基于精雕系统的精密弧面齿轮加工
2021-11-25揭晓张欢龙
揭晓,张欢龙
1. 台州科技职业学院 浙江台州 318020
2. 北京精雕科技集团有限公司 北京 102308
1 序言
2 传统齿轮加工情况
各种齿轮的加工工艺比较见表1。

表1 各种齿轮的加工工艺比较
目前,国际高端齿轮市场上的制造企业有:美国格里森、德国皮特勒、德国维拉(WERA)、日本那智不二越以及瑞士莱斯豪尔等。随着产品逐渐向多品种、小批量发展,采用通用数控五轴机床加工齿轮成为近两年来新的热点问题。尤其是滚齿加工,一般是定制专用滚刀来进行加工,这种加工方式的优点是:适合批量大、品种少的场合。但是对于品种多、量少的场合就存在劣势:定制滚刀的价格昂贵,不能适用于各种尺寸、形状变化的齿轮。
3 弧面齿轮结构及技术参数
北京精雕设备由于拥有强大的在线检测、在线补偿技术,所以结合五轴联动功能,已经在精密齿轮加工中崭露头角。下面以精雕换刀机构上的精密弧面齿轮加工为例,说明精雕设备在加工精密弧面齿轮上的优势。
精雕设备原有换刀机构购自海外制造商,在承接手机外形零件加工时,由于需要高频率地换刀,所以当次数在3万次以上时,开始出现故障。基于上述情况,北京精雕利用自有设备尝试加工换刀机构的弧面齿轮(见图1)获得成功。经现场验证,换刀次数在10万次以上,都没有出现故障。

图1 弧面齿轮
图2、图3分别为小弧齿齿轮、大弧齿齿轮,其技术参数分别见表2、表3。

图2 小弧齿齿轮

图3 大弧齿齿轮
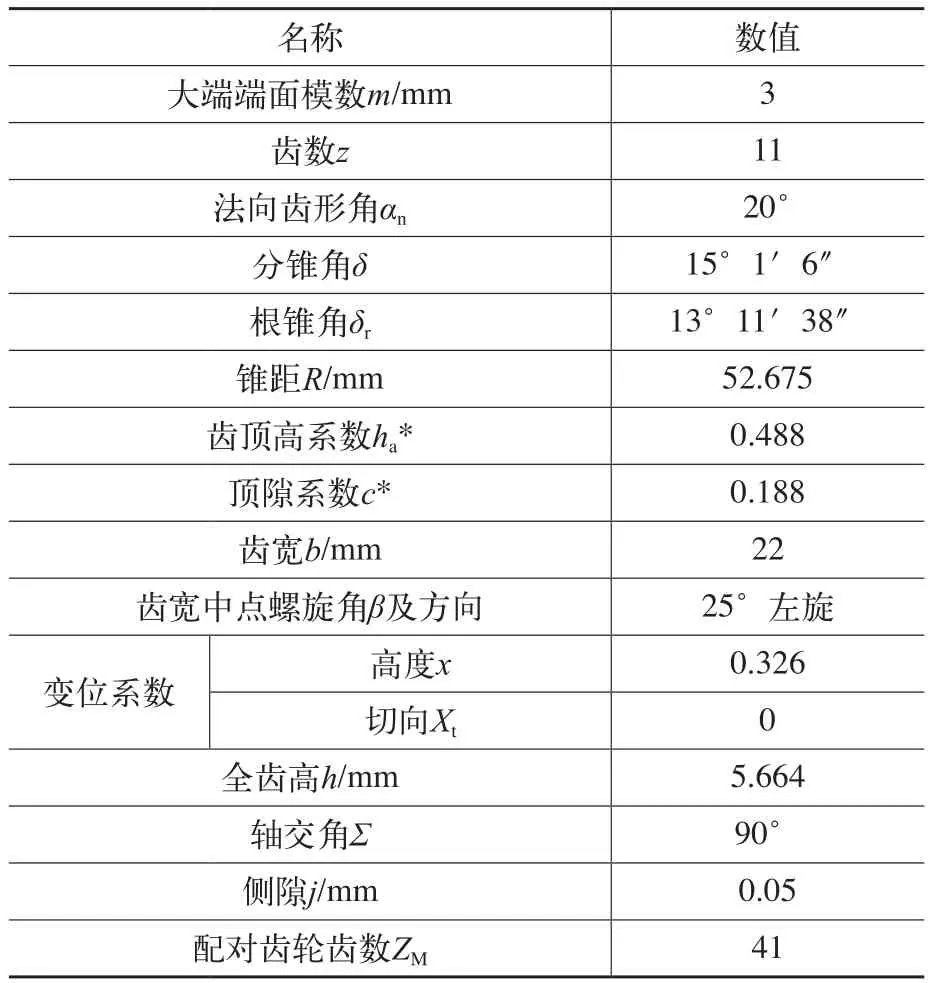
表2 小弧齿齿轮技术参数

表3 大弧齿齿轮技术参数
4 夹具设计方案
图4为夹具及其与零件的组装。采用螺栓夹紧,夹具平面度≤0.003mm;工件尽量放置在机床轴心位置,并使主轴下降位置适当。

