煤制乙二醇产品塔真空度波动原因分析及处理
2021-11-08刘志丹王永胜
刘志丹,王永胜
(哈密广汇环保科技有限公司,新疆哈密 839303)
煤制乙二醇工艺路线中,在草酸二甲酯加氢生成乙二醇的同时,也产生了品类繁多的醛、羧酸、单醇、多醇、醇酯类等杂质。由于其部分杂质沸点接近,易形成共沸物,造成分离困难,且高温下乙二醇易聚合,因此煤制乙二醇精馏分离系统普遍采用真空精馏方式。此方法既降低了被分离物系的沸点,改善了混合物系的分离效果,又大大降低了能耗,增加了企业的经济效益[1]。
某煤制乙二醇企业在生产过程中,乙二醇产品塔真空度经常发生不规律性波动,造成塔顶和塔底的压力、温度变化,从而破坏了精馏平衡,影响了精馏塔的分离效果,进而导致采出乙二醇产品的纯度及UV值不合格。笔者分析了影响乙二醇产品塔真空度波动的原因并进行相应改进。
1 设备及工艺流程
1.1 蒸汽喷射泵
抽真空设备可选用液环真空泵或蒸汽喷射泵。与液环真空泵相比,蒸汽喷射泵为静设备(没有转动部件),维护量小,一般不考虑设置备用,特别适用于蒸汽富裕的化工厂。
某煤制乙二醇企业乙二醇精馏分离单元采用真空精馏方式,抽真空设备均选用蒸汽喷射泵。单级蒸汽喷射泵工作原理为:当工作蒸汽进入喷射泵喷嘴后,绝热膨胀,以1 000~1 400 m/s的速度高速喷出;在喷嘴口形成低压,被抽气体由吸入口吸入,吸入的气体与工作蒸汽一起进入扩压室混合段;然后流经扩压室喉管,在扩压室喉管内混合流体的流速降低,压力增大,实现动能向压力能的转化,最后至排出口排出[2]。由于单级蒸汽喷射泵所能达到的压缩比具有一定的操作限度,为了获得更高的真空度,可采用两级或多级喷射泵串联操作,中间设有冷凝器,组成蒸汽喷射真空泵系统。单级蒸汽喷射泵结构[3]见图1。

1—喷嘴;2—吸入室;3—扩压室混合段;4—扩压室喉管;5—扩压室扩压段。
1.2 工艺流程
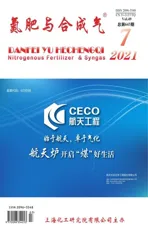
乙二醇产品塔蒸汽喷射真空泵系统采用三级喷射器串联的方式保持真空。塔顶不凝气经过低温冷冻水冷却,分离回收有用组分后被蒸汽喷射泵抽走,以维持塔内真空度。该蒸汽喷射泵采用0.6 MPa蒸汽作为动力蒸汽,级间冷凝器采用循环冷却水冷却,各级冷凝液靠重力进入水封槽,经水封槽收集后用废水输送泵送至污水处理,不凝气排放到尾气回收装置。乙二醇产品塔为真空操作,压力控制通过调节蒸汽喷射泵入口氮气补入量来实现。工艺流程见图2。
图2 乙二醇产品塔真空系统工艺流程简图
在生产运行过程中,该乙二醇产品塔真空度经常发生不规律性波动,塔内真空度上下波动达10 kPa左右,塔顶温度、回流量不稳,直接影响了精馏塔的分离效果,进而导致采出乙二醇产品的纯度及UV值不合格。
2 原因分析
2.1 蒸汽喷射泵喷嘴冲刷磨损
工作喷嘴和扩压室构成了蒸汽喷射泵的特殊气流管道,蒸汽流经喷嘴的出口到扩压室入口时,可将压力转化为动能,并被抽气体吸进混合室。但是蒸汽喷射泵在使用过程中,由于喷嘴长期受到蒸汽高速流动的冲刷,会导致喷嘴磨损,一定程度上降低了蒸汽喷射泵的工作效率[2],影响了精馏系统真空度的稳定性。
2.2 系统存在泄漏点
由于系统为真空操作,系统泄漏点主要分为两种情况:一是设备本体人孔及相连气相管道法兰垫片、法兰面损坏以及螺栓未拧紧,造成压力表、温度表等接头处存在漏点;二是与乙二醇产品塔及回流罐相连的氮气管线阀门存在内漏。一旦泄漏量太大,系统内真空泵超负荷运行,势必导致真空度波动。
