炼油污水处理油泥减量化装置设计与调试
2021-12-01陈长顺陈建正贾秀芹
陈长顺,陈建正,贾秀芹
(1.中国石化沧州分公司,河北沧州 061000 2.中国石化南京工程公司,江苏南京 211100)
炼油污水处理场运行过程中产生的污泥主要包括隔油池底泥、浮选池浮渣、剩余活性污泥等。近年来,随着我国环保法规的日趋严格和企业技术进步的强烈要求,含油污泥的污染控制与资源化、减量化、无害化已成为石油炼制行业急需突破的瓶颈。目前国内外对含油污泥的处理方法主要有焚烧法、热解析法、生物处理法、热化学洗涤法、溶剂萃取法、固化处理法等。炼油污水处理场油泥、浮渣由于含水率较高,含油率较低,其处理成本较高而且技术难度较大,一直是国内外炼油行业的环保难题。
1 污水处理装置概况
某炼化公司污水处理装置包括隔油、浮选(两级)、两段生化曝气、氧化沟、氧化池和还原池、气浮滤池等。为满足GB 31570—2015《石油炼制工业污染物排放标准》特别排放限值要求,于2017年实施技术改造,利旧曝气池改造为水解酸化池和A/O生化池,利旧原氧化池和还原池改造为臭氧催化氧化池,同时新建高密度沉淀池、BAF曝气生物滤池。该装置主要处理污水处理场运行过程中产生的油泥、浮渣,于2018年9月开工建设,2019年4月建成并投入使用。
2 设计指标及工艺流程
2.1 设计指标
设计处理规模1.5 t/h;油泥含固率≤2%,含油率≤10%;污泥经干化过后,含水率25%~40%。
2.2 工艺流程
浮渣、油泥干化流程见图1。
