浅探现代机械制造工艺及精密加工技术
2021-11-27李佳胜贾增畔
李佳胜 林 媚 贾增畔
(滨州职业学院,山东 滨州 256600)
作为我国重要经济支柱,制造业在创造收益、提高整体竞争能力等方面发挥着重要作用,这种作用发挥需要得到各类新型技术的支持,本文研究的精密加工相关技术便属于其中典型。为更好推进制造业发展,各类新型技术的积极应用必须得到高度重视。
1 常用的现代机械制造工艺及精密加工技术
1.1 现代机械制造工艺
机械设计、焊接设计等均属于典型的现代机械制造工艺。以现代化机械设计为例,一般需要综合应用自动化、互联网、计算机等技术,保证机械设计的精准化与科学化,如通过绘图技术在设计中精准获取设计数据,辅以CAD 等绘图软件,即可在设计中开展多维度平面开发,思维建模、模拟仿真等也能够有序开展。在自动设计绘图软件支持下,三维机械产品设计将实现有效开发,相对成熟的各类软件已经能够实现三维模型框架快速构建,满足现代机械制造需要。此外,现代机械制造工艺同时关注污染控制和资源利用率提升,这使得绿色设计制造理念在机械制造工艺中的应用也较为广泛,同时融合传统技术和现代工艺,现代机械制造工艺的先进性将更好得到保证[1]。
1.2 现代机械精密加工技术
近年来国内外机械精密加工领域发展迅速,各类新技术得到广泛应用,如精密切削、精密研磨等加工技术。以精密切削加工技术为例,该技术通过金刚石刀具开展加工,在单晶金刚石刀具和高精密机床支持下,能够满足多种材料的高精度加工需要,该技术的具体应用需要关注刀具的合理选择,通过控制剪切力即可切削处理指定材料,该技术可细分为铣削、镗削、车削等类型。以汽车模具制造中超精密切削加工技术的应用为例,技术需要在粗加工阶段完成模具外轮廓加工,并基于圆弧轨迹进行刀具的切入和切出,避免模具、刀具损坏问题。汽车模具的轮廓在半精加工阶段开展调整,需设置小切削用量,去除上一步骤的飞边及毛刺。在精加工阶段,需开展模具的表面和尺寸打磨,微切削用量下刀具切削深度需要尽可能减少,辅以圆弧方式的切出和切入,即可保证模具的精密度和光滑度[2]。
2 现代机械制造工艺及精密加工技术的具体应用
为提升研究的实践价值,本文以汽车齿轮传动的渐开线内花键精细化加工为例,深入探讨现代机械制造工艺及精密加工技术的具体应用。
2.1 精密拉削技术
在传动轴和齿轮的加工的过程中,二者对加工的要求较高,主要体现在连接强度、安装后运行效果等方面,这一过程需要聚焦齿轮内花键的细节加工,精度和位置带来的影响最为深远,拉刀刀齿在其相关影响应对方面发挥着关键性作用,位置精度控制则需要得到精密拉削工艺支持,图1 为工件精度要求示意图。
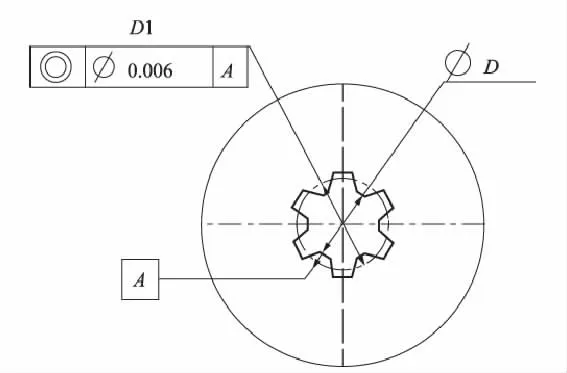
图1 工件精度要求示意图
考虑到渐开线内花键分度圆与齿轮内孔间存在极高同轴度要求,因此采用图2 所示的拉刀结构进行精密拉削。

图2 拉刀结构示意图
围绕导向与齿轮内孔在加工各环节的接触进行分析不难发现,依靠二者精度,即可实现同轴度的有效控制。考虑到拉刀前导向离开齿轮内孔时精度控制会受到影响,因此还需要使用一套由后导向套、工件固定座、前导向套组成的夹具,在内定位的方式支持下,夹具与拉刀的配合能够同时应对拉刀后导向带来的影响,齿轮内花键的具体加工也能够由此更好推进。在精密加工支持下,能够得到H8/g6 的配合精度,具体加工过程需要做好齿轮毛坯件的严格固定,部件及设备的位置调整也需要结合实际情况开展,导向套的固定属于其中关键,这关系着加工能否取得预期效果[3]。
2.2 精密加工内花键底孔
拉削刀具导向接触渐开线内花键底孔过程中,该底孔的形状、位置、尺寸精度需要设法严格控制,这关系着拉削工艺导向孔功能发挥情况,进而影响具体加工过程。在本文研究中,选择内径、深度分别为5mm、60mm 的内花键底孔进行分析,其属于典型的深孔加工,存在多方面特点,如冷却难度较高、排屑难度较大、无法有效润滑、刚度不足等。为保证加工精度,内花键底孔必须得到高精度加工,具体需要在立式加工中心完成加工,这能够保证排屑的顺利完成,加工精度受到的负面影响也能够降到最低,同时需要优选冷却系统。为保证热量和切屑能够快速、有效被带走,冷却系统采用高压力通过主轴类型,冷却液能够快速抵达和通过刀尖,这一过程需要得到容屑槽的支持,保证切屑能够在被击碎后顺利压出孔外,这对加工精度、刀具使用寿命均能够带来积极影响。考虑到精度要求、设备闲置、成本因素带来的影响,加工过程需要设法充分保证刀具系统刚度,同时关注刀具加工深孔过程中对弯曲变形量的控制,这对加工精度带来的影响同样较为深远,图3 为拉削工艺系统示意图,图4 为内花键底孔价格部分工序。
