铝电解主要生产条件对炉底沉淀的影响
2021-11-17周爱平
周爱平
(沈阳铝镁设计研究院有限公司, 辽宁 沈阳 110001)
0 前言
19世纪80年代,法国的Heroult和美国的Hall先后申请了冰晶石- 氧化铝熔盐电解法冶炼原铝的专利,即铝行业通称的Hall-Heroult(霍尔- 埃鲁)法。历经130余年发展,电解铝行业在机械化、自动化方面发生了革命性的改变,但现今电解铝企业仍然采用此工艺方法生产原铝。
铝电解是一门经验性很强的生产技术,在大工业生产中,现场的生产管理和工人的实际操作都会对电解槽的生产状态产生很大影响。生产中,原料氧化铝通过槽上料箱及定容下料装置进入电解槽后有以下3个去向:溶解在电解质中;结成炉帮或者面壳;沉降到电解槽底生成沉淀。氧化铝在电解质中不能完全溶解且不参与生成炉帮时就会在电解槽炉底生成沉淀。如果未能及时处理,炉底软沉淀会因周围环境、温度变化的影响而发生相变,可能会转变为牢牢粘在炉底上的硬结壳[1-2]。
根据2020年最新实施的《铝行业规范条件》,电解铝企业综合交流电耗不应大于13 500 kW·h/t-Al(不含脱硫、脱硝)。电解槽炉底沉淀的生成会造成炉底压降增高,部分阴极的导电性变差,导致吨铝直流电耗升高从而不能满足《铝行业规范条件》的要求;而且炉底沉淀会造成铝液中的水平电流增大,从而影响电解槽内熔体区的磁场稳定性。
据相关文献分析,铝电解槽槽底沉淀的主要化学成分是:刚玉(α-Al2O3)占比45%,冰晶石(Na3AlF6)占比19%,三氟钠锌(ZnNaF3)占比12%,氟化钙(CaF2)占比9%,氟化钠(NaF)占比8%,锂铜氧化物(LiCuOx)占比6%,钾冰晶石(K3AlF6)占2%[3]。
造成电解槽产生炉底沉淀的原因比较复杂。电解槽的热收支情况、生产操作(例如氧化铝来料的粒度、质量、加料的方式)、槽内熔体区的磁场分布、分子比、铝水平和电解质水平的高度等都是影响槽内炉底沉淀的产生和消除的因素[3-5]。
1 主要生产条件对炉底沉淀的影响
1.1 槽内磁场分布的影响
由于铝电解生产过程的动力来源为直流电,一般整流所出来的电流波动在±1%以内,因此铝电解槽的磁场可认为是静态稳定磁场。电解槽熔体区域的电磁力(即拉普拉斯力)引起铝液和电解质的运动,也可使二者间的界面发生变化(即造成极距改变)[1]。电解槽内熔体的流动为氧化铝加入电解质后的分散和溶解扩散创造了条件。槽内良好的磁场设计可为生产中取得合理极距和实现节能生产创造条件,也可保证熔体一定程度的流动,以实现氧化铝的溶解扩散。图1为国内某500 kA电解系列电解槽熔体区内z方向的磁场分布。从图1可看出,磁场呈现反对称分布,且均匀,变化梯度较小。该系列自2018年5月焙烧启动近两年以来运行平稳,各项生产指标较好,电流效率为93.3%,吨铝直流电耗为12 692 kW·h(下文的数据均针对该500 kA铝电解槽)。
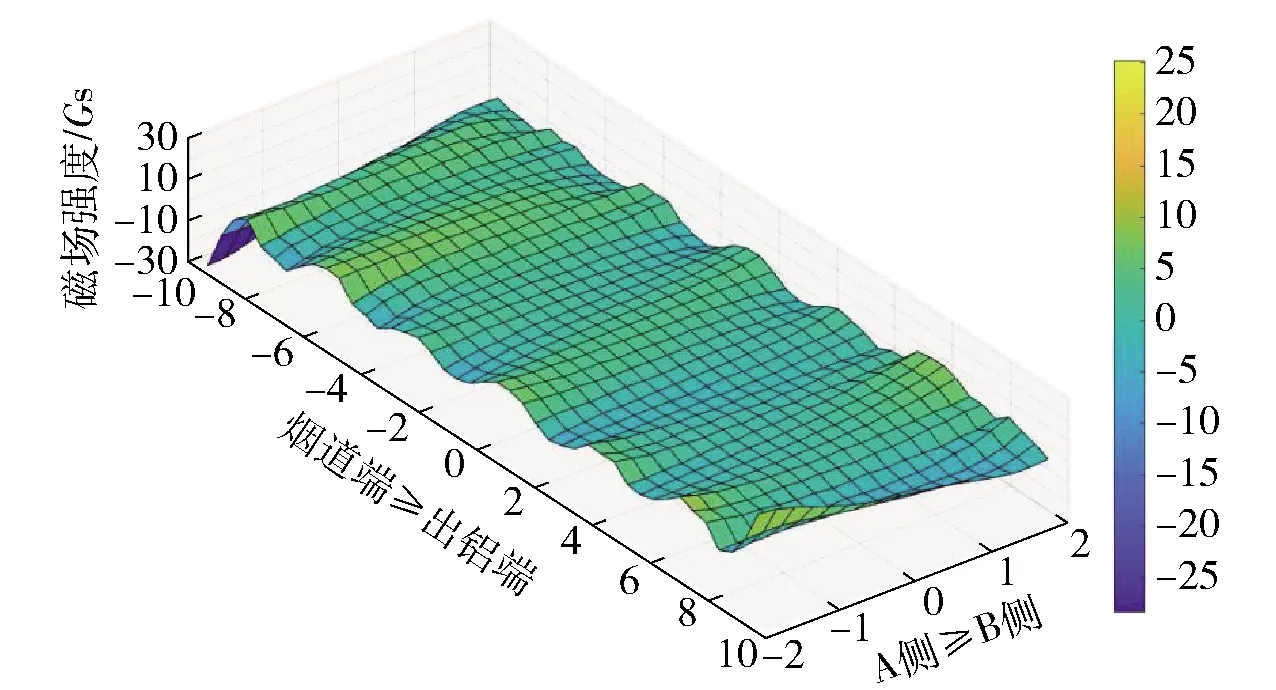
图1 某SY500电解槽熔体区z方向磁场分布
1.2 电解质分子比的影响
