兖新煤化尿素板冷器装置投运与优化
2021-11-10张东旭杨雪娇郑和虎高余力
张东旭,杨雪娇,郑和虎,高余力
(兖矿新疆煤化工有限公司, 乌鲁木齐 830000)
兖矿新疆煤化工有限公司于2012年在新疆投资运营60万t醇氨联产项目。为提高产品质量,解决尿素包装存在尿素颗粒温度高、粉尘大、易结块等现象,公司新增尿素板冷器装置。
1 工艺简介
1.1 物料流程
尿素颗粒经过1#皮带传输到1#转运站上部,沿下料管进入尿素板冷器上部的料仓中,尿素颗粒依次经过1#和2#换热板组,与其中的脱盐水进行换热降温后,进入板冷器下部的门式下料器,落至4#皮带,送去包装工序(见图1)[1]。对应的设备见表1。
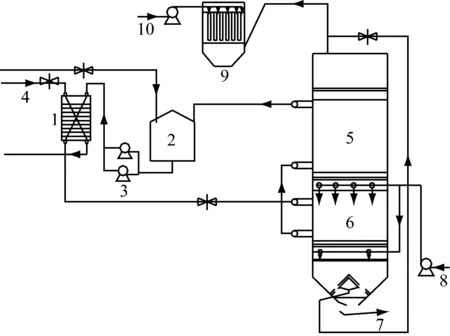
1—板式换热器;2—脱盐水循环槽;3—循环脱盐水泵;4—循环水;5—1#换热板组;6—2#换热板组;7—4#皮带;8—离心风机;9—布袋除尘器;10—除尘器引风机。图1 尿素板冷器流程图
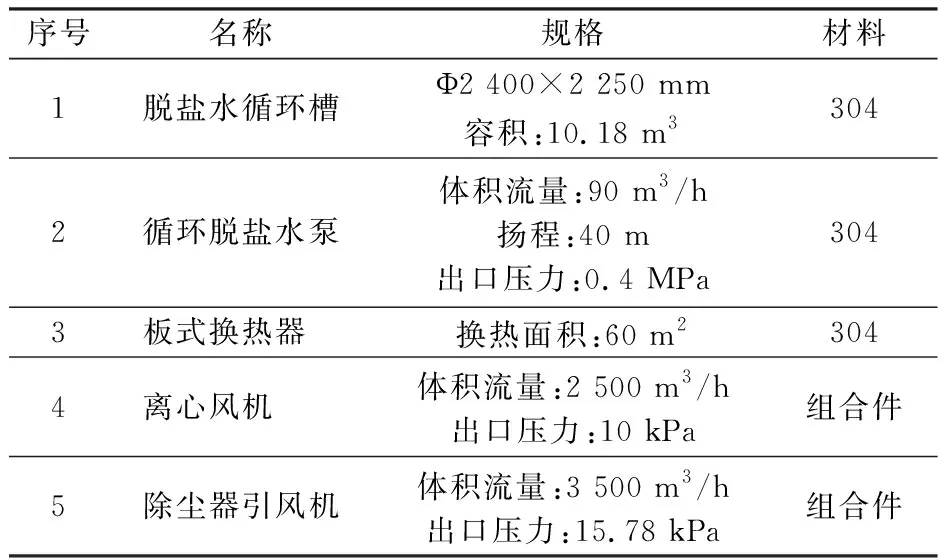
表1 设备一览表
1.2 气体流程
尿素板冷器装置利用离心风机加快空气流动,以及时移除粉尘和水汽组分。从外界大气中抽吸的干燥空气经离心风机加压后,一路送至2#换热板组上部,空气体积流量约为2 000 m3/h,可吹除尿素颗粒降温后产生的粉尘及水汽组分,防止尿素颗粒结块;另一路送至2#换热板组下部,空气体积流量约为500 m3/h,可吹除换热板组表面的杂质和水汽组分。