汽轮机和风机振动原因分析
2021-11-06徐明东
徐明东

摘 要:汽轮机和风机振动大小,是评价汽轮机组和风机系统运行可靠性的重要指标。对于高速转动的汽轮机来说,微小的振动是不可避免的,只要幅度不超过规定的標准就属于正常振动,对汽轮机的运转没有影响,但是当振动超过规定限值时,对整个汽轮机组的运行是有害的,表明机组内部存在缺陷。鉴于此,对汽轮机和风机幅度过大的异常振动产生的原因进行了分析。
关键词:振动基础;振动轴心轨迹;Orbit图;扭振;碰磨;低频振动
0 引言
对于滑动轴承支承的大型旋转机械,主要的振动源是转子系统。产生振动的原因非常复杂,本文试图从振动轴心轨迹的变化、扭振、碰磨、低频振动的角度分析振动的原因,并给出了部分案例。
1 振动基础及其模型
各向同性转子基础模型如图1所示,图中弹簧刚度用K表示。
振动是一种围绕平衡参考位置的往复运动,作用力、系统、响应、X/Y向、幅值、相角等构成振动分析的数学模型;振动就是振动响应,振动的响应一般由涡流传感器、非接触(趋近)式传感器、速度传感器等才能检测出来,传感器仅检测与传感器沿轴向相同方向的振动,有幅值和频率。振动值常用峰峰值表示,频率是指其频率成分,可以看作是多个简谐波的合成,通过快速傅里叶变换才能批量分解出各个频率分量。滤波器能过滤信号得到简谐波,如1X、2X、0.5X、0.47X等,其中X是转速的频率。所谓“跟踪”就是跟踪转速频率,需要有键相信号才能跟踪。
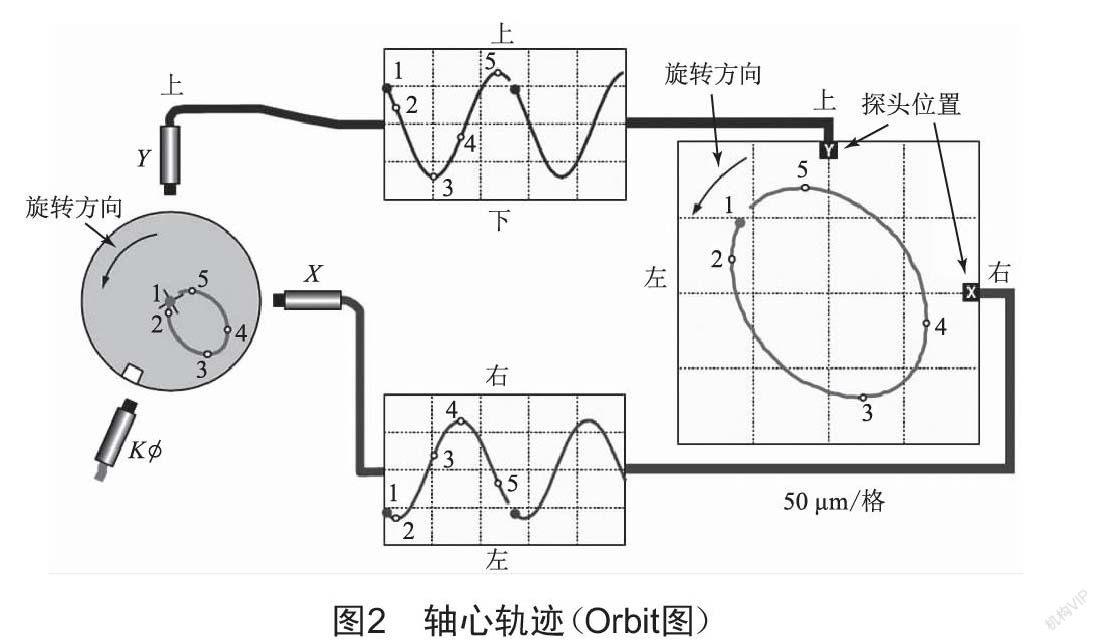
2 振动轴心轨迹(Orbit图)分析
图2是直角坐标系,X、Y方向与探头安装方向一致,原点就是XY时域波形的平均值,幅值的刻度/量程、方向与各自波形一致,Orbit图上的每一个点,对应的分别是同一时刻X、Y方向传感器的时域波形的瞬时位移值。Orbit图形的视角是以物理垂直上方为0°参考的,对于汽轮机来说,一般的约定是从驱动端往非驱动端看的方向。转子朝向探头运动的方向,是振动位移的正方向。另外,无论转子的旋转方向如何,Y方向约定都在X方向逆时针转90°的方向。Orbit图是两个时域波形的物理合成,所以本身是时域图形。键相标记是一转一个事件的有别于X/Y向的传感器,整个汽轮机轴系共用一个键相传感器,连续的两个键相标记点表示转子转了一圈,所以本质上它是计时标记。键相标记所在的位置表示的是当键相槽正好经过键相探头时轴中心的位置。因此,同时基图一样,一个Orbit图中也可以有多个周期。图2中,从时域波形的键相标记来看,转子转了两圈,Orbit也是两圈,只是第二圈与第一圈完全重合。转子的旋转方向也要在Orbit图中表达出来,它只与汽轮机物理安装和转子结构工艺有关,一般是固定的,因工艺参数的变化,转子出现反转故障另当别论。机器的旋转方向可以通过画在机器上的箭头找到;另外一个方法是从慢转速Orbit上猜到,因为慢转速进动方向通常是正进动,正进动方向就是振动方向和转子旋转方向一致时的方向,而振动方向是从空点到亮点转的方向。