图4 夹具及其与零件的组装
5 采用精雕SurfMill软件编程
图5为齿轮设计图样。
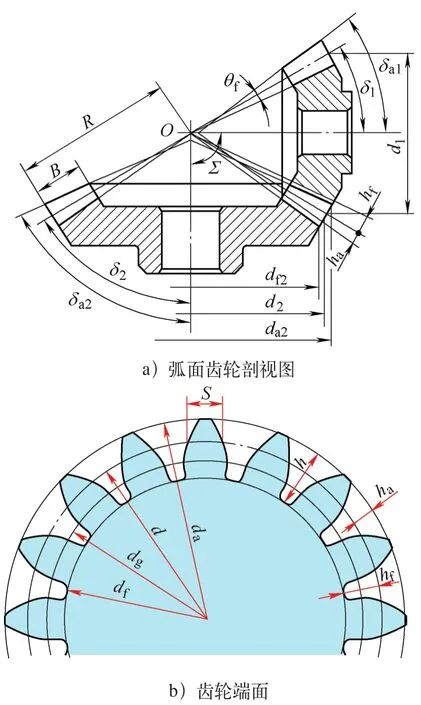
图5 齿轮设计图样
采用精雕JDSoft SurfMill软件编程。该软件针对齿轮加工的特点,按照与传统加工方式一致的展成法计算方式,开发了相应的加工模块;实现了编程简单化,操作简单快捷,路径计算精度高,可以满足不同加工需求;同时融合了DT编程技术,使加工编程可视化,在机检测技术保证了加工安全。
在精雕CAM软件SurfMill中设置走刀方式、顺序等,借助软件中展成法路径功能算法的实现,采用侧刃模拟两齿轮啮合时的动作,沿齿面切向逐渐展成加工。软件中展成法设置如图6所示,软件编程模拟结果如图7所示。
我曾经说过,我发表的能够称得上杂文的第一篇短文,是在1977年8月,那时,中央粉碎“四人帮”不到一年,很多思维还有局限。短文写好后,本来能够以个人名义发出的,部队也只是要求见报篇数,并没有硬性规定我们以组织名义撰写批判文稿,报社也渐渐开禁了,但我想到以集体名义发出可能更容易被采用,就署了个并不存在的“XX部队大批判组”。但是那次成功,并没有激起我对杂文的兴趣,回头想来,很可能是因为那会儿二十岁刚刚出头,对很多问题难以达到深度思考,没有写作杂文的欲望。

图6 软件中展成法设置

图7 软件编程模拟结果
6 采用锥度牛鼻刀加工
采用锥度牛鼻刀加工。刀具类型分析与对比见表4。

表4 刀具类型分析与对比
7 工艺工序的制定
各工序具体内容如下。
(1)粗加工 采用满足小端尺寸的最大尺寸锥刀,按五轴曲线的方式开粗。
(2)残补与清根 使用小角度锥刀完成齿根位置的清根,齿侧两面采用五轴曲线的方式去除。
(3)半精加工 留侧壁余量采用展成法加工。
(4)精加工 为提升表面质量,主轴加工前先预热,与半精加工一样,采用展成法进行精加工。
(5)在机测量 通过在机测量控制工序中的工件精度,并且编写宏程序实现在机测量超差报警提示。
以φ39.8mm×58.2mm差速器主动齿轮为例,工件材料为38CrMoAl,各工步所用刀具及加工时间见表5。

表5 各工步所用刀具及加工时间
8 加工难点及有效措施
该齿轮的加工难点在于:齿形造型与接触检查;需保证各个齿面余量均匀;同时齿距、径向圆跳动等指标达到设计要求。
针对难点问题,应用精雕CAD/CAM软件专业齿轮造型与编程功能,在机测量检测齿面余量保证在±5μm,表面粗糙度值Ra<0.15μm。
9 结束语
经过JDSoft SurfMill软件在编程后结合软件的DT加工技术,可以清楚地了解实际加工的安全性和实用性。通过机床模拟可以了解实际加工中的碰撞、干涉问题,保证程序的安全可靠。加工的小弧齿成品如图8所示,大弧齿成品如图9所示。

图8 小弧齿成品

图9 大弧齿成品