进入板冷器的空气被抽至进料仓顶部出气口后送至除尘器,可吹除夹带的粉尘。
1.3 冷却水流程
尿素板冷器装置采用脱盐水(蒸汽冷凝液)作为冷却水。从管网来的脱盐水进入脱盐水循环槽,经泵输送后与循环水在板式换热器中换热,冷却水进入换热板组后,与尿素颗粒进行换热,使其温度低于50 ℃。
2 优化与调整
2020年5月—7月,逐步调整与优化尿素板冷器的工艺指标,取得了明显的效果。
2.1 调整料位仓参数
装置投用初期,料位仓控制在30%左右,门式下料器自调开度波动很大,导致4#皮带出现溢料现象。根据实际情况,逐步修正料位仓料位参数,最终将料位仓控制在8%至14%。此时门式下料器开度不会过快,溢料现象也明显改善,系统操作稳定[2-3]。
2.2 优化出料温度
结合新疆昼夜温差大的实际情况,适时优化出料温度为40~45 ℃,结果完全可行。当中央控制室(DCS)界面上出料温度<40 ℃时,联系现场查看板冷器装置情况,及时调整循环水量或冷却水量至正常指标,维护系统正常运行。
2.3 控制进料温度
由于条件限制,现阶段主要通过冲洗粉尘回收装置来控制进料温度。由于新疆季节性温差明显,夏季时进料温度易超标,一般巡检需测量尿素颗粒温度,进而判断冲洗粉尘的时间及次数,控制去进料仓的温度在正常范围内[4]。
