复杂工艺参数决策知识建模与应用
2021-11-05王天龙刘梦飞
王天龙, 陈 泳, 刘梦飞
(上海交通大学 a. 机械与动力工程学院; b. 航空航天学院,上海 200240)
智能制造是新一轮工业革命的核心技术之一,是“中国制造2025”的主攻方向[1].作为智能制造的关键技术,智能工艺设计可以帮助制造企业处理利用日渐庞大的企业历史数据,提高工艺设计效率与准确率.因此,高效、可靠的智能工艺设计系统已成为制造装备、工人素质等因素之外,又一个提高企业生产效率的突破点.
智能工艺设计的一大核心是需要建立结构化的工艺知识库,使得智能工艺设计系统可以快速进行工艺知识的搜索、推理与应用.工艺知识是制造企业在生产活动中涉及的包括工人经验、工艺规范、国家标准等在内的各种形式知识的集合,是联结设计过程与制造环节的纽带,具有数据量大、种类繁多、涉及知识领域广、各类知识间关系复杂等特点.现阶段,国内很多制造企业仍然以书籍、文件等纸质材料或Excel、Word等办公软件作为存储、使用工艺知识的主要载体.这极大程度上制约了这些工艺知识的获取、存储与复用的效率,也阻碍了智能工艺设计系统在企业中的应用.
为了解决上述问题,国内外许多学者就结构化的工艺知识表示方法进行了广泛的研究讨论.文献[2]针对制造工艺资源,采用面向对象与特征的方式构建了特征模型.文献[3]借鉴计算机数据结构中链表的思想原理及本体技术,构建了工艺特征和数据属性的本体模型.文献[4]将加工知识单元分为特征层、加工层和元素层,利用面向对象的方法创建工艺信息的层次化表达模型.文献[5]提出工步元、工序元和加工链的基本定义,创建机加工艺知识建模与管理框架结构,并利用工艺知识的结构模型及“概念-属性-规则”图表达工艺知识的关联关系.文献[6]采用面向对象的方法,结合流程图与可视化技术对工艺知识进行建模.文献[7]针对模具制造过程,利用产生式规则与面向对象的方法表达工艺知识,并开发了模具工艺专家系统.然而,过去的研究有以下不足之处:① 研究大多针对特定制造领域或特定产品,缺乏通用性;② 部分工艺知识库虽然具有一定的通用性,但在复杂工艺参数决策知识(如表格类工艺知识、公式类工艺知识)的建模方面有所缺失,未建立能够有效管理、利用这类知识的方法.
针对上述不足,本文首先介绍了工艺信息的建模方法,随后提出一种与之相应的公式与表格类工艺知识的建模方法,对工艺设计过程中常用的公式与表格知识进行结构化表示.然后,通过复合模型将以上模型进行集成,使计算机能够在后续的工艺设计过程中自动确定工艺属性与工艺参数,快速产生工艺文件.最后,将以上建模方法应用于原型系统,并在某电缆企业进行验证.本文对复杂工艺参数决策知识建模与应用方法的研究可克服传统表格与公式类工艺知识在计算机系统应用中所面临的一些难点,为实现智能工艺设计提供理论基础.
1 工艺信息建模
智能工艺设计的基础是工艺信息的结构化表达,因此首先介绍工艺信息的建模方法.作者在前期研究[8]中,提出了一种通用的工艺信息建模方法,也是本文研究的基础,如图1所示.这里简要介绍工艺路线、工序、工步等基本工艺组成信息及相关的工艺要求信息.
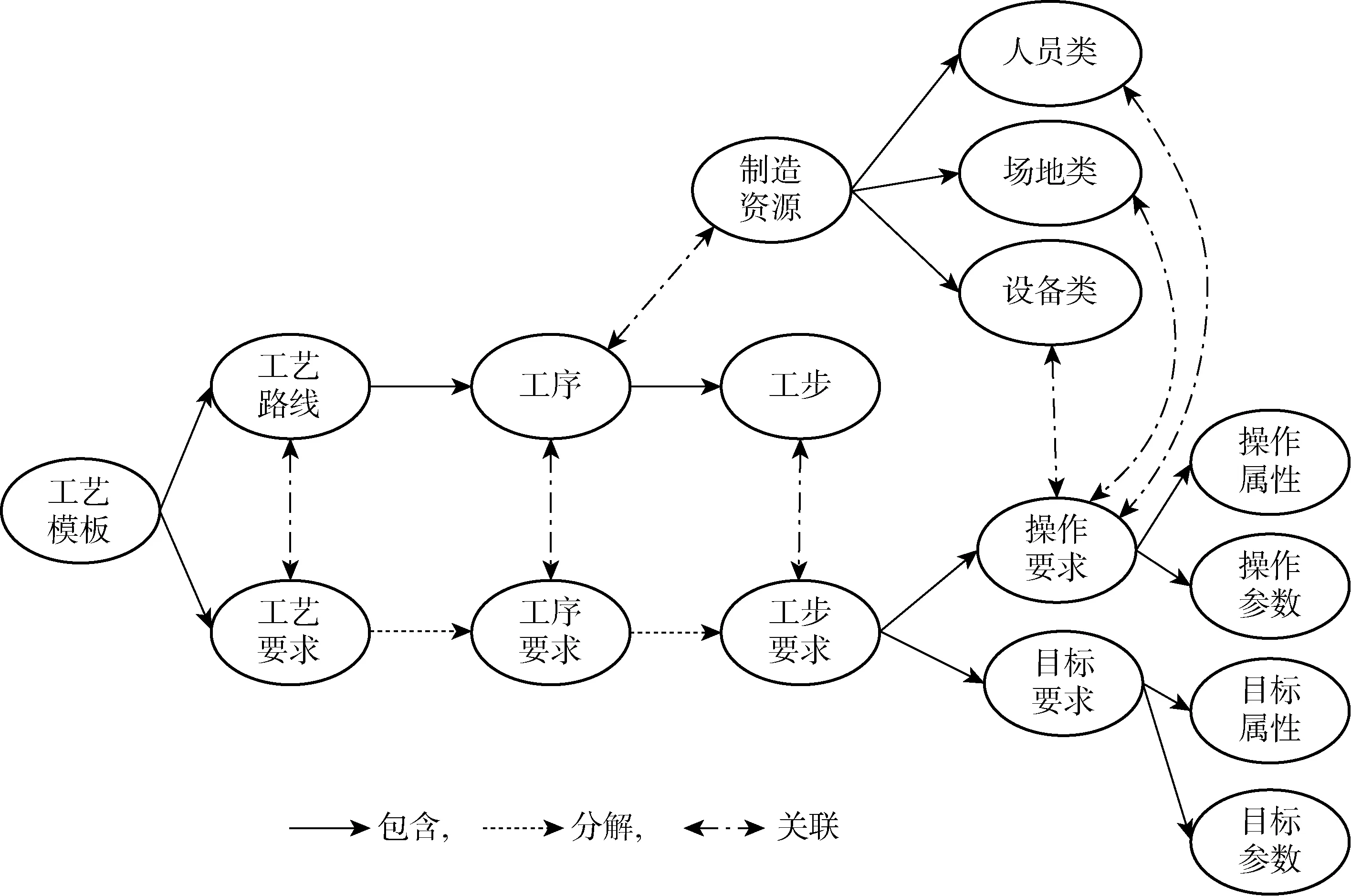
图1 工艺信息Fig.1 Process information
1.1 工艺组成信息
工艺路线包含待加工产品在某个生产阶段的所有工艺过程(即工序),例如热处理工艺路线等.在制造过程中,不同工序的完成将实现对应的产品特征(如材质、结构、性质等)的改变.因此,对于在一定程度上相似的产品,其对应的制造工序与工序顺序基本相同,即工艺路线基本相同.将多道工序按生产顺序组合并建立工艺路线,可以加速一系列相似产品的工艺设计过程.工艺路线的结构化表示包括以下要素:工艺路线编号、工艺路线名称、工艺路线组成、工艺要求,其中工艺路线组成由多道工序按加工顺序组合表示.