现代的Orbit图都是计算机处理的,轴心轨迹的形状与传感器的安装位置无关,只和观察的参考位置有关。
3 关注扭振和横向振动
除X/Y向国际标准的截面横向运动外,从三维来看还有一种方向的振动即Z方向不曾表达,机器部件在Z方向的运动,也叫轴向振动,而绕旋转轴的静态和动态的扭动为扭振。轴向振动和扭振没有得到应有的重视是有原因的,对于扭振,相对于径向振动,测量难度大,径向振动和轴向振动都可以通过轴承这样的弹簧元件在轴承箱或别的连接部件上直接测量到,要求力的传递越直接、衰减或畸变越小越好。但是扭振不能直接通过轴承并在其上测量,因为它们与转子的支撑关系不大,扭振很少耦合到转子外的机器部件上。但实际运行的机器,扭振可以是很严重的,存在足够的杀伤力,有能力产生周期性的应力,导致疲劳失效,往往被称为“隐形杀手”,发生扭振的案例不在少数。
扭振和横向振动的耦合问题,理论上来说,耦合是普遍现象。总的说来,凡是扭矩的变动都可能产生扭振,如同步/异步电机驱动的机器、流体介质机器等等。但是,实际上扭振和横向振动耦合并能带来明显的影响或者显性表现的并不多见,一般多出现在带有齿轮传动的机器上,也可能发生在转子几何结构的非对称转子上,但这种非对称转子只有极少的转子才有。
4 摩擦的影响
汽轮机动静部分之间的摩擦往往是造成振动大的原因,一般来说更换了新的轴瓦,或者机械上有所改变,很容易出现碰磨现象,一般摩擦一段时间,振动会慢慢降低,这是最好的结局。但还有一种情况,振动随着碰磨的发生不会减小。有经验的诊断师,不会将摩擦作为最终结论,而是当成次生故障。还有最根本的原因,例如,转子轴向位置安装不精确,使得流体通道发生轻微改变,从而产生旋转失速。径向轴承间隙过大导致旋转失速的阈值降低,瓦与轴承箱之间的接触间隙偏大,则降低了失速的稳定裕度。这些因素才是初生故障。所以,振动发生时,不仅要关注振动值,还要关注轴位移和差胀有无异常。
5 转子质量不平衡
转子上的装配部件在安装或当初机械加工时,内孔与转子中心不同心,或部件质量对转动中心不对称;转子上的叶片、拉金断落或不对称磨损;转子锻件在加工及处理过程中有过大的残余变形,引起转子永久性挠曲;检修时,在转子上拆装叶轮和叶片,更换联轴器零件,更换发电机线圈、车削转子轴颈或直轴等,都有可能造成转子质量不平衡。转子质量不平衡是汽轮机振动异常的最主要原因,70%以上的异常振动是转子质量不平衡引起的,其特点是,振幅与不平衡质量成正比,振动频率等于转子的振动频率,波形为正弦波,振幅及相位始终保持常数,而与负荷无关。这类振动只需要找好平衡即可解决。由于其发生概率高,解决方便,在汽轮机组发生振动时,应成为首要分析对象。