3 质量改善
通过尿素板冷器提前除去部分粉尘,最终产品质量明显改善,相关数据见表2。
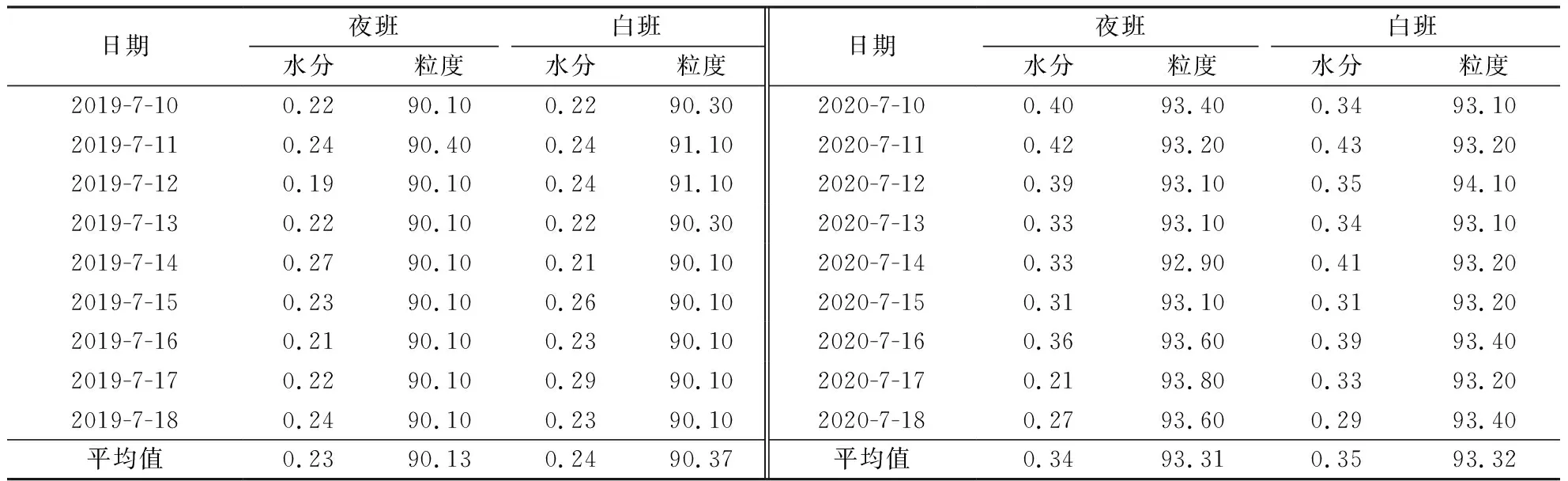
表2 质量对比表 %
由表2可见:对比2019年与2020年同时期尿素粒度,夜班提升了3.53%,白班提升了3.26%;2019年7月,尿素平均粒度为90.25%,至2020年7月提升为93.32%。实际生产证明,增加尿素板冷器可改善尿素成品的尿素粒度。
按照GB/T 2440—2017 《尿素》标准,所制得的尿素为优等品,增强了产品竞争力。
4 经济效益
根据粉尘回收清理报告,整理尿素板冷器稳定运行时的数据(见表3)。
由表3可知:回收尿素粉尘的平均质量(按50 kg/袋计算)为1.94 t/d,按尿素粉尘的价格为1 050元/t计算,可节约支出2 037元/d;每吨尿素蒸汽消耗为1.08 t,按2.5 MPa蒸汽价格为120元/t计算,可节约蒸汽消耗为251.42元/d。一年按300 d计算,每年回收尿素粉尘与节约蒸汽共计686 526元。
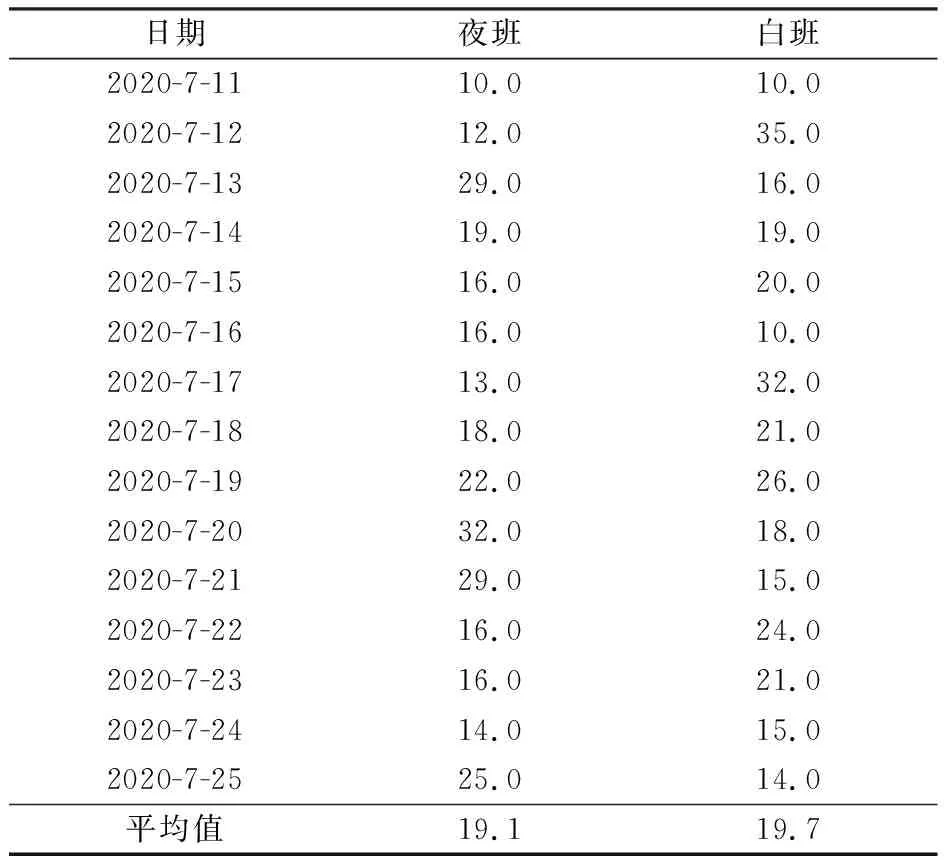
表3 粉尘数量汇总对比 袋
5 结语
通过新增尿素板冷器装置,改善了包装工序的工作环境,回收的粉尘也创造了新的经济价值,达到“降本增效”的效果。