工序是指操作员在同一个工作地点,对一个或多个被加工物料连续进行的生产制造过程,一般由一系列的工步组成.工序的划分要素包括相同的操作员、工作地点、被加工对象以及“连续进行”.每一道工序在企业中必须有能够将其实现的制造资源与之对应.一道工序可以由同一制造资源实现,也可以由多种制造资源配合实现,这些相互配合的制造资源往往在空间上密集分布.工序的结构化表示包括以下要素:工序编号、工序名称、工序组成、工序要求、工序制造资源,其中工序组成以多个工步的有序组合来表示.
工步是生产制造过程中对每一个独立作业过程的概括称呼,是工艺过程的基本组成单位,也是所有工艺要求最终落实的载体.将工序划分为工步有利于实现对制造过程更精细化的管控,也方便将工序要求细化为工步要求,精准指导加工过程.工步的结构化表示包括以下要素:工步编号、工步名称、工步要求.
1.2 工艺要求信息
工艺要求是对被加工物料在某个生产制造阶段工艺方面的整体要求描述.这类要求通常只关注该阶段的工艺目标,而不涉及实现这些工艺目标所使用的具体方式,例如某电缆工艺路线的一条工艺要求为,成品电缆的阻燃特性应符合IEC60332-1标准.此类要求需由工艺员确定工艺路线,并进一步转化为工序、工步要求后才能直接指导生产制造过程.
工序要求是工艺员根据整体工艺要求,为每道工序安排制定的阶段性要求.这类要求在关注该工序阶段目标的同时,也影响着这些目标的实现过程.例如,部分工序要求可能需要制造资源有较强的加工能力,这将影响制造资源的选型过程.工序由一系列工步组成,工序要求实际上需要这些工步前后协作才能最终达成.因此,工序要求有必要进一步细化为工步要求,以便更准确地描述、指导每一步生产制造过程.
工步要求由工序要求分解、衍生而来,可分为两类[8]:目标要求与操作要求.目标要求是指对当前工步加工结果的要求,由指导生产制造目标的工序要求转化而来,例如:“外护套工序”中护套材料相关的工序要求可以转化为“挤出工步”中对挤出材料的工步要求.操作要求是指该工步为了达到目标要求,在使用指定的制造资源(制造设备、场地、人员等)时需要依循的操作要素,例如各种设备的操作参数、场地环境参数等.目标要求与操作要求均可以用工步属性与工步参数来进一步表示[8].工步属性通常用以描述可枚举的工步要求,例如绝缘材料、编织机锭数等.而工步参数则用来描述不适合枚举的工步要求,例如材料用量、送线速度等.
1.3 工艺信息集成
在进行相似产品的工艺设计时,工艺员往往会参考已完成的工艺文件.为了提高这类产品的工艺设计效率与准确率,工艺员可以建立工艺模板,将工艺路线、工序、工步及其相关要求进行集成,形成一个工艺信息框架.1份工艺模板可以用1个四元组表示:
P=(NP,IP,C,R)
(1)
式中:NP为工艺模板的编号;IP为工艺模板的名称;C为工艺模板组成,包含其中的工艺路线、工序、工步;R为工艺模板的工艺要求集,包括由C引出的所有工艺要求、工序要求及工步要求.
工艺模板同时包含所有工艺组成信息及工艺要求信息,是待加工产品在某生产阶段所有工艺信息的载体.建立工艺模板可以方便在后续过程中将工艺信息与复杂工艺参数决策知识进行集成.
2 复杂工艺参数决策知识建模
智能工艺设计需要复杂工艺参数决策知识的支持.为了提高计算机对此类知识的处理应用能力,有必要将其进行结构化表示.本文主要研究两类常见的复杂工艺参数决策知识(公式类工艺知识与表格类工艺知识)的建模方法.
2.1 公式类工艺知识建模
代数式公式是工艺设计过程中最为依赖的参数决策知识类型之一.目前,此类工艺知识并没有一个合适的结构化表示方法.文献[9]虽然在代数式公式类知识的信息化管理应用方面做出了探索,但在该文献中,表达式中包含的参数是固定关联的,这种方式不符合工艺设计过程的需要.在工艺设计过程中,同一个公式可能会应用在不同的参数决策过程中,公式中的变量需要根据工艺员需求动态关联至不同的工艺参数.因此,本文结合工艺设计过程的特点,提出基于二叉树的公式类工艺知识结构化表示模型.
