布的羰基铁粉包裹,当突出磨粒的切割边与工件表面的粗糙度峰接触时,由于抛光体具有弹性,导致羰基铁粉和磨粒会随着基体变形,磨粒出现“弹性退让”现象(即磨粒在峰的阻挡下移动甚至越过阻碍物),所以只有粗糙度峰顶端很小的一部分或者没有材料被磨粒切掉,宏观上表现为材料去除率低。而图12d~图12f中,在外加磁场的作用下,颗粒链中的羰基铁粉会产生相互作用力,使抛光体不易发生变形,而且颗粒链将磨粒紧紧夹持,当磨粒靠近粗糙峰时,铁粉链会阻碍磨粒产生“弹性退让”现象,导致粗糙度峰上产生较大的磨屑。因此,外加磁场会提高材料去除率。

(a)磨粒靠近粗糙峰 (b)磨粒切割粗糙峰(c)磨粒穿过粗糙峰后恢复形变
用半球形MREAT分别在零磁场和300 mT磁场下抛光两块已经过500目氧化铝砂轮磨削预处理的钛合金块,每间隔2 min用MarSurf PS 10粗糙度测量仪测量一次工件表面粗糙度,得到表面粗糙度随时间变化曲线,如图13所示。由图可知,在同一时刻,外加磁场下抛光的工件表面粗糙度总是小于无磁场抛光的工件表面粗糙度。在300 mT磁场下抛光的钛合金表面粗糙度能够快速下降至较低值,然后变化趋于平缓。虽然在零磁场下抛光的工件表面粗糙度也能降至较低值,但是需要抛光更长的时间。因此,外加磁场可以提高MREAT对工件的表面材料去除率。此外,为了进一步描述磁场对MREAT抛光效果的影响,本文采用称量法得到抛光过程中工件表面的材料去除量,图14所示为材料去除量分别随时间变化的曲线,可以看出,材料去除量随着时间的延长而逐渐增大,且抛光一定时间后,即使再延长时间,材料去除量也基本趋于稳定。

