一种针对卷材生产线的自动化包装方法的探讨
2021-11-25耿山
耿 山
(江阴快力特机械有限公司,江阴 214400)
现如今,在丰富的装饰装潢材料市场中,塑料地板已经成为办公和商业环境的最佳选择。塑料地板具有个性特征明显、铺设简便以及极高的性价比等特点[1],在如今的装潢装饰材料市场上占据重要地位。目前,在塑料地板卷生产过程中,压花、复合、烘烤和收放卷装置在国内外都已经高度自动化。然而,卷材完成后的包装工序,基本处于一种半手工状态[2]。
包装工序目前主要依靠人力完成牛皮纸包裹、泡棉包裹、上端盖以及上芯盖等,不但浪费了大量的人力资源,而且还潜在较多的安全生产风险[3]。另外,传统的卷材堆垛是卧式堆垛,堆垛过程不仅浪费人工而且堆垛后占用的存储空间较大,并且在后续运输周转过程中也同样存在浪费人工的缺陷。相关数据显示,卷材包装作为装饰装潢材料生产线的最后一道工序,却集中了工厂80%以上的人力。随着劳动力成本飞速上升,实现卷材全自动化包装成为了相关产业控制成本的关键[4]。因此,急需设计一种卷材包装生产线全自动包装方案。
1 包装线的组成及功能概述
为解决上述问题,设计了一种卷材自动化包装生产线方案,如图1 所示。

图1 卷材自动化包装生产线
该设计方案从左到右依次工作,各装置的功能依次为:第一,由牛皮纸包裹装置对生产线的裸卷主体包裹牛皮纸,防止灰尘污损卷材;第二,由泡棉包裹装置为附加条带包裹泡棉,目的在于进一步隔离和保护牛皮纸包装,防止牛皮纸在转运和运输中撕破和碰损;第三,由牛皮纸端部折叠装置将在牛皮纸包裹装置中处理过的两个开放端面进行规范折叠,从而完全封闭卷材;第四,在上端盖装置中,由于储运空间有限,卷材最终会以垂直站立的储运状态存放在托盘中,此时整个卷材大约190 kg 的质量将全部由卷材断面承载,因此必须在承载断面增加塑料碟片状封盖,以抵抗运输冲击,保护卷材断面;第五,上芯盖装置能够实现在承载断面纸质卷绕芯管内插入塑料内套,以防止转运过程中受力而导致卷材纸质卷绕芯管受压变形;第六,贴标签装置能够实现卷材自动打标和粘贴必要标识,如规格型号、生产日期和批号等;第七,立式堆垛装置能够将包装过程中的水平卧式卷材转变为垂直立式状态,并按照程序指令实现在转运木托上的有序堆垛,便于最终发运。
2 包装线各部件自动化功能的实现
2.1 牛皮纸包裹装置
2.1.1 装置结构
该装置的结构示意图如图2 所示。

图2 牛皮纸包裹装置
2.1.2 装置工作顺序
当主生产线完成塑料地板卷取后,塑料地板卷轴通过输送机构转移到距离主线最近的工作台。在传感器检测到塑料地板卷轴后,牛皮纸包裹装置将自动按照设定的程序,依次完成牛皮纸与塑料卷轴开口的插入重叠,之后利用牛皮纸与塑料地板卷材的摩擦力,实现牛皮纸随塑料地板卷轴一起转动,从而将牛皮纸卷绕包裹在塑料地板卷轴上。
当牛皮纸完全覆盖塑料地板卷轴外表面后,牛皮纸切刀自左向右运动,实现牛皮纸裁切。封口胶带粘贴装置实现在牛皮纸末端的胶带预粘贴,并在之后的塑料地板卷轴转动中,完成牛皮纸的末端胶带封口程序。
2.2 泡棉包裹装置
2.2.1 装置结构
该装置的结构示意图如图3 所示。