铝电解过程中,电解质分子比表示电解质中氟化钠物质的量与氟化铝物质的量的比值,即CR=NaF物质的量/AlF3物质的量。当CR=3时,表示电解质为中性。现在国内电解铝企业生产时,分子比大多为2.2~2.4,电解质呈酸性。上述500 kA电解系列长期生产的分子比为2.3,槽温为950 ℃。
分子比越高,电解质的初晶温度越高,电解所需的温度就越高,电解过程就越耗能。适当提高分子比,可增大原料氧化铝在熔融态电解质中的溶解度,同时增大电解质的流动性,从而有利于氧化铝的溶解和扩散。分子比低时,电解质初晶温度低,有利于降低铝电解所需温度,提高电解过程电流效率,以及节能生产。且分子比较低时,铝在电解质中的溶解度降低,有利于液态金属铝从电解质中析出,同时有助于炭渣分离。但分子比越低,氧化铝在电解质中的溶解度就越低,槽内就越容易产生炉底沉淀[3,5]。
铝电解生产中,电解质常用的添加剂有CaF2、MgF2、LiF等,它们都具有降低电解质初晶温度的优点,LiF添加剂还能明显地提高电解质导电率,帮助降低槽电压。但是大部分添加剂都有减小氧化铝在电解质中溶解度的作用,导致槽底出现沉淀的可能性增大。综上,在工业化生产中,适当提高电解质分子比,可减小电解质电阻,增大氧化铝在电解质中的溶解度,提高氧化铝的溶解扩散速度,从而减少炉底沉淀的产生。
1.3 两水平的影响
1.3.1 电解质水平的影响
电解槽中电解质和铝液是热量的巨大载体。如果电解质水平较高,数量较多,则可使电解槽具有较大的热稳定性。电解过程中,电解温度波动会比较小,有利于电解过程的正常生产,以及加工时氧化铝的充分溶解和扩散,使槽底不易产生沉淀。同时,电解质水平高时,阳极浸入电解质的高度也大,阳极与电解质的接触面积也大,阳极导电性增强,从而使槽电压减小。但是,如果电解质水平过高,阳极浸入电解质中太深,阳极产生的气体(主要为CO2)不易排出,会导致电解过程的电流效率降低,并易出现阳极底掌消耗不均匀或阳极长包现象(阳极局部没有消耗,表现为长包)。而且,当阳极侧部通过电流过多时,电解槽内衬上口炉帮容易熔化而难于保持,严重时还会出现电解槽侧部漏电或侧部漏炉(即槽侧部内衬损坏)现象。当槽内电解质水平过高同时铝水平过低时,上述现象更加明显。
如果电解槽内电解质水平低,数量少,因热量的载体变小,电解槽热稳定性变差,对热量变化也更为敏感。此时,氧化铝的溶解度降低,槽底易产生大量沉淀,阳极效应发生频次也会增加。如果槽内电解质水平过低,就容易出现电解质壳面过热或病槽,不仅增加原材料消耗,也会降低电流效率[3-4]。因此,在大生产过程中,适当提高电解质水平,可以有效减少槽底氧化铝的沉淀量,也有利于实现电解过程的持续稳定生产。电解生产中,电解质水平一般为18 cm左右。
1.3.2 铝水平的影响
铝液的导电性能和导热性能极好,是电解槽内电和热的良导体。槽内铝水平过高时,会造成电解槽散热量过大,使槽底温度过低(即槽底发凉),造成槽内电解质水平不易控制,槽底易产生大量沉淀和炉底结壳。炉帮和伸腿也会增大,伸腿过高、过宽,给正常生产(如换极、出铝)带来困难,更不便于机械化和自动化操作。