2.1.1代数表达式的二叉树表示 工艺设计(工艺参数计算)过程中所使用的公式通常只包含二元运算符,对于这类公式,在已知代数表达式的前提下,可以采用如下过程将其转化为二叉树表示.
步骤1将代数表达式转化为后缀表达式形式.
步骤2读取后缀表达式中最后的操作符作为二叉树的根,左右子节点待定.
步骤3读取前一个字符,若为操作数,则直接将其作为上级节点的右子节点;若为操作符,则以此操作符作为根节点,重复步骤3~4,建立子树,将该子树作为上级节点的右子节点.
步骤4读取前一个字符,若为操作数,则直接将其作为上级节点的左子节点;若为操作符,则以此操作符作为根节点,重复步骤3~4,建立子树,将该子树作为上级节点的左子节点.
以电缆导体面积计算公式为例:
(2)
式中:S为电缆导体面积;d为铜丝直径;N为铜丝根数.
将上述公式表达式转化为后缀表达式形式:
πd2^ ×N×4÷
(3)
通过步骤2~4,建立该公式表达式的二叉树.该公式用于计算铜丝经束丝工序加工后的导体面积,公式中的d通常关联至工步参数“结构组成-直径”;N通常关联至工步参数“结构组成-根数”,如图2所示.
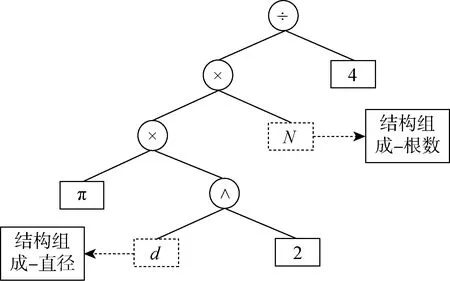
图2 公式表达式的二叉树及其关联参数Fig.2 Binary tree of expression and its association parameters
2.1.2公式类工艺知识模型 1个公式主要由三部分组成:等号左边的输出参数,等号与等号右边的代数表达式[7].公式类工艺知识可以用1个五元组进行表示:
F= (NF,IF,O,E,B)
(4)
式中:NF为公式编号;IF为公式名称,可为空;O为公式的输出参数,唯一且不能出现在同一公式的代数表达式中;E为公式的代数表达式;B为公式表达式对应的二叉树.
上述模型采用二叉树来表示公式的代数表达式,其子树可以方便地替换更新,节点也能高效地支持与其他参数的动态关联,符合智能工艺设计系统对代数表达式的动态配置要求.
2.2 表格类工艺知识建模
表格类知识对于工艺属性与工艺参数的决策过程也至关重要.但是,目前表格类知识在多数企业中仍以纸面材料或办公软件为载体存在,计算机难以将其直接应用于工艺决策过程.因此,迫切需要一种通用的表格类工艺知识建模方法,将常用的工艺表格进行结构化表示.通过对大量传统工艺表格的分析,发现阻碍表格类知识结构化表示的主要原因是部分表格存在表头属性嵌套,表体值数据类型多样,单元格合并等情况,图3(a)为典型的此类表格.
2.2.1表头属性有序树 针对传统工艺表格表头属性存在多层嵌套的情况,本文借鉴文献[10]中对超文本标记语言(HTML)表格的解析方法,采用有序树的数据结构来对工艺表格的表头属性进行建模.文献[10]中采用内容树来表示一张HTML表格,将表头,行、列属性,表体值等都表示在其中,且行、列属性间存在层级关系.这样的结构无法清晰地定义表格查询条件与查询结论,不利于工艺设计知识集成.本文提出的有序树仅用来对表格的表头属性进行建模(不包含表体值),且行、列属性将被分开表示.
在部分属性嵌套的工艺表格中,存在一些跨越多个嵌套层级的属性,例如图3(a)中的 “牌号”.对于这类属性,在构建表头属性有序树前,须先在原表格中将这些属性所在单元格按其跨越的层级进行拆分,拆分后的各层级单元格属性均与拆分前的单元格一致.在经过拆分后建立的表格属性有序树中,从根节点到每一个叶节点的路径长度均相等.对于同时存在行、列属性的表格,应分别建立行属性有序树与列属性有序树,如图3(b)所示.图4依次为图3(a)的行属性有序树,图3(b)的行属性有序树与列属性有序树.