图13 工件表面粗糙度随加工时间变化曲线Fig.13 Variation curve of workpiece surface roughness with machining time
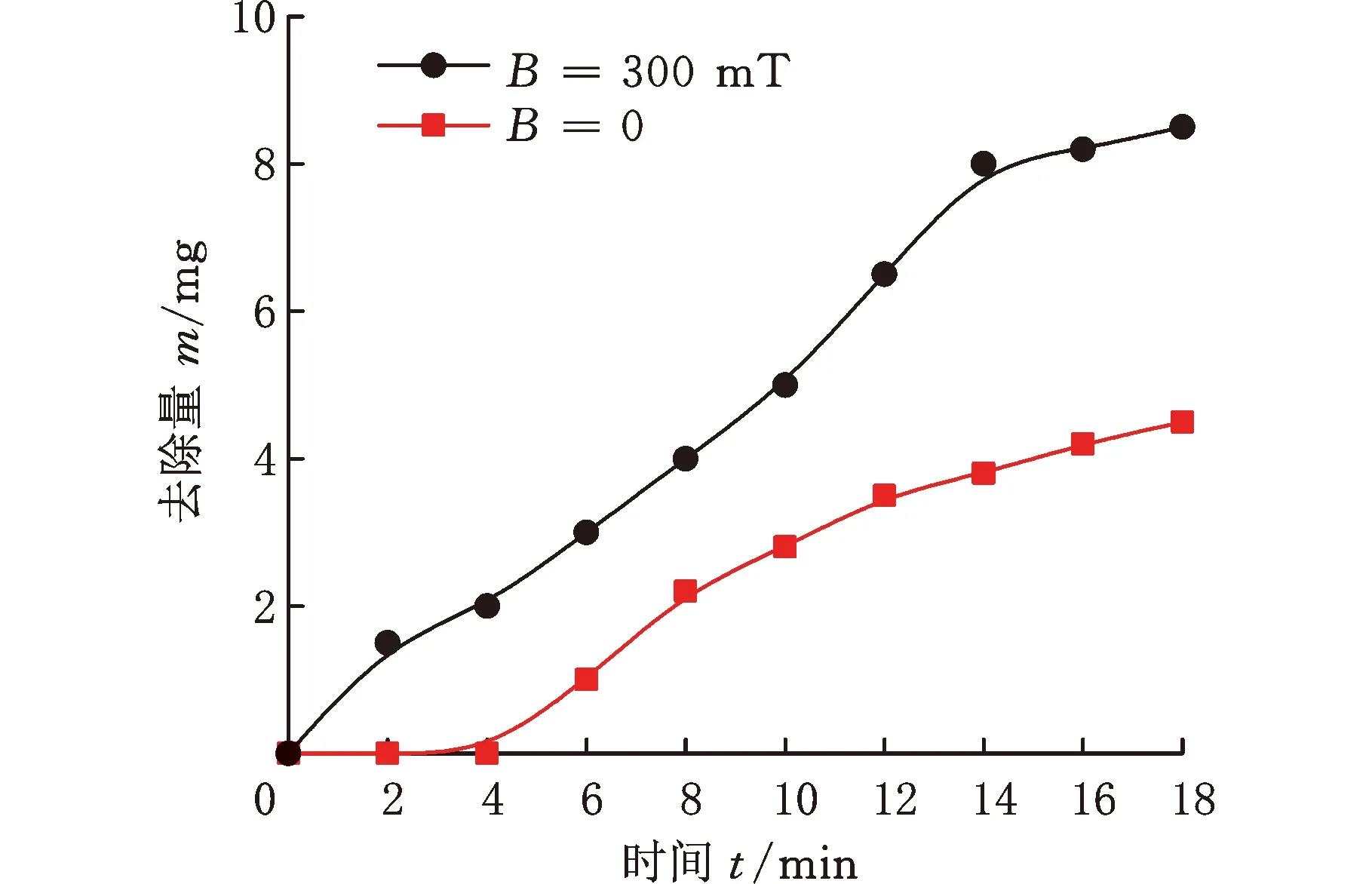
图14 材料去除量随加工时间变化曲线Fig.14 Variation curve of material removal with machining time
为了进一步分析磁场对工件表面材料去除的影响情况,用超景深光学显微镜观察抛光前后的钛合金表面形貌并测出对应的表面粗糙度轮廓曲线,结果见图15。图15a中,经过500目氧化铝砂轮磨削预处理的钛合金表面留下长且深的磨痕,工件表面轮廓曲线的波峰、波谷数量相对较少,但波动起伏大,波纹周期长,粗糙度Ra为0.365 μm;图15b中,用MREAT在零磁场下抛光后,钛合金表面的磨痕呈现较浅的细线状,工件表面轮廓曲线的波峰、波谷参差不齐,但是整体幅度减小,波动比较平稳,Ra减小到0.077 μm,减幅达78.9%,说明MREAT作为一种新型磨具,可以有效减小工件的表面粗糙度;图15c中,用MREAT在300mT磁场下抛光后,工件表面几乎看不到磨痕,其表面轮廓曲线的波幅更小、波动更平稳,Ra减小到 0.037 μm,与零磁场抛光相比,表面粗糙度减小了51.9%,说明外加磁场可以改善MREAT对工件的抛光效果。主要原因在于MREAT的刚度可以被其周围的磁场强度调控,磁场下的MREAT会瞬间变“硬”,这也与3.3节的磁致压缩结果相对应,使其与工件表面接触更紧密、贴合面更大,进而提高了MREAT的加工效率,使工件表面快速达到高精度要求。

(a)磨削处理
4 结论
(1)本文采用磁场辅助模压成形方法成功制备出新型研抛介质磁流变弹性体磨具,制备过程中的外加磁场会使磁流变弹性体磨具内部的羰基铁粉聚集形成链状微结构。
(2)磁流变弹性体磨具的压缩弹性模量会在磁场下产生变化,即磁流变弹性体磨具具有磁致变刚度特性,这与磁场诱发的磁流变弹性抛光体内部的微观结构的改变有关。
(3)磁流变弹性体磨具在零磁场下可以有效降低工件的表面粗糙度,而且它对工件的加工效果会在外加磁场下得以提高,这一特性可以应用到超精密加工中,实现磁控柔性研抛加工。