2.3 水封槽液位过低
蒸汽喷射泵真空装置一级、二级、三级冷凝器冷凝下来的混合凝液,依靠重力自流入地面水封槽,且各凝液管在水封槽内部有一定内伸量,水封槽为常压操作,依靠水封槽液位保证液封。操作过程中,有可能因为水封槽液位控制不稳,导致液位过低破坏液封,进而影响真空度波动。
2.4 冷凝器冷却水量不足
乙二醇产品塔采用三级抽真空的方式,在真空系统中设置有冷凝器,可将混合物中的可凝性蒸汽部分凝结排除,以减少下级喷射器的负荷。同时,可凝性蒸汽中含有抽凝下来的有机物,需要对其回收处理,为了便于回收凝液,其安装位置较高。若冷凝器的循环冷却水量供应不足,导致凝液温度升高,加之扩压室混合段的低压环境大大降低了凝液沸点,凝液温度一旦超出该压力对应下的沸点,凝液就会沸腾挥发,导致真空泵抽气能力下降。
2.5 动力蒸汽品质原因
0.6 MPa蒸汽是蒸汽喷射泵的动力来源,蒸汽品质的好坏,对抽真空能力和真空稳定性影响很大。蒸汽质量包括蒸汽压力和蒸汽干湿度。蒸汽压力低于设计值时,喷射泵做功能力和抽气能力降低;蒸汽压力高于设计值时,蒸汽消耗增多,增加冷凝器负荷的同时,也增加了下一级真空泵的负荷,进而影响其正常工况。蒸汽干湿度对喷射泵性能影响很大。若蒸汽饱和度过大,泵腔处于高真空状态下,微小水珠会迅速膨胀至原有体积的几十倍乃至几百倍,此时膨胀的水蒸气占据泵腔的空间,使抽吸气体的能力大大下降[4],进而影响精馏系统的真空度。
3 改进措施
针对可能引起乙二醇产品塔真空度波动的原因,对装置进行了相应调整及处理。操作上稳定水封槽液位,保证凝液管液封;提高循环冷却水压力,开大进出口阀门,保证循环冷却水的流量;稳定动力蒸汽压力,将其控制在指标范围内。利用停车检修间隙,对乙二醇产品塔及相关设备管线进行气密试验并处理漏点,同时检查3个蒸汽喷射泵的流道及喷嘴,以排除设备问题。
装置开车后,乙二醇产品塔真空度仍出现波动,问题没有得到根本解决。经过原因排除,焦点集中到了动力蒸汽干湿度上。0.6 MPa蒸汽主要来源于汽轮机背压,管线至精馏系统线路较长,由于设计原因,乙二醇产品塔动力蒸汽引出管线位置处于0.6 MPa蒸汽主管线的最末端,后面没有低压蒸汽用户,加之蒸汽喷射泵蒸汽用量少(设计蒸汽耗量为0.27 t/h)、蒸汽流动量小,极易在此位置达到过饱和状态。对此采取如下措施:
(1)减少汽轮机背压0.6 MPa蒸汽的减温水量,在指标范围内,适当提高其过热度。
(2)在0.6 MPa蒸汽主管线末端引一股蒸汽至污水改造装置,增大蒸汽流动量,避免蒸汽在此位置停留时间过长达到过饱和状态。
(3)对0.6 MPa蒸汽主管线及乙二醇产品塔蒸汽喷射泵动力蒸汽管线全面保温,防止蒸汽在管路上被冷凝,导致喷射蒸汽带水。
(4)在乙二醇产品塔蒸汽喷射泵动力蒸汽管线上设置水汽分离器,并在蒸汽冷凝液排放管线上安装疏水阀,以防蒸汽漏走而冷凝水滞留。
经过上述措施处理后,消除了乙二醇产品塔真空度不规律性波动的现象,且蒸汽喷射泵级间冷凝器循环冷却水和喷射泵蒸汽耗量减少,做功效率提高,乙二醇产品塔真空度稳定,采出乙二醇产品质量良好。
4 结语
对影响到乙二醇产品塔真空度的原因进行分析,进而采取有效手段进行排查处理,从中可以发现:在实际生产过程中,专业技术人员要熟悉工艺原理及流程,发现异常时能准确判断、及时处理,从而消除隐患,实现精益化操作,确保装置安全、稳定、高效运行。