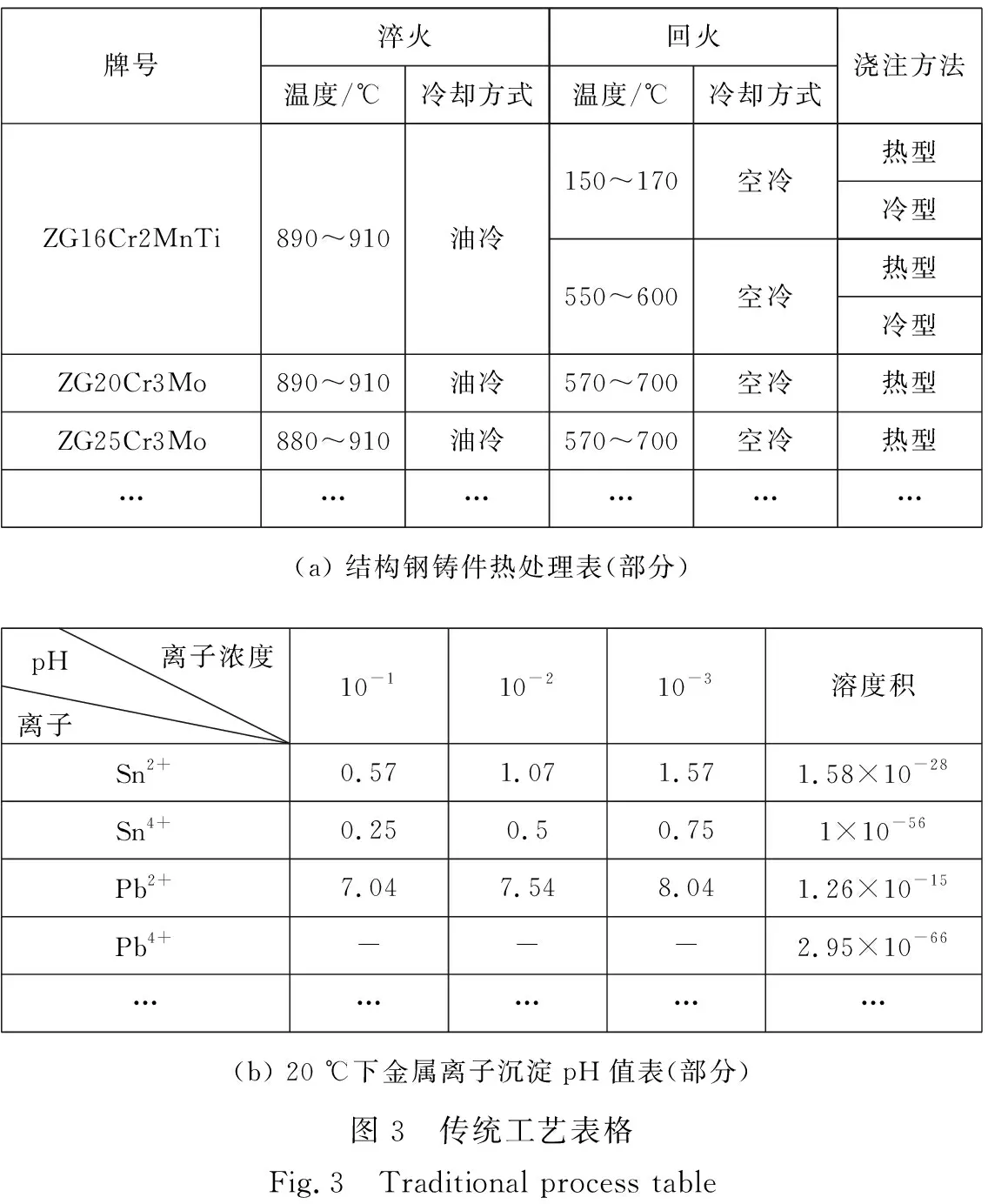
牌号淬火温度/℃冷却方式回火温度/℃冷却方式浇注方法ZG16Cr2MnTi890~910油冷150~170空冷热型冷型550~600空冷热型冷型ZG20Cr3Mo890~910油冷570~700空冷热型ZG25Cr3Mo880~910油冷570~700空冷热型………………(a) 结构钢铸件热处理表(部分)离子pH离子浓度10-110-210-3溶度积Sn2+0.571.071.571.58×10-28Sn4+0.250.50.751×10-56Pb2+7.047.548.041.26×10-15Pb4+---2.95×10-66……………(b) 20 ℃下金属离子沉淀pH值表(部分)图3 传统工艺表格Fig.3 Traditional process table
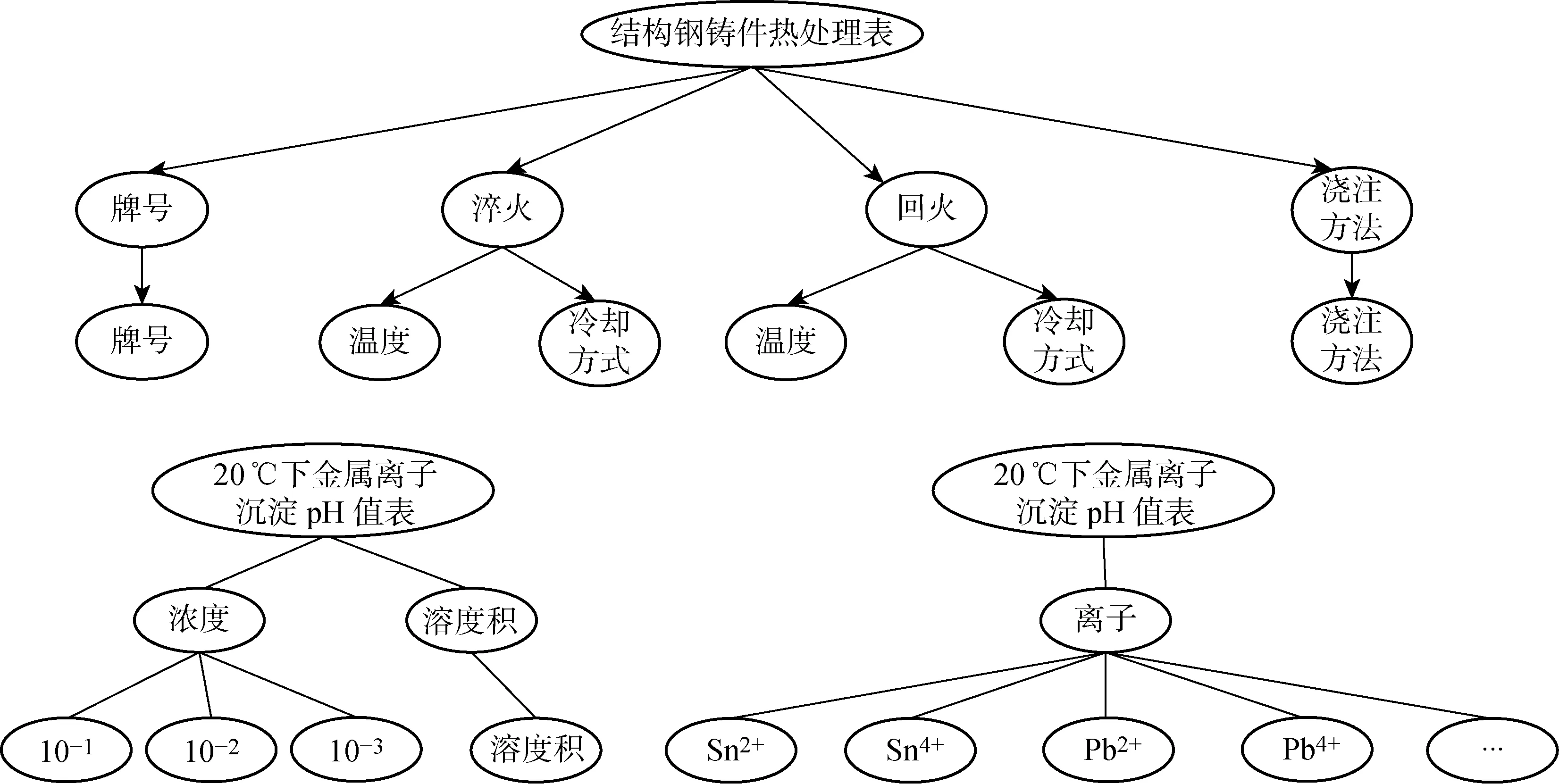
图4 表头属性有序树Fig.4 Ordered tree of table properties
2.2.2表格类工艺知识模型 根据以上分析,1张表格可以用1个六元组进行表示:
T=(NT,IT,Ar,Ac,Av,V)
(5)
式中:NT为表格编号;IT为表格名称;Ar为表格的行属性有序树;Ac为表格的列属性有序树;Av为表格的值属性,用来表示表体值的含义;V为表格的表体矩阵.Av通常出现于同时存在行、列表头属性的表格中,例如图3(b)中的“pH”.对于传统表格中的合并单元格,需先将其进行拆分,并将值赋给拆分后的每一个单元格,再建立表体矩阵:
V=[agh]m×n
(6)
g=1, 2, …,m;h=1, 2, …,n
agh=〈(g,h),vgh,rgh〉
(7)
式中:agh为矩阵中处于第g行第h列的表体元素;m为列属性有序树的叶节点个数;n为行属性有序树的叶节点个数;vgh为agh元素的值,记录表格对应单元格中显式的内容,一般包含数值、公式、文本、图片、其他表格名称等类型,元素值的单位由对应的行属性、列属性或值属性的单位确定;rgh为agh元素的超链接,将该元素与表外的信息进行关联,例如其他表格、公式模型等.
上述表格模型将传统工艺表格的表格名称、表头属性(包括行、列、值属性)与表体值均进行了结构化的表示,可以解决计算机在处理传统表格时面临的绝大多数问题.通过表体元素的超链接,可以解决表格内嵌的表格、公式与工艺信息的集成问题.
3 工艺设计知识集成
