混流式水轮机转轮再造修复技术应用和探索
2021-11-25杨王波王地召刘念陈道全尹仲凯
杨王波,王地召,刘念,陈道全,尹仲凯
(东方电气集团东方电机有限公司,四川德阳 618000)
0 引言
转轮是水轮机的过流部件之一,是水轮机的核心部件,俗称水轮机的“心脏”,其质量好坏关系到整个水轮发电机组的安全稳定运行和效率。转轮的设计寿命一般为30 a,当转轮运行周期达到设计寿命或由于转轮运行中受到不可抗因素导致转轮出现严重的质量问题时,需要考虑对转轮进行修复或更换。
混流式转轮一般采用铸焊结构,如图1所示,其主要由上冠1、叶片2、下环3构成,上冠、下环、叶片材质一般均选用不锈钢铸件。老旧转轮的主要质量问题有流道泥沙磨损严重、大面积气蚀,甚至有应力释放产生的裂纹,这降低了水轮发电机组运行效率,运行过程有安全隐患,严重影响到水电站的安全运行及经济效益,更换新转轮或对旧转轮进行再造修复成了用户的必然选择。考虑到更换新转轮成本高、制造周期长,会影响电站效益,因此通过转轮再造修复延长其使用寿命显得尤为重要。但由于转轮流道型线复杂,空间通常较为狭小,转轮流道的再造修复难度很大。

图1 某混流式水轮机转轮结构示意图
转轮再造是让旧转轮重新焕发生命活力的过程,以旧转轮为毛坯,采用特定工艺和技术,在原转轮基础上进行一次新的制造,再造转轮的性能和质量都不亚于新制造的转轮。再造转轮一般可节材超过70%,节能超过60%,节省成本50%以上,践行了循环经济理念。目前服役超过30 a的水电站越来越多,水轮机转轮再造前景广阔,有必要进行深层次研究。
1 某混流式水轮机转轮情况介绍
该转轮经长期运行后出现的主要质量问题有:流道磨损;叶片出水边变形;叶片出水边厚度减薄;叶片出水边与下环相接区域出现贯穿性裂纹[1-2];上冠和下环外圆尺寸减小且有大量气蚀缺陷;上冠止漏环槽磨损,其宽度和深度尺寸变大。其中叶片出水边减薄、裂纹、气蚀缺陷均非常严重,旧转轮如图2所示。

图2 旧转轮气蚀、叶片裂纹和减薄情况
经过初步测量,旧转轮和原转轮设计的主要尺寸参数差异如表1所示。
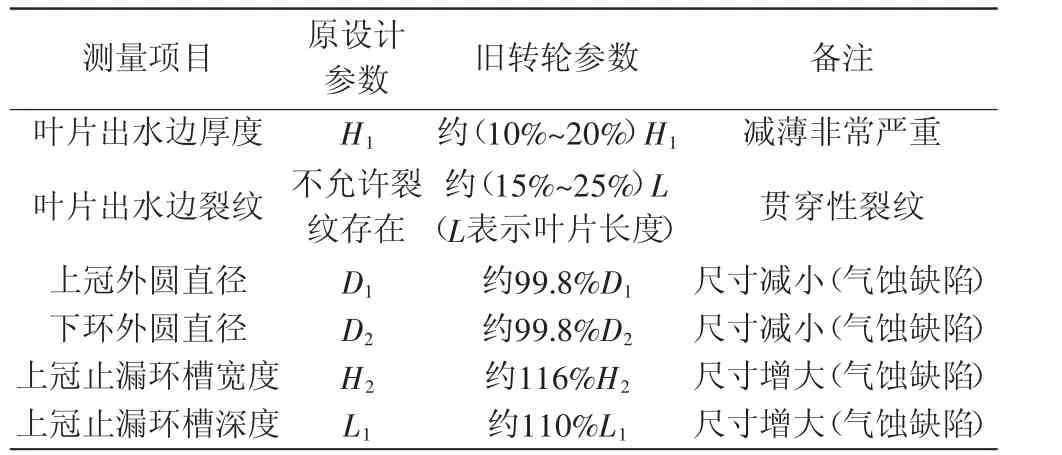
表1 转轮主要尺寸参数对比表
通过表1可以看出旧转轮主要尺寸参数与原设计参数相比已发生重大改变,转轮质量和性能不符合设计要求,也导致了机组运行时效率降低、噪声变大、振动严重的现象,给机组安全稳定运行带来隐患。对转轮的磨损情况进行了分析,主要是由于电站所处的河流泥沙情况特殊,转轮磨损情况要劣于同类型机组。
2 转轮再造工艺流程
转轮再造是统筹考虑转轮全生命周期管理的系统性工程,利用旧转轮采用再造成型技术,使转轮恢复尺寸和性能、提升运行可靠性、延长使用寿命。转轮再造过程的一般步骤包含旧转轮检测、旧转轮建模、理论模型建立、模型对比分析、制定再造方案、执行再造过程、转轮检测等,该转轮再造工艺流程如图3所示。