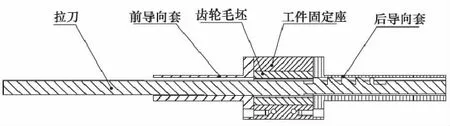
图3 拉削工艺系统示意图
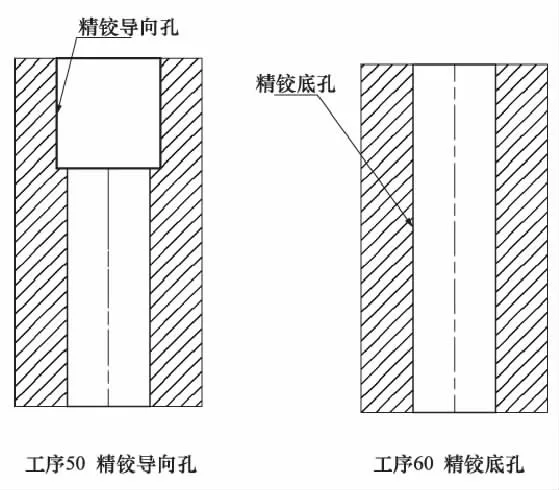
图4 内花键底孔价格部分工序
2.3 拉刀设计及材料选择
槽型精度和尺寸控制会受到多方面因素影响,其中最关键的当属拉削刀具,因此需要设法优化该刀具设计,并保证其制造精度,满足高精度加工需要。在具体加工环节,渐开线内花键槽拉刀属于专用刀具,综合考虑加工成本、加工效率、加工精度要求等因素,最终选择的拉刀结构为整体式结构,具体构成包括前后导向、刀齿及拉杆,这类结构能够满足拉刀固定、生产传力、同轴度控制等需要,其中刀齿属于设计的关键所在,其由粗精拉齿、修正齿、容屑槽构成,设计过程同时充分考虑了加工过程中的切屑产量,上述拉刀设计能够通过大容量的容屑槽满足生产需要,同时强度较高的拉刀结构也能够更好地满足生产需要;为优选相关材料,需充分结合深孔拉削的特点,解决冷却、排屑等方面问题,考虑到强烈摩擦会出现于工件、切屑、刀具在拉削过程中相互接触表面,较大的应力和过高温度会对拉刀刀齿表面造成影响,为应对这种恶劣工作环境,需要选择具备足够韧性、强度、耐磨性、硬度、工艺性且耐高温的拉刀材料,最终选择典型的高合金钢种粉末冶金高速钢,该材料在耐磨、韧性、强度、耐高温等方面表现突出,且相较于传统高速钢具备组织均匀等多方面优势,在碳化物微、淬火变形方面的表现也较为突出,在各领域的应用价值均较高,能够较好满足汽车齿轮传动的渐开线内花键精密加工需要,图5 为容屑槽截面示意图。
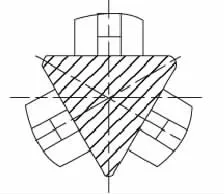
图5 容屑槽截面示意图
2.4 刀具参数及加工要点
内花键槽的成型需要通过切削加工实现,这一过程需要得到粗拉齿、精拉齿和修正齿的支持,相关参数设置直接影响加工效果,如齿数、齿距、齿升量等参数。围绕齿升量参数进行分析可以发现,该参数直接受到相邻两齿影响,其对所需齿数造成的影响也较为深远,因此直接关系精密拉刀生产,但需要关注该参数提升带来的影响,如拉削力与齿升量间存在线性关系,二者能够一同增加和减小,因此需要控制齿升量,避免生产加工过程的断裂、超载等问题,齿升选择合理性直接影响拉刀性能和正常生产。不同参数间存在的相互影响也需要得到重视,如齿距直接受到齿升量影响,因此需要综合确定各参数,加工难度受到的不同参数影响也需要充分考虑。考虑到本文研究采用的材料为20CrMnTi,这种材料具备较为优异的性能,现阶段在我国各领域的应用极为广泛,为同时满足的内花键槽表面粗糙度要求,结合上文分析开展综合考虑,基于强度、精密性、容屑因素带来的影响,本文研究最终设计了拥有五个刀齿的拉刀,一二刀齿、四五刀齿分别为粗加工刀齿、修正齿,本文研究的精加工由剩余刀齿完成。刀齿1-3 的齿升量分别为0.06mm、0.05mm、0.02mm,刀齿1-5 的齿前角均为12°,齿后角均为2°,刀齿1-3 的刃带宽度为0.15mm,刀齿4-5 的刃带宽度为0.3mm;在具体的刀具加工过程中,结合精度要求高、尺寸小特点,拉刀加工顺序设定为:“毛坯(无心磨)→刀杆及导向(外圆磨)→刀齿及后导向(工具磨)→刀齿齿形切割(慢走丝线)”。
综上所述,现代机械制造工艺及精密加工技术具备广阔发展前景。在此基础上,本文涉及的汽车齿轮传动的渐开线内花键精细化加工实例,该实践能够为同类研究提供有力支持。为更好开展相关加工生产,必须深化理论研究和实践探索,新型材料和设备的积极应用、智能化加工的相关探索同样需要得到业内人士高度重视。
