一种车用空压机半自动化装配线的设计应用 Design and Application of Semi-automatic Assembly Line of Air Compressor
2021-11-30张大双ZHANGDa-shuang魏恩发WEIEn-fa马辉MAHui
张大双 ZHANG Da-shuang 魏恩发 WEI En-fa 马辉 MA Hui

摘要:现阶段,各空压机厂的装配过程的传统装配线多以手工装配为主,装配过程中因人为错误造成的质量问题较多,装配效率较低。现设计开发一条空压机总成装配线,通过一线式防磕碰输送线,关键工序自动装配完成,并利用信息化管控完成数据追溯和过程CPK质量管控,实现多品种快速切换的半自动化装配。
Abstract: At present, the traditional assembly line of the air compressor is mainly assembled by hand, and there are many quality problems and low assembly efficiencies caused by human errors in the process. Now we design and develop an assembly line of air compressor. Through the one-line anti-collision transmission line, the key processes are automatically assembled, and the information management controls can be used to complete the data tracings and the process CPK quality controls, and semi-automatic Assembly can make sure for quick switch of multi-varieties.
关键词:空压机;装配线;自动化
Key words: air compressor;assembly line;semi-automatization
中图分类号:TH45 文献标识码:A 文章编号:1674-957X(2021)22-0028-02
0 引言
车用空压机是汽车气制动系统的造气气源,主要应用在中、重型载货车及变型车上,属汽车安全部件。近几年来,随着我国汽车工业的发展,车用空压机在设计水平、工艺水平、产品品种及质量等方面都有了较大的发展和提高。目前空气压缩机(以下简称空压机)的装配采用人工的装配方式,配置人员较多且劳动强度较大,装配时因人为错误造成的质量问题较多,装配效率较低。本文中以空压机作为例子,设计开发空压机总成装配线,通过一线式防磕碰输送线,采用精准定位和AGV运输系统,利用信息化管控完成数据追溯和过程CPK质量管控,取代人工装配,实现半自动化装配。
1 設计背景
某公司主要生产车用空压机,随着市场的不断扩大,现有装配线已不能满足公司的发展需求,为了减少人员和降低劳动强度,实现数据可追溯,提高产品装配质量,因此有必要设计一种全新的半自动化空压机装配线,将传统的人工体力劳动为主的装配线改进为人机结合的半自动化装配线,实现空压机多品种的便捷快速的切换。
2 设计方案
2.1 设计原则 该空压机装配线为少品种大批量生产,采用单班工作制,每班7小时,每年工作251天,空压机产能75000台/年,单班产量300台,产品换型时间不得超过3分钟(包括工装夹具)。根据空压机的结构特点和安装要求,按照空压机可追溯性要求,选用合适的动力源和信息化系统,设计专用的安装定位设备和输送线,实现可追溯和记录的半自动化装配,减少因人为因素发生的质量问题。