由图1可见,来自污水处理装置的罐底油泥和浮渣输送至浓缩罐,通过提升泵定量输送并与破乳剂在管道混合器中混合后进入破乳罐,经破乳后的底泥被油泥泵送至离心脱水机,上部的浮油则定期排至油水分离槽。离心脱水机分离出的含水率85%的油泥进污泥干化机,干化后的油泥吨袋包装,外运处理。干化机排出的尾气经尾气净化设施预处理后送至污水处理装置VOCs处理系统。
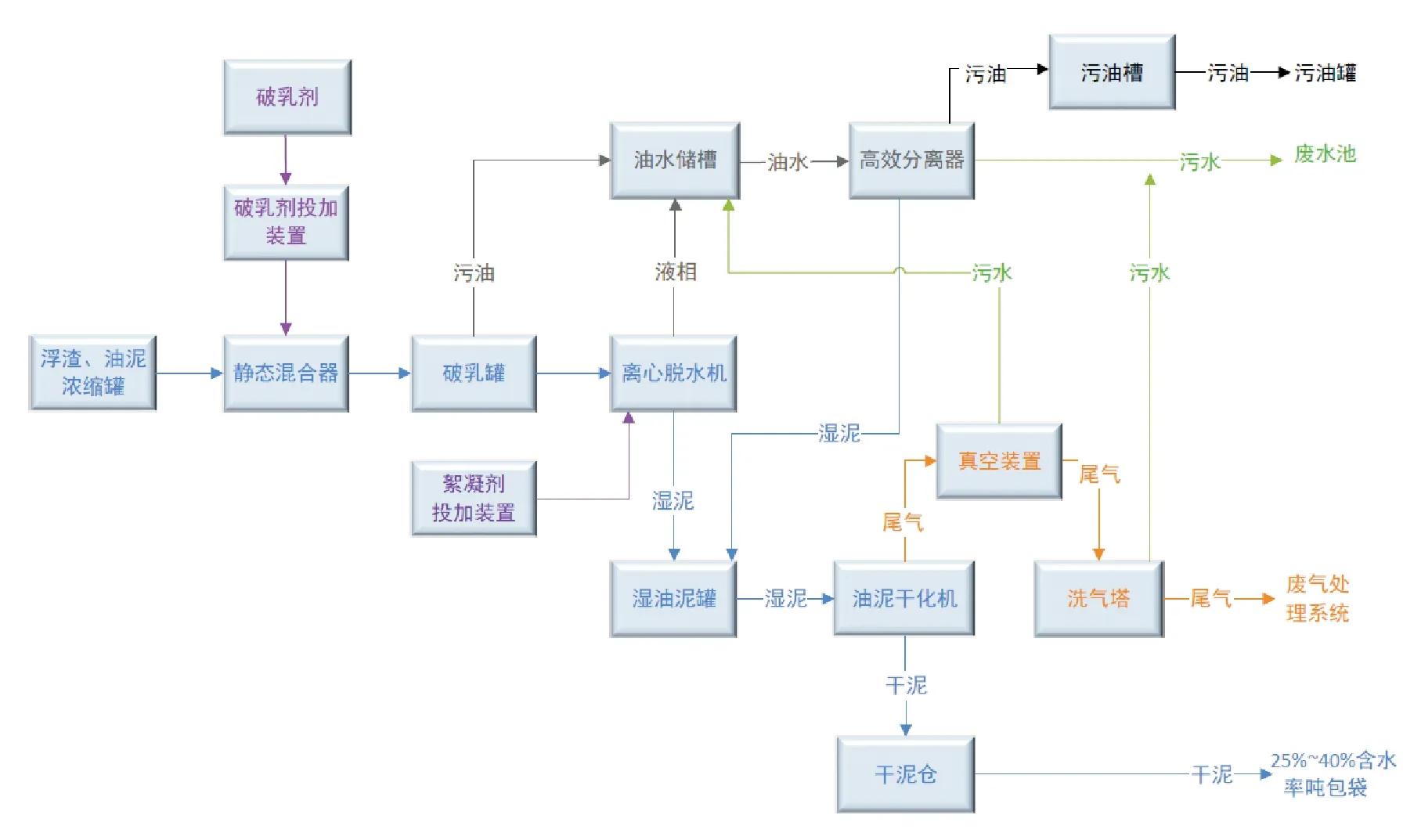
图1 浮渣、油泥干化流程
3 主要处理设备及设施
3.1 浓缩罐
100 m浮渣浓缩罐2座、100 m油泥浓缩罐1座。浮渣、油泥在浓缩罐中的停留时间一般为1~12 h。
3.2 破乳罐
70 m破乳罐1座,设备尺寸φ3 000 mm×9 000 mm。液位控制高度7 400 mm±150 mm,运行温度25~50 ℃。在破乳剂的作用下,对油泥进行破乳分离,浮渣、油泥设定控制界面中高液位,后端离心脱水机每累计运行24 h,破乳罐7 000 mm处排油口排油5 min。
3.3 离心脱水机
设备数量1台,设备尺寸2 800 mm×1 000 mm×1 500 mm,转鼓内径300 mm,转鼓最大速度4 500 r/min,处理量1.5 m/h,功率15 kW。
3.4 高效分离器