工艺设计知识集成是指将复杂工艺参数决策知识与工艺模板进行集成,形成能够根据工艺员输入的自变量数据,自动决策剩余因变工艺属性与工艺参数的复合模型的过程.建立复合模型可以进一步减少工艺员在设计过程中进行的重复性劳动,还能将工艺员在工艺属性与参数的决策过程中所依循的决策知识及这些知识的运用方式保留下来,产生新的工艺知识.
3.1 复合模型
复合模型可以用1个六元组进行表示:
M=(NM,IM,P,Ks,Kt,Kf)
(8)
式中:NM为复合模型的编号;IM为复合模型的名称;Ks为复合模型的选型知识集合;Kt为复合模型中工艺模板与相关表格集成形成的表格决策知识集合;Kf为复合模型中工艺模板与相关的公式集成形成的公式决策知识集合.
以上复合模型同时包含了工艺模板、两类参数决策知识与复合模型选型知识,是前文中所有工艺知识模型集成利用的载体.建立完整的复合模型是工艺设计过程的核心步骤,能够最大化地保存设计信息,方便知识复用.
3.2 复合模型集成选型知识
工艺相似度较高的一系列产品可以共用一个复合模型.由于在选择复合模型时,工艺员还未进行待加工产品的工艺路线设计,所以复合模型选型知识的确定应以待加工产品的产品特征为依据.选型知识集合具体表示如下:
Ks={ks t},t=1, 2, …
(9)
式中:ks t为一系列产品的特征约束,以(“产品特征名”+“关系符号”+“产品特征值”)的方式表示.
以某电缆复合模型为例,其适用的电缆产品应满足的部分要求为,产品系列为Flex-CVC系列,芯数Q在2~6芯之间,不带对绞体.这部分适用条件对应的选型知识可表示为:Ks={(产品系列=Flex-CVC),(2 假设现有属于复合模型M的工艺模板P与一个待集成的公式Fi,则有: M=(NM,IM,P,Ks,Kt,Kf) (10) P=(NP,IP,C,R) (11) Fi=(NFi,IFi,Oi,Ei,Bi) (12) Kf={kfp},p=1, 2, … (13) 式中:kfp为一系列公式决策知识. 在工艺模板P的工艺要求集R中,同时包含了工艺要求、工序要求及工步要求,其中,最终指导生产制造过程的是其中的工步要求.为了方便描述,在此将这些工步要求所对应的工步属性与工步参数整合在一个集合PR中,并暂时不再区分目标要求与操作要求,则有: PR=(pR1,pR2, …) (14) 公式Fi中包含两类待关联的参数:一类是输出参数Oi,如前所述,输出参数在每一个公式中唯一;另一类是表达式二叉树Bi中待赋值的参数.