2.2 装配工艺过程简介 装配线基本上延续手工装配工艺过程,优化工装托盘的结构来减少装卸工件次数,同时增加各道工序的可追溯性和无纸化记录的功能。装配工艺流程大致如图1。
3 设计方案
3.1 主线体设计方案 主线体的传送线采用国内积放式柔性倍速差速链传送,返板为上下返板立体环形结构。链速通过调整变频器实现,启动平稳,无冲击、无异响,链速控制稳定。上下道工序输送工装板由滚子链带动,工装板到达下个工位时,由气动阻挡器阻挡工装板,待该工位工作完成后,按动双手按扭(人工装配位)将工装板放行到下个工位或自动放行(自动化设备、检测工位)。工装板升降移载机构启动平稳,速度可调并控制稳定。升降机位置转换定位准确,无冲击、无异响。输送链采用板式输送链,该输送链采用防腐耐磨材料,结实耐用,有效防止工件磕伤。
该线体采用定位工装托盘。该工装根据产品需要特别设计,工件可在线旋转,各工序的数据可根据工装上的RFID读写系统将实时传输各工序数据。针对不同的产品,只需要通过更换定位盘,即可实现产品的快速换装,大大缩短工装换装的时间。
3.2 生产及质量信息控制和数据处理系统 整线所有检测工位及扭力控制工位,工位有显示屏显示当前生产和检测产品的质量信息,这些质量信息在工位的计算机及数据处理系统的工作站中进行存储,根据需要可进行SPC统计和分析工作(中控计算机需安装SPC软件)。所有检测工位具备所必须的网络接口应用于数据的输出。各单工位的质量数据应能传输及存储到中控计算机上,中控计算机具有对检测数据采集、分析、处理,能够生成控制图(如P 图、nP 图、X-R 图、X-MS 等)和存储、数据检索、图形建立、打印等功能。单件产品的过程质量数据信息应能与目前公司使用的条码系统兼容与对应,根据总成的条码能查询到该工件所有工位的质量信息。线上设备自动扫描,工装经过测试及拧紧设备时自动扫描条码,对线下测试的工位,在工位上配置手持扫描枪,实现与总成条码一一对应,形成一一对应的数据追溯系统。
3.3 质量追溯及生产信息管理系统 本生产线通过RFID读卡技术、数据库技术,建立集成的生产现场控制平台和完善的生产过程数据库,实现对生产装配过程的实时监控与质量追溯。生产信息集中到中控计算机管理,当班生产信息可以在中控计算机屏幕显示。中控计算机预留生产信息和暗灯信息输出接口,采用集中控制和管理整条流水线的生产信息状态管理,质量数据信息自动存储工作。
该装配线采用整线集中控制方案,利用服务器主机(MES),通过Ethernet/工业现场总线,将各自动化单元工作站数据输送到主工作站上完成数据采集和处理,实现无纸化记录,为数据追溯和过程Cpk质量管控提供直接的数据来源。
各自动化单元采用扫码器、程序编辑触摸屏、RFID芯片及关键设备(包括传感器、气缸或气缸组、伺服电机、压力机等)上的可编程控制器等多种形式采集现场数据,通过Ethernet/工业现场总线,最终将数据传输到主服务器上。
3.4 主要机构模块设计 装配线的关键设备的结构大致相同,基本上都是由机架、电动拧紧轴、气动压力装置、控制系统、RFID读写系统等主要部分组成。均具有计数功能和存储功能,不良品的记录及报警功能。这些机构涵盖空压机装配的所有拧紧工序,当螺栓拧紧过程中出现漏拧、不合格螺丝时会自动报警并记录,有效避免传统装配线在拧紧工序中出现漏拧,扭力值过大或过小的情况,同时也能实现数据的实时跟踪和追溯,替代传统的手工记录及画标记的方法,为必要的质量分析提供更直接更客观地数据。
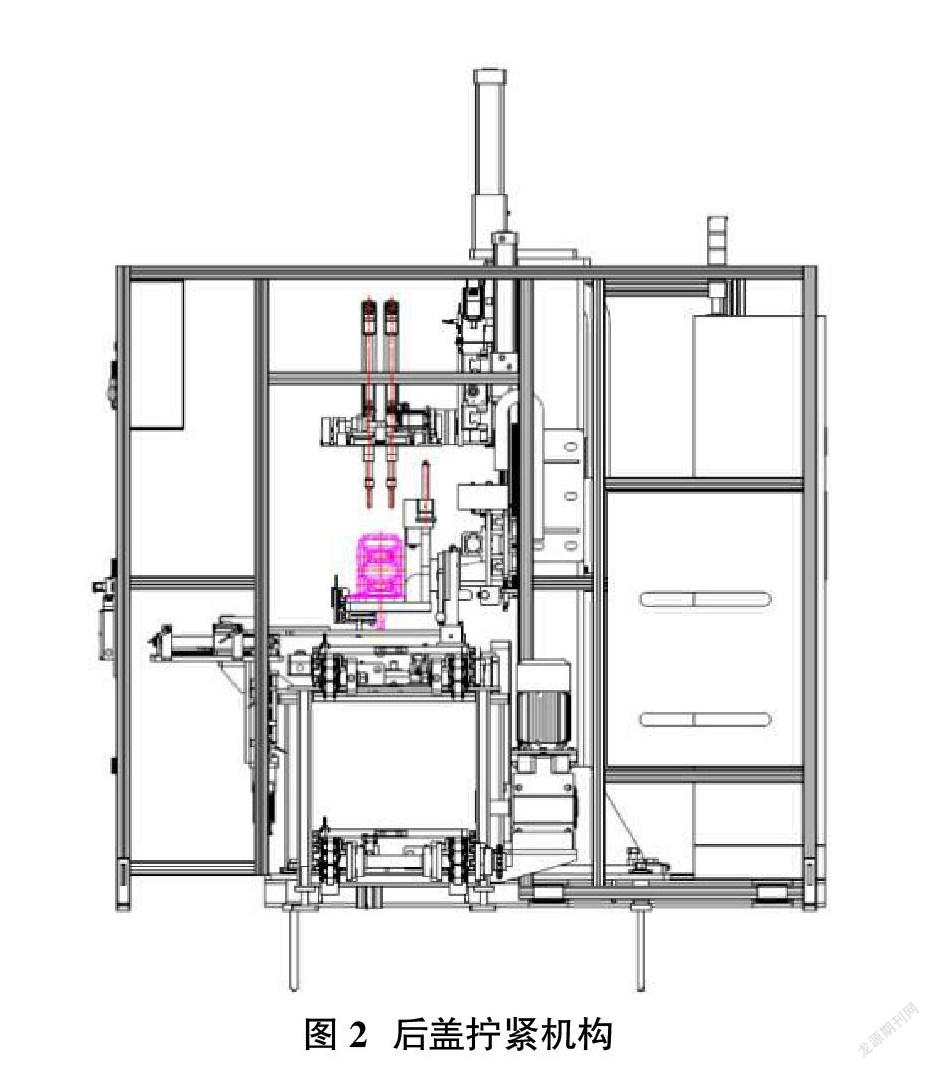
后盖拧紧工艺过程大致为:手动预紧后盖螺栓后,工装板带工件移动至后盖拧紧结构处,阻挡气缸进行阻挡,顶升气缸自动顶升定位,设备自动启动,对角拧紧后盖螺栓,工装自动旋转到位,测量机构自动测量曲轴的轴向间隙后,拧紧、测量数据上传对应空压机至数据库,合格后放行至下一工序。空压机的后盖为四个孔,拧紧机构的拧紧轴是对角拧紧,密封垫或密封圈能受力均匀,有效减少泄漏风险。后盖拧紧机构如图2所示。