设备数量1台,转鼓内径470 mm,转速6 700 r/min,转鼓容积15 L,水通量10 t,排渣周期60 s~4 h,处理能力3~5 t/h,功率18.5 kW,机器重量2 000 kg,外形尺寸1 600 mm×1 350 mm×1 600 mm,进料压力0.05~0.1 MPa,出料压力≤0.35 MPa。
3.5 油泥干化机
设备数量1台,功率37 kW,处理量240 kg/h,蒸发量188 kg/h,出料量52 kg/h,主机转速约15 r/min,外形尺寸7 786 mm×2 050 mm×2 802 mm,初含水率85%,终含水率30%,蒸汽温度160℃,蒸汽耗量约300 kg/h,工作温度75~120 ℃。设置在线含氧分析仪2台,当氧气浓度超过1%报警,充氮保护。
3.6 尾气净化设施
包括洗气塔、循环水泵、离心风机等设备。洗气塔尺寸φ1 200 mm×5 120 mm,材质为304不锈钢,内部填装304鲍尔环填料,2层;循环水泵2台,流量12.5 m/h,扬程20 m;离心风机1台,功率5.5 kW,风量2 000 m/h,风压3 832 Pa。
4 运行与调试
浮渣、油泥干化系统自2019年4月15日开始进料调试,处理量为2 m/h。浮渣、油泥干化系统6月底达到连续稳定运行状态,系统调试过程遇到的问题、原因及处理措施如表1。
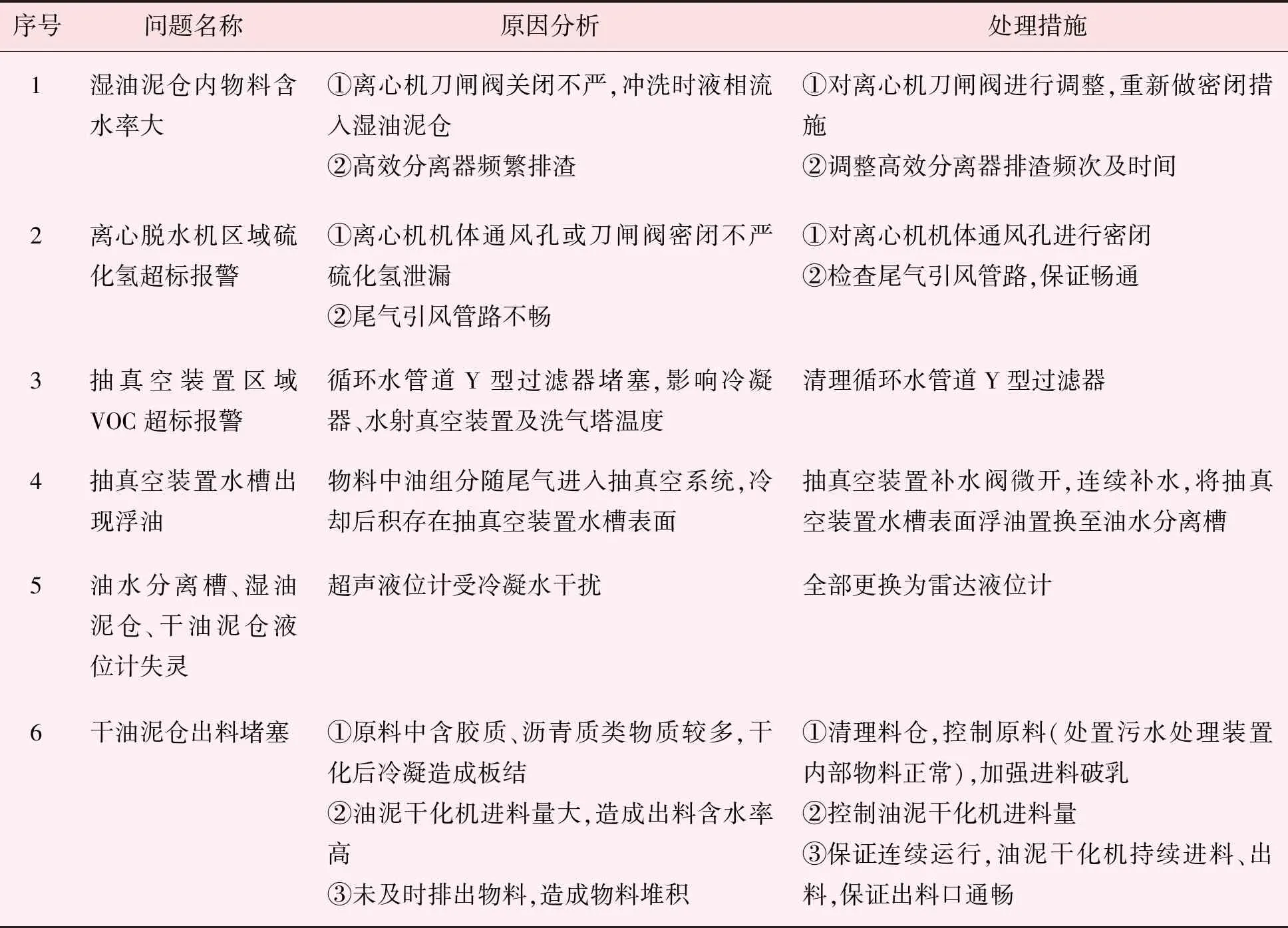
表1 系统调试过程遇到的问题、原因及处理措施
5 运行效果分析
油泥干化系统于2019年8月20日至8月22日进行标定,累计进料172.10 m,均值2.39 m/h。产生干化油泥3.78 t,含水率均值为2.92%,按照出料含水率均值折为3.67 t,平均处理量为0.34 t/h。