为了描述方便,同样将这些参数整合在一个集合PFi中: PFi=(Oi,pFi1,pFi2, …,pFil) (15) 式中:pFin来源于表达式二叉树Bi中的待赋值参数. 在将公式知识与工艺模板集成时,必须将集合PFi中所有的参数与集合PR中可运算的元素进行关联,同时指出输出参数的数据保留形式.对应公式Fi的决策知识可表示为 kfi=({〈Oi,pRi0〉, 〈pFi1,pRi1〉, 〈pFi2,pRi2〉, …, 〈pFil,pRil〉},Di,Fi) (16) 式中:Di为输出参数的数据保留形式,包括取值位数与取值方法. 工艺模板中的工艺参数与公式关联后,可能会出现不同参数间的层层递推.需要注意的是,工艺参数间一般不应该出现循环递推的情况.由于每个公式的结果保留精度不一定一致,循环递推可能会导致部分参数计算结果的精度无法达到要求. 假设表格Tj为复合模型M中集成的表格之一,ktj为复合模型表格决策知识集Kt中与Tj对应的一条表格决策知识,则有: Kt={ktq},q=1, 2, … (17) ktj=(Xj,Yj,Tj) (18) Xj={xju},u=1, 2, … (19) Yj={yjw},w=1, 2, … (20) Tj=(NTj,ITj,Arj,Acj,Avj,Vj) (21) 式中:Xj为查询条件集;xju为一系列查询条件;Yj为查询结论集;yjw为一系列查询结论. 在实际查表过程中,查询条件可关联的表格属性为行属性与列属性.为了方便描述,将行、列属性有序树Arj与Acj中叶节点所对应的属性整合在一个集合PTj中: PTj=(pTj1,pTj2, …,pTjk) (22) 在添加查询条件时,按实际查表需求选择PTj中的属性与集合PR中的工步属性与参数进行关联,并指明关联方式.关联方式分两类:关联至属性名与关联至属性值.前者指查询条件为PR中的属性或参数等于PTj中的表格属性名;后者指查询条件为PR中的属性或参数等于PTj中的表格属性名对应的表体元素值.根据以上分析,查询条件集Xj中第u条查询条件可表示为 xju=(pTju,pRju,wju) (23) 式中:pTju∈PTj;pRju∈PR;wju为关联方式,其值为0或1,分别对应关联至属性名与关联至属性值. (pTj1,pTj2, …,pTjk,Avj) (24) 在本文中,查询结论不需指明关联方式,必定指向被关联属性对应的表体元素值.查询结论集Yj中第w条查询结论可表示为 yjw=(pTjw,pRjw) (25) 以上表格类知识的集成方法可以模拟工艺员的查表活动,建立表头属性与工艺参数间的对应关系.