选区激光熔化技术成型316L不锈钢的金相制备工艺
2021-11-29供稿李艳梅罗子聪陈英俊刘加德LIYanmeiLUOZicongCHENYingjunLIUJiade
供稿|李艳梅,罗子聪,陈英俊,刘加德/ LI Yan-mei,LUO Zi-cong,CHEN Ying-jun,LIU Jia-de
内容导读
以选区激光熔化成型316L样品为金相样品实例,详细介绍了金相制备中镶嵌、磨制、抛光和腐蚀的过程和技巧,并针对316L耐腐蚀性强的特点,讨论了采用强腐蚀性的王水作为腐蚀液时,不同腐蚀时长下样品腐蚀情况。结果表明,腐蚀时间为70~80 s时,晶粒、晶界清晰可辨,特别是80 s时,光学显微镜和扫描电镜下清晰地观测到样品微观组织形貌中的柱状晶和等轴晶。
金相显微分析是研究材料内部组织的重要方法之一。金相试样制备是通过取样、磨光、抛光、腐蚀等步骤,使材料成为具有金相观察要求的过程。制备的试样必须具有清晰的视场和真实的组织形貌,为此必须采取一系列的措施以避免出现假象。
选区激光熔化技术(简称SLM)是目前最为普遍采用的金属增材制造技术之一。该技术以离散堆积原理为基础,通过逐层添加材料直接从CAD模型生产具有几何结构的三维零件,在高能量密度的激光束作用下,实现复杂零件近净形的加工成型。目前,SLM技术成型的316L不锈钢与普通316L不锈钢相同,具有良好的耐腐蚀性,在拉伸强度上与锻造件相当,硬度较锻造件略低,从而导致SLM在制备316L金相时容易出现:(1)碳化硅砂纸中的硅颗粒对样品造成二次划伤,产生粗大划痕;(2)容易产生变形层;(3)抛光细划痕;(4)硅颗粒掉落后的位置出现彗星尾现象[1]。这些问题将给材料的测试、分析造成一定的阻碍。
金相试样制备的过程为:镶嵌(有时可以省略)、倒角、磨光(粗磨和细磨)、抛光和腐蚀[2]。本文介绍了SLM制备金相316L样品的过程,总结了这一类耐腐蚀性强、硬度又较低的材料的磨抛和腐蚀要点和技巧。腐蚀欠缺或过度都会影响材料内部组织的观测和分析。文中腐蚀液选用王水(HNO3和HCl体积比为1:3),通过对比实验,确定了适合该类样品的最佳腐蚀时长。
镶嵌
金相镶嵌料分为热镶嵌料和冷镶嵌料两类。无论热镶嵌还是冷镶嵌,金相制样中镶嵌具有三个功能:(1)样品固定,目的是观测面方向的调整;(2)样品支撑,目的是在观测面打磨抛光时起到支撑作用;(3)标准化形状,目的是易于磨抛时夹持和后续观察时摆放[3]。
热镶嵌料一般是基于热固化树脂和功能性填充物的混合物,需要使用热镶嵌机经过加温加压冷却过程后完成镶嵌,一般热镶嵌料的加工温度为150~200 ℃,主要是用于固定或者包埋对温度不敏感的样品材料,即200 ℃不会导致样品的组织结构、结晶形状或物理性能发生变化的固体样品。树脂种类有酚醛树脂、丙烯酸树脂、环氧树脂和蜜胺树脂等热固化树脂,填充物种类有矿物粉、玻璃纤维粉、陶瓷粉、颜料指示剂、铜粉和石墨等。
冷镶嵌料是不通过加温的手段对样品进行包埋的镶嵌材料,常见的是使用双组分混合的常温固化树脂和功能性填充物的混合物。冷镶嵌常用于对温度或压力敏感的样品材料,比如温度会导致软化或者物性变化的动植物样品、塑料橡胶等,低温回火会导致组织结构变化的金属材料样品。树脂种类有环氧和丙烯酸树脂两类,填充物种类有矿物粉、玻璃纤维粉、颜料指示剂和铜粉等。作者采用上海金相机械设备ZXQ-1型自动金相试样镶嵌机通过热镶嵌方式进行镶嵌。
磨制技巧