底盖拧紧工艺过程大致为:手动依次将底盖垫片,底盖板、底盖螺栓放在箱体上,预紧螺栓后,工装板带工件移动至底盖自动拧紧机构处,阻挡气缸进行阻挡,顶升气缸自动顶升定位,启动电动拧紧机将底盖螺栓旋入并拧紧至规定的扭力值,通过设定好的模组可调节不同产品的拧紧位置,拧紧完成后可自动将工装板上的工装连带工件一起翻转180°,使缸盖顶面向上,输送带自动流转至下序。该拧紧机构的拧紧轴预设为两根,根据空压机缸数不同,可以手动进行调节,装配单缸空压机时,可卸下其中一根拧紧轴的轴头;装配双缸空压机时,两根拧紧轴可实现同时拧紧。
缸盖拧紧工艺过程大致为:工装板带工件移动到本工序,阻挡气缸阻挡,顶升气缸顶升定位,设备自动下降到需要的位置,六軸拧紧轴同时自动拧紧缸盖螺栓。六轴拧紧枪的位置根据产品的不同通过拧紧轴控制器来手动调整边距。六轴拧紧机同时拧紧缸盖螺栓至要求的扭力值,使缸盖垫片的受力均匀,减少缸盖结合面的泄漏风险。
4 空压机整体装配线验证
经实际生产验证,该空压机半自动化装配线的设计制造,能够将人员配置从原来的35人减少到9人,单人产量提升约2倍,较大提高空压机装机效率。
5 结论
该装配线为半自动化线,较传统手工装配线,减少了人员操作的失误,更好的识别零部件的质量一致性,通过信息化控制系统数据追溯和过程Cpk质量管控,实现无纸化记录,从而提高了产品质量。目前,该装配线只适用于整体气缸体的空压机类型,但可通过设计专用工装和设备来增加装配品种。该装配线的整体设计思路可以为空压机行业的全自动化装配线提供有效参考。
参考文献:
[1]张玉武.我国车用空压机的现状及发展动态[J].汽车与配件,1994(05):24-25.
[2]宋华明,韩玉启,杨慧.多品种混合型装配流水线的平衡设计[J].中国机械工程,2003(06):475-478.
[3]王兆华,周燕飞.RFID技术在质量追溯系统中的应用[J].机械设计与制造工程,2018.
[4]徐迪,陈明,牟宣平.基于遗传的混流装配线平衡[J].数码设计(下),2019(004):174.
[5]杨顺新.基于产品的车间级数据釆集与监控系统的应用研究[D].上海工程技术大学,2016.
[6]魏明昊.PLC在流水线中的应用[J].科技展望,2015(023):96-97,99.
[7]李宏兴,孙勤.气动平衡系统在生产线设备中的应用[J].液压与气动,2013(001):43-44.
猜你喜欢
杂志排行
内燃机与配件的其它文章
- VR在“1+X”工业机器人操作与运维培训中的应用 Application of VR in Operation and Maintenance Training of "1+X" Industrial Robot
- 《工业机器人操作与编程》项目化教学设计 Project Teaching Design of Industrial Robot Operation and Programming
- 船舶轮机系统虚拟仿真实验平台建设 Construction of Virtual Simulation Experiment Platform for Marine Engineering System
- 探析机械零件数控车削加工理实一体化课程开发 Development of the Integrated Course of NC Turning of Mechanical Parts
- 汽车检修实训台架与教学任务匹配研究 Study on Matching of Automobile Maintenance Training Platform and Teaching Task
- 汽车运用与维修专业现代学徒制岗位职业能力探析 An Analysis of Vocational Ability of Modern Apprenticeship in Automobile Application and Maintenance