图3 转轮再造工艺流程图
2.1 建立三维模型
需要建立理论三维模型和实际三维模型。理论三维模型根据转轮原开发设计资料使用三维绘图软件进行建模,属于产品设计过程,也即正向建模过程。而实际三维模型需要通过三维测量工具建立,一般使用激光跟踪仪、关节臂、工业摄影测量系统、工业扫描仪等三维测量仪,通过三维测量输出点云,再将点云导入三维绘图软件,通过创建曲线和曲面,实现转轮实际三维模型建立,是从产品到设计的过程,也即逆向建模过程。
为了准确地测绘出转轮流道型线,对该转轮分别使用了关节臂和工业摄影测量系统进行三维测量,如图4、图5所示。转轮流道参数最重要的是转轮叶片的型线、叶片之间的节距以及叶片的方位角,所以在三维测量时需要确定好叶片方位基准,一般选取叶片头部、叶片尾部、转轮的任意加工平面为基准。

图4 关节臂测量

图5 工业摄影测量系统
2.2 三维模型对比分析
转轮再造需要保证其流道型线满足原设计要求,那么需要对实际模型和理论模型进行三维对比分析,确定旧转轮流道型线的实际情况,来判断流道各部位采用何种工艺方案,评估完成再制造的周期、成本和质量指标是否满足客户需求。将转轮理论模型和实际模型(点云)输入三维绘图软件,通过模型基准调整,输出实际模型和理论模型的差异参数,图6和图7分别是单个叶片的模型分析和转轮流道模型分析[3]。

图6 单个叶片模型分析图
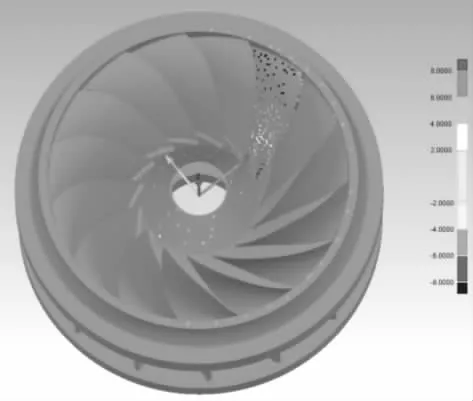
图7 转轮流道模型分析
分析结论:旧转轮流道型线变化主要是叶片出水边变形严重,变形量在叶片出水边约30%L长度范围内最大变形量约H1/2(L表示叶片长度;H1表示叶片出水边厚度),其余尺寸变化和表1转轮初步测量数据相同。
2.3 再造工艺确定
根据旧转轮三维模型和理论模型对比分析结论,制定转轮再造工艺,叶片出水边采用镶块工艺进行修复,上冠止漏环槽、上冠下环外圆及其余气蚀严重部位采用堆焊增材方式修复。
2.3.1 叶片出水边镶块工艺
对于该电站旧转轮而言,其流道的修复工艺是转轮再造的核心技术,即叶片出水边镶块技术。叶片出水边镶块的主要工艺过程如下:
1)叶片局部割除。根据叶片出水边变形情况和叶片出水边与下环连接区域的裂纹情况确定镶块范围,划线确定叶片相应割除范围(保留叶片与上冠下环的焊接圆角,作为镶块装焊基准),采用气割方式割除,预留一定加工余量。
2)缺口加工。根据叶片理论模型和实际叶片割除范围(实际缺口)建立缺口加工模型,采用数控程序加工缺口周边区域,缺口加工沿叶片法向进行,如图8所示。为节约成本,还可以先采用数控程序对缺口进行刻线,然后采用气割、手工打磨的方式按刻线基准制作缺口。