试样磨制是金相制备的重要环节。磨制分粗磨和细磨两部分,粗磨的目的是去除车削痕迹,粗磨完成后试样表面应形成小圆弧,防止试样在后面磨制或抛光的过程中造成砂纸或抛光布的损坏。细磨是消除粗磨留下的划痕,使试样表面组织损伤降低或毫无损伤并为抛光做准备[3]。作者使用的磨抛设备为YMP-2型金相试样磨抛机。
试样底部标记
在磨制过程中,每更换一道砂纸,需要将试样旋转90°。对于某些角度辨识模糊的试样,在磨制前,可以用记号笔在镶嵌好的样品底部做垂直长短十字标记来进行磨制定位,有效提高样品磨制表面质量。
试样抓取方法
试样抓取方法依操作者的习惯而定,总的原则是稳固、样品磨制面受力均匀。文献报道主要提出两种试样抓握方法:一是用食指压住样品上表面,中指、无名指和拇指抓在试样侧面,中指和无名指的指缝可以用于固定一个磨制方向[4];二是用拇指和食指抓住试样,中指弯曲轻贴于试样一侧[5]。建议操作者采用“三指相间60°”(三角形稳定原理)抓取样品,样品磨制面受力更为均匀,且可有效避免样品发生转动或抛飞现象,有效提高了样品磨制效率和磨制质量。该抓取方法尤其适用于圆柱形镶埋基座。
磨制中用力和水流大小的控制
第一张砂纸上试样始终朝一个方向磨,换下一道砂纸的时候将试样旋转90°同样只朝一个方向磨,直到将在上一道砂纸上磨出的磨痕磨光为止[6]。每更换一道砂纸,样品和双手需用水清洗干净,不允许把上道工序的残留磨料带到下道工序,并且转换磨制方向,与前道磨痕垂直,把上道工序的磨痕去除。
使用600#以下的粗砂纸磨制时,冷却水水流不宜过多,同时可以施加一定的压力以提高效率,连续的小水流既可以有效保证冷却效果,又可以在离心力的作用下将磨削产生的样品碎屑甩出砂纸。使用800#以上的砂纸进行细磨时,可适当增大水流,减小抓取产生的压力,降低试样表面与砂纸间的摩擦力,使试样利用自身的重力近似于漂浮在砂纸10~20 s。这对于比较软的样品(SLM成型件、铝等)特别有效,可以减少砂粒的嵌入,降低内部损伤层,非常有利于后续的抛光操作。
样品在砂纸上的最佳位置
在磨盘转速和样品质量一定时,如果样品位置越靠近边缘,样品承受的离心力越大,且磨盘有一定的上下抖动的现象,导致样品控制困难且容易甩出。手的抓握力因此易产生不均,进而产生样品磨面不平或者出现多个磨面,同时样品的划痕及内部损伤也会略有加剧。如果样品位置离磨盘中心太近,磨光效率低且样品存在随磨盘转动的趋势,不易控制。
抛光
抛光是在显微观测之前对样品进行进一步修复,可逐次将划痕控制在1 μm以下,目视为镜面。根据样品材质、硬度不同,选择的抛光布也有所不同。软质材料选择柔软厚实的抛光布,硬质材料选择紧实纤薄的抛光布。抛光布织物纤维可以嵌存抛光液里面的微粉,将其与磨面之间的摩擦控制在合适的力度,使磨面更加腻滑。
抛光液采用氧化铝粉和蒸馏水(1 L水+20 g氧化铝粉)混合而成。常见的氧化铝粉按粒度直径划分为 40、20、10、7、5、2.5、1、0.5、0.3 和 0.05 μm等。粒度10 μm以上适合粗抛,粒度1 μm以下适合精抛,粒度在1~10 μm之间的适合粗抛和精抛之间的中间抛光。本试验采用的氧化铝粉为W5、W1和W0.5三种规格,采用的抛光布为PCR短绒抛光布(精抛)。
在抛光中,常借助光学显微镜来判断样品是否已达到要求。经过正确的抛光,在光学显微镜下样品表面平整无划痕,如图1所示。而抛光不到位时,在光学显微镜下样品表面仍有划痕(图2),需要进一步抛光,直至表面平整光滑。抛光结束后,用清水彻底将抛光布清洗干净,可晾干单独密闭保存或浸泡在蒸馏水中。