铝水平过低时,电解发热区接近炉底,铝液传导的热量减少,铝液中水平电流增加,加剧了电解质循环和铝液流动,增加电解过程中铝的损失,也容易造成电解槽炉帮、伸腿熔化,以及槽底温度过高,出现热槽。此外,铝水平过低时,阴极铝液的稳定性较差,出现槽电压摆动,这些均会降低电解过程的电流效率[4-5]。需指出的是,电解槽电压摆动主要针对阴极区域(电压针振主要是针对阳极及其更换质量)。对于电解槽内熔体来说,当内部的水平电流过多时,铝液受到电磁力作用而上下波动,就表现为电压摆动现象。此外,槽内炉膛内形不规整,阳极电流分布不均也会引起电压摆动。槽电压摆动时,炉底就有可能有沉淀或结壳生成。
在电解生产中,铝液水平不宜过高,也不宜过低,一般为22~24 cm。生产中,应避免铝水平过高、电解槽散热量过大,以免出现炉帮肥大及生成炉底沉淀的现象。
1.4 覆盖料的影响
在阳极炭块和炉面上覆盖适量的保温料(主要成分为粉料电解质和氧化铝),可以起到降低槽上部热损失(主要为热辐射及对流换热)、调节电解槽热平衡的作用。保温料会使电解槽炉底温度升高,也会使电解质初晶温度等温线进一步下移至阴极炭块之下,从而促使炉底沉淀内的电解质转化为液相[6-7]。如图2所示,初晶温度所在的等温线在阴极炭块之下。一般生产中,电解槽阳极上覆盖料凹凸不平,平均厚度为15~18 cm。
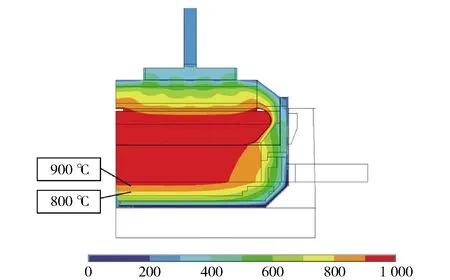
图2 某500 kA预焙阳极电解槽温度分布图
1.5 阳极效应的影响
阳极效应的产生机理较复杂,且与电解质的组成和电解生产条件相关。一般来说,当电解质中氧化铝浓度低到某个程度时,会产生阳极效应。当阳极电流密度较大时,较易发生阳极效应。电流密度越大,阳极效应发生时的氧化铝浓度越高[1-2]。阳极效应会导致电能浪费,使氟化盐的挥发损失增加,影响周围其他槽的正常生产,但阳极效应发生时,熔融电解质对其中包裹的炭粒湿润不良,可使炭渣较易从电解质中分离出来,从而使电解质的比电阻下降,槽电压因而也会降低。此外,电解槽发生阳极效应时,会比正常生产时产生更多热量,其中大部分热量可用于溶解氧化铝,从而有助于消除槽内沉淀。
2 结束语
炉底沉淀的生成会导致电解槽底电阻增加,从而造成炉底压降过高,增加吨铝能耗,且与电解槽阴极早期破损也有关系。此外,炉底沉淀会增加铝液中的水平电流、紊乱磁场分布,造成炉膛内形不规整,影响换极后阳极的正常消耗,对电解系列生产的影响较为恶劣。因此避免和消除炉底沉淀对电解槽的正常生产有重要意义。
综上,适当提高电解槽电压、电解质分子比、电解质水平,调整合适的铝水平,适当加强槽上部保温等措施都可有效消除炉底沉淀。消除炉底沉淀是一个较复杂的工程,需要在电解槽系列建设、生产全过程中给予充分考虑。电解槽系列建设期间,阴极炭块材质的选择、焙烧启动期间的炉膛形成及启动后的生产管理都对炉底沉淀的生成有直接影响。在生产中,应加大对氧化铝下料点的巡检,及时处理下料口氧化铝的堆积;日常换极操作时,及时打捞干净掉入槽中的大块电解质料;尽量多捞炭渣,并用机械抓斗抓取炉底沉淀物,达到洁净电解质以增大其中氧化铝的溶解性的目的。多措并举,最终实现减少炉底沉淀的目的。