对于表格中嵌套子表或公式等复杂情况,也可通过表体元素超链接所指向的具体模型进行进一步集成. 为了验证提出的建模与集成方法,本文采用浏览器-服务器(B/S)架构,开发了一套基于知识的智能化工艺设计系统,并在某电缆企业进行了实施验证. 智能化工艺设计系统以Java语言作为业务逻辑的开发语言,IntelliJ IDEA为主要开发环境,Tomcat为服务器,MySQL为后端数据库.系统分为用户层、系统层与数据层3个层次,如图5所示.各层的主要功能如下. 图5 系统架构Fig.5 System architecture 用户层.使用智能化工艺设计系统的用户,包括系统管理员,工艺设计员及工艺专家等.系统管理员负责系统的开发、更新、维护等;工艺设计员负责工艺信息的前期录入及工艺设计等;工艺专家通常作为咨询对象,并负责一部分系统数据审核工作. 系统层.负责智能化工艺设计系统主要功能模块的实现.系统主要功能模块涵盖产品、制造资源、人员等企业的硬件信息管理,以及工艺信息、模板知识、工艺参数决策知识、智能工艺设计过程等企业的知识与经验的管理. 数据层.智能工艺设计系统底层的数据库.与系统层功能相对应,包括产品信息库、制造资源库、工艺信息库、复合模型库、公式知识库、表格知识库、设计任务库与用户信息库等. 本系统应用于上海某电缆企业,选用该企业Flex-CVC CY系列,规格为“2×0.5+2×0.15”的电缆产品作为案例,验证本文提出方法及所开发系统的有效性.规格表达式的含义为:该电缆产品的线芯部分主要由2根0.5 mm直径的导体与2根0.15 mm直径的导体绞合而成.基于本文提出的建模方法,进行工艺设计主要包括以下几步. 首先,对产品信息和工艺信息进行建模: (1) 产品分类=“机械用普通柔性电缆Flex”; (2) 产品系列=“Flex-CVC CY”; (3) 产品规格=“2×0.5+2×0.15”; (4) 产品属性: {电压=“300/500 V”, 测试电压=“2 000 V/5 min”, …}; (5) 产品参数: {电缆标称外径=“7.88 mm”, 芯数=“2+2”,…}. 该产品常用的工艺模板如图6(a)所示.其次,对复杂工艺参数决策知识进行建模,建立表格知识库与公式知识库.图6(b)和6(c)为系统中建立的“成缆参数表(部分)”与导体计算外径公式表达式.再次,建立复合模型,将上述内容在该模型中进行集成应用.