图1 正确的抛光样品表面

图2 抛光不到位样品表面
腐蚀
试样腐蚀的目的是使金相显微组织显示出来。常用的腐蚀方法有“擦拭法”与“浸入法”,擦拭法利用棉球蘸取硝酸酒精溶液,将试样倾斜 45°腐蚀;浸入法利用夹子夹取试样,将试样表面完全浸入腐蚀溶液中(试样表面切勿触碰容器壁或容器底部)腐蚀。一般金相腐蚀的步骤为:清水冲洗试样—擦酒精—腐蚀—水冲洗试样—擦酒精—吹干[7]。由于本次实验腐蚀液采用的是腐蚀性较强的王水,为了避免棉签发生碳化,同时鉴于样品采用树脂材料镶嵌,避免树脂浸入王水引起污染,因此本实验采用“悬滴法”,即用干净干燥的滴管沾取腐蚀液滴入样品表面。
根据腐蚀要求来控制时间的长短,腐蚀后试样磨面由亮变成灰白色即可。经吹干的试样放置在显微镜下可以观察到组织清晰、无划痕的组织结构。
由于SLM工艺过程中,金属粉末吸收激光热能后,快速冷凝成型,时间从几微秒到几十微秒。在快速熔化冷凝过程中,晶胞没有足够的时间长大,因此成型的316L样品微观组织中存在大量的等轴晶和方向受熔池温度梯度影响的柱状晶。由于奥氏体316L不锈钢具有优异的耐蚀性能,常用的硝酸酒精金相腐蚀剂无法达到预期的腐蚀效果。本实验采用腐蚀能力更强的王水。腐蚀时间对于腐蚀结果尤为重要。腐蚀过度,样品表面会发黑,无法观测其微观组织;腐蚀过轻,晶界组织无法显现。
样品进行腐蚀实验后分别用金相显微镜和扫描电镜进行观察。对研磨抛光后的试样进行腐蚀实验条件见表1。当腐蚀时间为20 s和40 s时(见图3和图4),腐蚀程度较轻,晶界无法显现;当腐蚀时间为70 s和80 s(见图5和图6)时,晶粒、晶界清晰可辨,特别是80 s时,可清晰地看到样品微观组织形貌中的柱状晶和等轴晶,如图7所示;随着腐蚀时间延长至120 s(见图8),则出现过度腐蚀现象,样品局部变黑,晶界模糊。由此可见,腐蚀时间对腐蚀结果有着重要影响,不同材料的样品和不同成份的腐蚀液,其腐蚀时间均存在差异。腐蚀的本质是一个化学溶解过程,晶界和相界处由于原子排列混乱、缺陷多、能量较高,优先被腐蚀,产生凹陷的沟槽,显微组织就被显现出来。如果腐蚀时间短、腐蚀剂浓度低或者腐蚀温度低,显微组织轮廓还没有显现出来或显现得不清晰,就称为腐蚀过浅。解决方法是重新腐蚀、延长腐蚀时间、增加腐蚀剂浓度或提高腐蚀温度,直到出现清晰的显微组织为止。

图3 腐蚀20 s时的显微图像

图4 腐蚀40 s时的显微图像
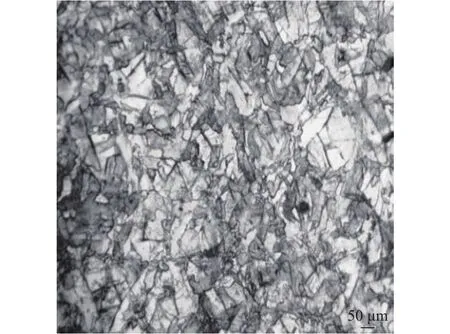
图5 腐蚀70 s时的显微图像

图6 腐蚀80 s时的显微图像

图7 腐蚀80 s时的微观形貌

图8 腐蚀120 s时的显微图像

表1 腐蚀实验条件
结束语
金相试样的制备是材料微观组织结构研究的重要环节。金相试样制备的好坏直接影响到金相检测的结果。就SLM技术成型的316L不锈钢样品而言,由于其工艺是一个金属粉末极速烧熔冷凝的过程,因此与传统铸造和锻造不锈钢在性能上存在一定的差异。SLM成型316L不锈钢在金相实验过程中既保留了传统不锈钢金相技巧,又具有独特的实验特点,尤其是腐蚀过程时间的控制极为重要,时间过长、过短都会造成金相实验的失效。实践表明,对于SLM成型316L不锈钢样品,腐蚀溶液采用王水,腐蚀时长在70~80 s,可以获得理想的金相组织。