图3 泡棉包裹装置
2.2.2 装置工作顺序
塑料地板卷轴的表面完成牛皮纸包裹后,为了避免塑料地板卷轴转运过程中由于卷和卷之间碰撞导致牛皮纸破损,从而导致塑料地板暴露并受损,必须在牛皮纸外侧附加包裹防撞的泡棉条带。
首先,泡棉真空抓取装置从泡棉储料箱中利用真空吸附原理抓取泡棉条带,并利用泡棉封口胶带装置在泡棉条带的两端粘贴封口胶带。其次,在泡棉输送装置下降到设定位置时,输送带送料并实现泡棉右侧胶带首先接触地板料卷表面的牛皮纸,将封口胶带与牛皮纸层粘接。最后,工作台驱动地板卷转动,直到泡绵条带末端胶带粘接闭合将整个地板料卷包裹。
2.3 牛皮纸端部折叠装置
牛皮纸包裹装置实现了牛皮纸包裹后,地板卷轴两端牛皮纸处于开放状态。因此,需要对于牛皮纸端部进行规范折叠封闭。本装置为外购单元,不涉及本文的设计创新,因此不作详细介绍。
2.4 上端盖装置
因为塑料地板卷轴在装运过程中处于垂直状态,所以卷轴端部需要耐磨和耐冲击的防护包裹,因此需要在卷轴端部封贴碟片状封盖。碟片状封盖为高强塑料材质,能够防止地板卷轴端部被磨损。本装置为外购单元,不涉及本文的设计创新,因此不作详细介绍。
2.5 上芯盖装置
2.5.1 装置结构
该装置的结构示意图如图4 所示。

图4 上芯盖装置
2.5.2 装置工作顺序
经过上述工序的处理之后,为了保护卷轴内口,需要在卷轴端部内孔安装塑料芯盖。首先,当塑料地板卷轴输送到机架平台时,轴向定位气缸动作并与卷轴内孔连接实现卷轴精确定位。其次,连续顶出多级气缸会根据设定的行程将料仓中的塑料芯盖顶出,并压紧贴合到卷轴内孔。最后,芯盖安装完成的卷轴将被输送到下一个工序,同时新的卷轴输送到上芯盖装置的机架平台,进行新的上芯盖的工序。
因为塑料内套储料仓设计为圆周方向多个平行子料仓结构,所以当一个料仓的芯盖全部顶出后,多级气缸将退回起始原点,同时伺服电机带动料仓转动到设定的角度,新的满载塑料芯盖料仓对正并与多级气缸同心,然后重复前一个子料仓动作并循环直到所有子料仓清空。这种大容量子料仓设计,大大节约了停机加料的时间,提高了生产效率。
2.6 贴标签装置。
为了方便产品识别和产品全生命周期可追溯,需要对塑料地板卷轴贴标签。本装置为外购单元,不涉及本文的设计创新,因此不作详细介绍。
2.7 立式堆垛装置
2.7.1 装置结构
该装置的结构示意图如图5 所示。

图5 立式堆垛装置
2.7.2 装置工作顺序
在塑料地板卷轴开始堆垛之前已经完成了表面保护,为了方便转运,需要对于地板卷轴进行成组堆垛[5]。为了克服传统水平堆垛方案空间利用率低的缺点,如图6 所示,本设计采用了立式堆垛方案,如图7 所示,最大限度利用了运输空间,节约了运输成本。

图6 传统水平堆垛
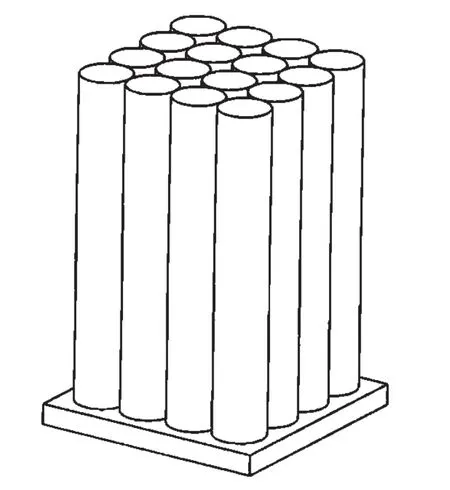
图7 立式堆垛装置
立式堆垛装置减少了卷重带来的高劳动强度,由于堆垛之前地板卷轴呈水平状态,本装置利用了翻转气缸将地板卷轴翻转90°转换为垂直状态,然后通过X 轴向伺服电机和Y 轴向伺服电机精确移动木托盘。在木托盘位移至设定位置后,可抽出地板退回,此时地板卷轴将直接落在木托盘表面。在整个地板卷轴翻转过程中,顶部安全销轴起到了安全保护的作用,有效地防止了立式卷轴倾覆。
3 新型包装线的实际应用效果
此包装线在客户现场应用后,使用效果良好,有效减少了工人的工作量,显著节约了劳动力成本。在改造前,24 h 两班作业需要30 人;按照本方案实施的自动化包装生产线两班作业人数能够降至6 人,经济效益得到了明显提升。
4 结语
本新型自动化包装生产线劳动力成本低,自动化程度高,安全高效,不仅在塑料地板行业可以复制推广,而且在纸张生产和人造革以及纺织面料等行业均有广泛的应用前景。