委托第三方于2019 年12 月10-11日对项目大气污染源进行监测,检测结果如表2。

表2 项目大气污染源进行监测结果 mg/m3
结果表明,检测期间外排废气中,苯、甲苯、二甲苯、非甲烷总烃满足DB13/2322—2016《工业企业挥发性有机物排放控制标准》,同时满足GB31570—2015中大气污染物特别排放限值。
厂区污水处理站外排废水中主要污染物排放浓度如表3。
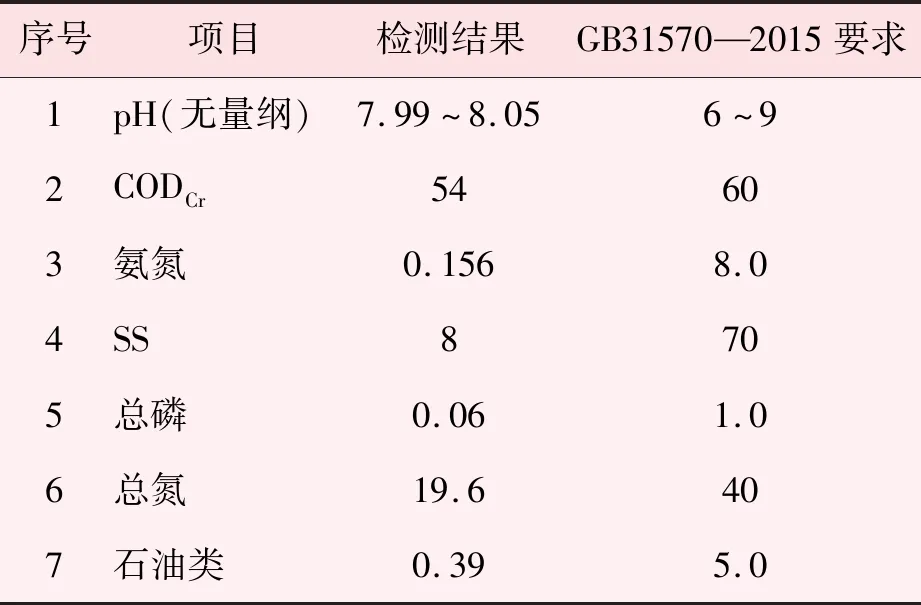
表3 厂区污水处理站外排废水检测结果 mg/m3
结果表明,检测期间pH、COD、氨氮、SS、总磷、总氮、石油类等主要污染因子均能够满足GB31570—2015要求。
厂界噪声值检测结果如表4。
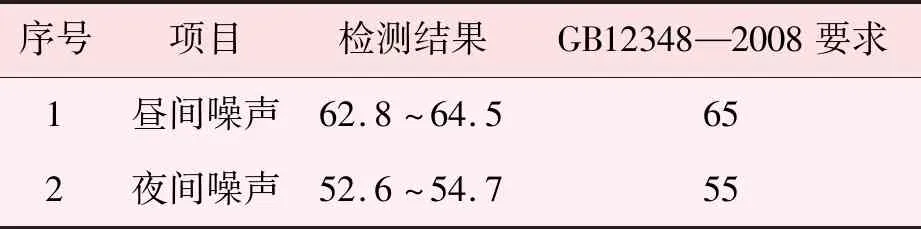
表4 厂界噪声值检测结果 dB(A)
结果表明,检测期间昼间噪声、夜间噪声能够满足GB12348—2008《工业企业厂界环境噪声排放标准》3类标准限值要求。
6 结语
该装置实践表明,污泥减量化装置运行稳定,在处理量达到2.0 m/h以上时,干化油泥含水率能够达到20%~30%的要求,且大气污染源、污水处理站外排废水、厂界噪声值等均能够满足标准要求。该技术的成功应用,实现了油泥的减量化,降低了危废的处置费用,具有较好的经济和社会效益,有一定的推广价值。