图8 叶片出水边割除
3)建立镶块模型。结合建立好的缺口模型和叶片理论模型建立镶块模型,镶块和叶片缺口的焊接坡口采用K型坡口,坡口设置在镶块上,如图9所示。
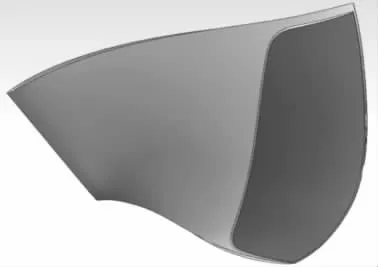
图9 镶块模型建立
4)镶块制作。可选用原转轮材质的不锈钢铸件或材质相当的不锈钢钢板进行镶块制作。在没有特殊要求的情况下优先选用不锈钢钢板,采用模压工艺成型后进行数控加工,与不锈钢铸件相比,具有制作周期短、质量好、成本低的特点。
5)镶块装焊。采用样板定位,加装支撑的工艺方法装配和焊接镶块,确保镶块焊接后的相对位置关系满足转轮流道型线设计要求;焊缝铲磨后进行100%UT+100%MT/PT无损检测探伤,确保焊缝质量。镶块装配和转轮修复后的流道分别如图10、图11所示。

图10 镶块装配图

图11 修复后转轮流道
2.3.2 上冠止漏环槽、上冠下环外圆修复工艺
转轮上冠止漏环槽具有深度尺寸大、宽度尺寸小的特点,无法采用直接堆焊的方式完成。本转轮再造中采取的修复方案是将上冠止漏环槽外圈进行车修去除,对槽内圈及底部进行车修光整,同时对上冠和下环外圆进行车修,使其满足焊接要求后,采用机器人焊接的方式完成增材制造。相比人工堆焊,机器人焊接具备焊接质量可控和稳定的特点,能够满足转轮质量要求。
2.3.3 转轮整体退火、加工
转轮焊接后进行整体退火处理,保证焊接应力释放。转轮流道按照型线样板进行铲磨,保证流道型线符合《水轮机通流部件标准》。转轮上冠、下环外圆及止漏环槽部位进行车削加工,恢复设计尺寸。转轮法兰面进行立车检查和车削修复(消除再造过程引起的变形),以保证转轮与主轴的连接。
2.3.4 转轮流道检查、静平衡试验
再造转轮的流道检查可以采用样板检查或三维检查,优先采用三维检查。三维检查后对再造转轮流道进行二次逆向建模,和理论模型进行比较分析,不仅可以检验再造工艺的效果,同时能够保证转轮的整体质量。
镶块位置靠近转轮外圆,镶块的质量和位置偏差对转轮残余不平衡重的影响较大,因此加工后需对转轮进行静平衡试验,通过配重达到允许残余不平衡重要求。
2.3.5 转轮表面特殊处理
对于泥沙含量高、硬度高流域的水轮机再造转轮或新制造转轮,应对其止漏环外圆、叶片表面及整个流道喷抗磨涂层(大中型转轮也可只喷涂叶片头尾部及相应流道区域),增加其抗高硬泥沙磨损的能力,延长转轮的寿命周期。
3 转轮再造周期、成本和质量分析
以本文所述转轮为例,该转轮为中小混流式转轮,分别对其再造修复流程和新制造流程周期进行量化计算,如表2、表3所示。
表2 再造转轮周期计算

表3 新制造转轮周期计算
通过周期量化计算分析,中小混流式转轮再造周期仅是新制造转轮周期的30%,转轮制造周期大幅缩短。
转轮再造工艺过程较为复杂,再造增材部分主要由叶片镶块、焊缝和堆焊层的熔焊金属组成,其质量约为新制造转轮质量的16%,大幅降低了原材料的消耗,再造过程工时成本也比较低,因此转轮再造成本低。
转轮再造前期需要分别建立三维理论模型和实际模型,并对理论模型和实际模型进行分析,确定再造工艺方案。转轮再造完成后需要再次对流道进行三维测量,以保证转轮流道型线满足水力设计要求。再造过程中选用和原转轮相同或相当材质的增材材料,增加热处理和无损检测要求,严格按照设计标准进行缺陷处理。因此再造转轮的各项质量指标能够符合设计要求和满足客户使用要求,确保机组运行的安全可靠和效率。
4 结语
再造转轮具备周期短、成本低、质量可靠的特点,深受客户欢迎。同时,再造技术节约了材料和能耗,践行了循环经济理念,代表着一种绿色先进的制造技术。这种转轮再造工艺非常符合水电站改造项目短平快的特点,对转轮再造工艺过程中所使用的3D逆向工程可以推广应用到水轮机其余过流部件(具有型线要求)的模块化修复,如单个叶片、活动导叶、转轮室的修复,在电站检修周期很短时更具有重要意义和价值。