“成缆参数表(部分)”及导体计算外径公式在复合模型中的集成如图7所示.最后,使用复合模型,确定工艺要求,完成工艺设计.在工艺设计模块中,工艺员根据目标产品创建工艺设计任务,从产品特征匹配结果中选用复合模型,输入部分必要信息,然后由计算机根据复合模型自动确定剩余的工艺要求,最终输出的工艺文件如图8所示. 图6 系统中的工艺模板、表格与公式Fig.6 Process template, table, and formula in the system 图7 系统中的知识集成Fig.7 Knowledge integration in intelligent process design system 图8 工艺设计结果Fig.8 Results of process design 上海某电缆企业是典型的多品种、小批量复杂电缆制造企业,该企业需要频繁复用、变更工艺文件.由于缺乏合适的计算机辅助工艺过程设计(CAPP)系统,目前该企业仍使用Excel进行工艺设计.完成一份较为复杂的工艺文件平均需要花费2人天(1人天通常表示1个人工作8 h),存在效率偏低的问题. 采用本研究开发的智能化工艺设计系统,工艺员只需选择合适的模板,即可重用公式、表格类工艺知识,从而实现高效的工艺设计,并能支持工艺主管进行快速的工艺审核.采用新系统后,完成一份工艺文件的设计与审核过程,平均只需花费0.25人天,显著提高了工艺设计的效率与准确率. 智能化的工艺设计是目前制造业发展的重要方向之一,而对各类工艺知识的建模与集成应用则是智能工艺设计的基础.本文在对工艺信息及常用工艺参数决策知识分析的基础上,建立了工艺模板、公式、表格等模型.并据此建立了工艺知识复合模型,将以上模型进行集成应用. 在此基础上,本研究开发了基于知识的智能化工艺设计系统,并在某电缆制造企业得到成功应用.以某系列复杂电缆产品的工艺设计过程为例,对本文提出的建模与集成方法进行了应用验证.结果表明,该电缆制造企业在采用智能化工艺设计系统后,工艺设计效率和质量得到了显著提高.3.3 复合模型集成公式类工艺知识
3.4 复合模型集成表格类工艺知识

4 应用验证
4.1 系统架构
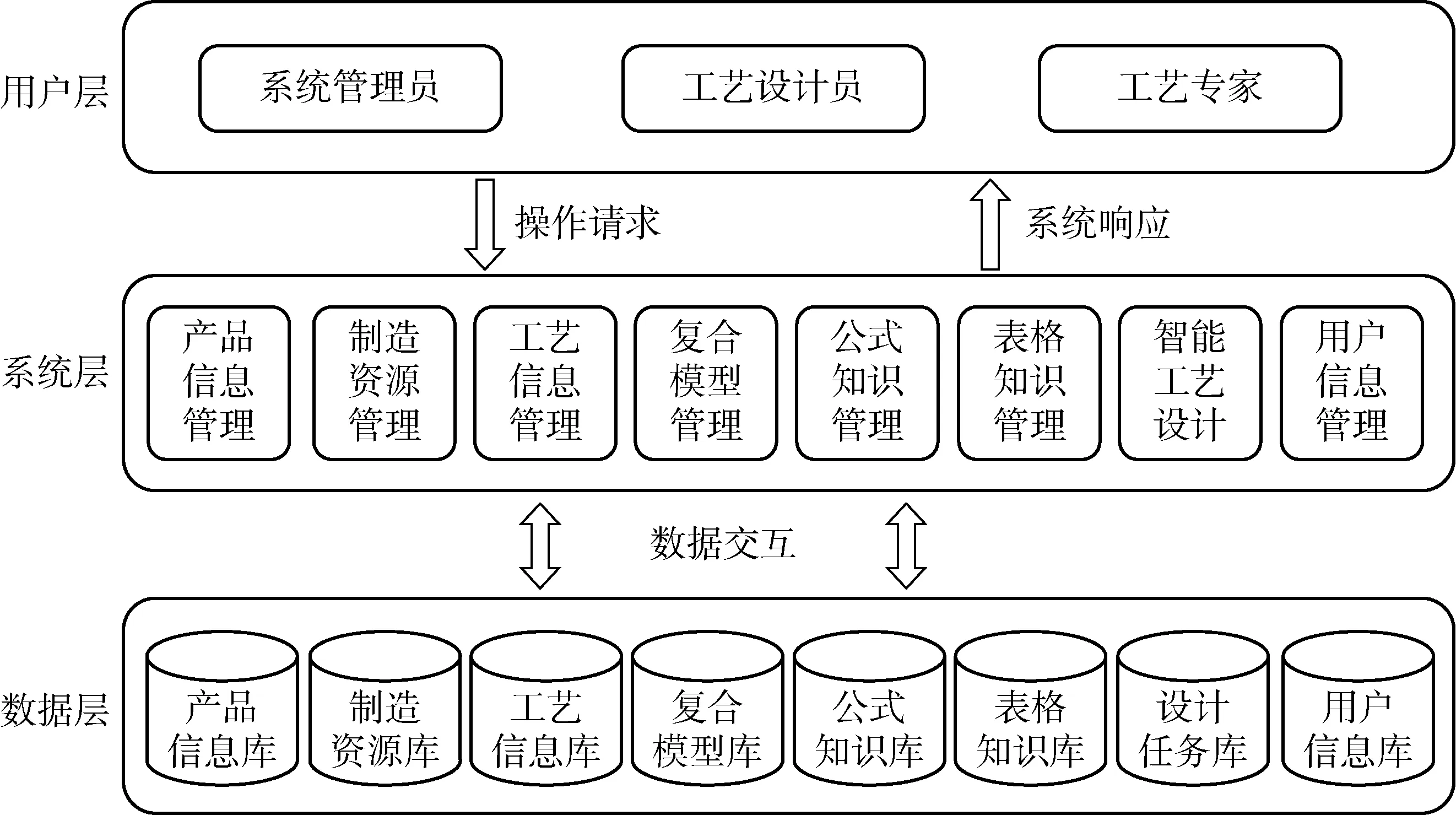
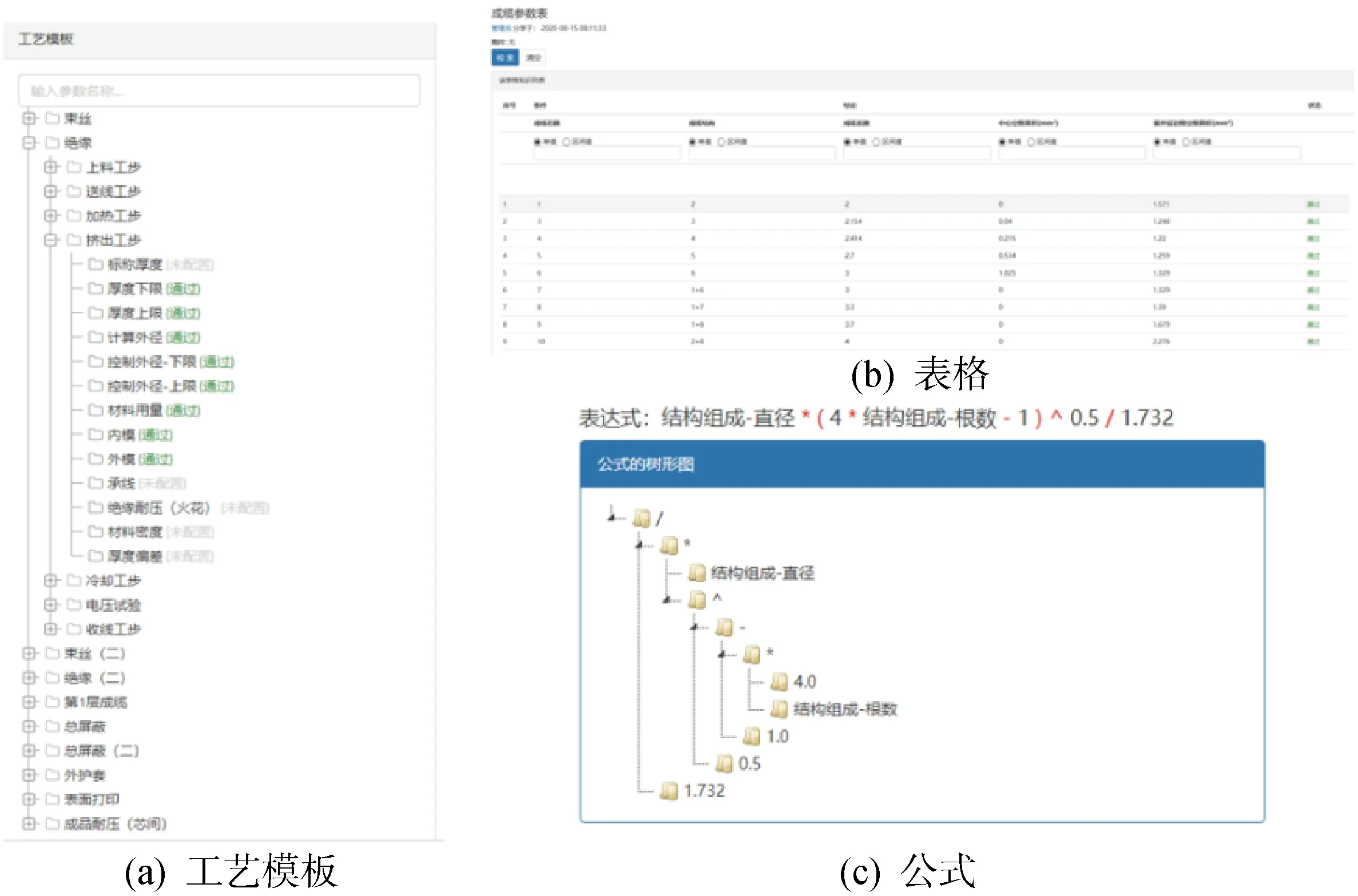
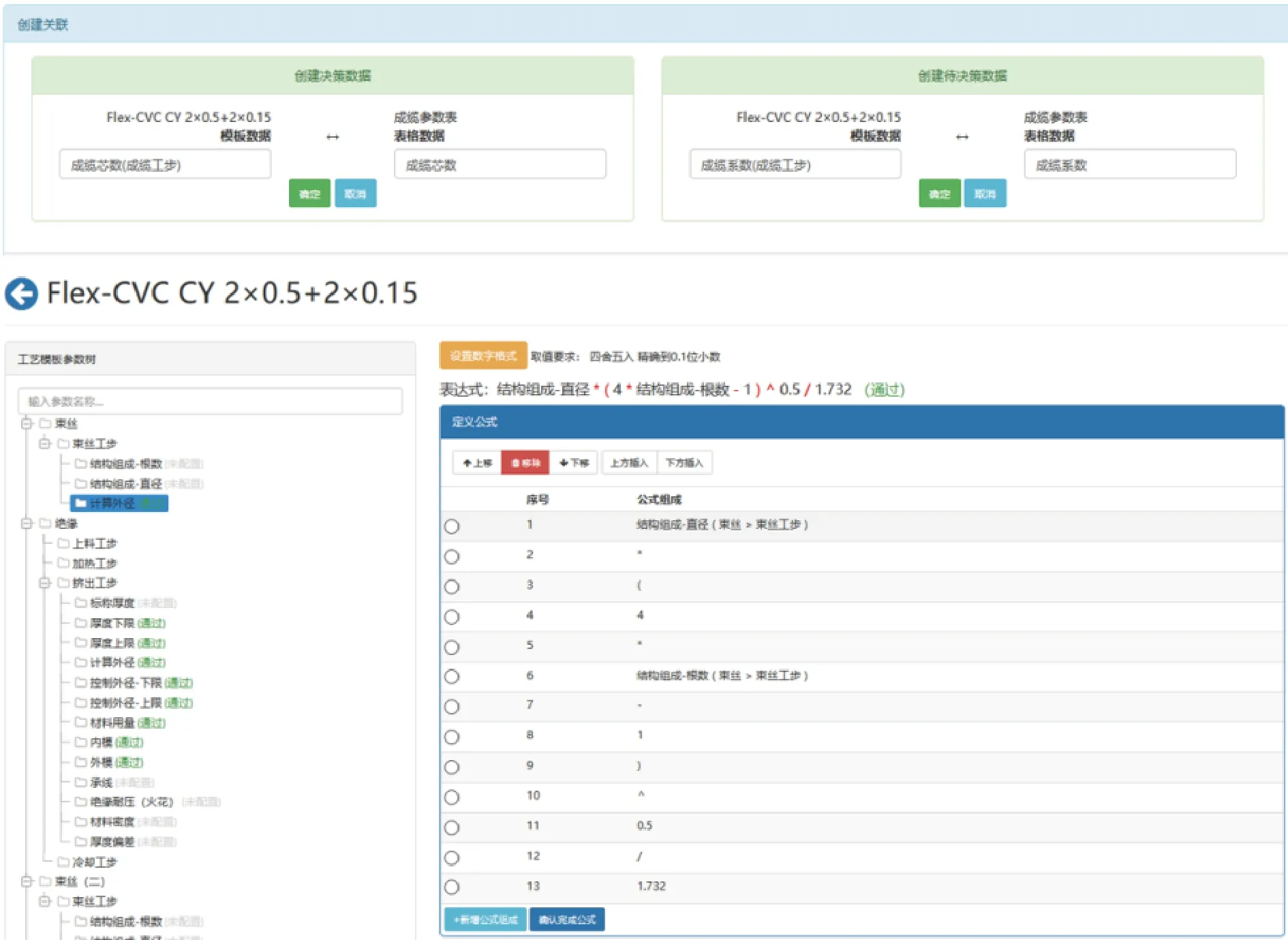
4.2 复杂电缆工艺设计案例

4.3 应用效果
5 结语
