锌挥发窑尾气脱硫系统稳定运行的探讨与分析
2021-11-04张富兵冯朝晖
张富兵,李 科,冯朝晖
(河南豫光锌业有限公司,河南济源459000)
随着工业的快速发展,SO2成为主要排放污染物之一。传统有色冶炼烟气SO2排放已成为关注对象,早在2010年我国就出台了GB 25466 —2010《铅、锌工业污染物排放标准》,2018年有色行业又开始执行其修改版特殊排放限值标准[ρ(SO2)≤ 100 mg/m3]。某锌冶炼企业挥发窑烟气采用钠碱法脱硫工艺,根据特殊排放限值要求进行了工艺优化和设备升级改造,目前运行稳定,满足SO2特殊排放限值要求。笔者就该脱硫系统的改进和运行情况进行探讨分析。
1 挥发窑脱硫系统概况
某企业挥发窑脱硫系统采用常规钠碱法脱硫,钠碱法脱硫工艺成熟,广泛用于有色冶炼炉窑烟气SO2治理,脱硫剂常选用氢氧化钠或碳酸钠。钠碱法脱硫脱硫剂碱性强,脱硫效率高。
1.1 挥发窑烟气钠碱法脱硫工艺流程
锌冶炼挥发窑烟气正常ρ(SO2)约10 g/m3,峰值可达到20 g/m3。该烟气经过降温除尘后,经脱硫空气换热器换热,再与多膛炉烟气混合,由增压风机送入洗涤塔洗涤降温,净化烟气经过2级钠碱法吸收塔脱硫,再经过湿式电除尘器后达标排放。循环吸收液经液固分离后,滤渣(副产品Na2SO3)经热空气干燥装袋外售,滤液则返回系统配碱循环利用。钠碱法脱硫工艺流程见图1。
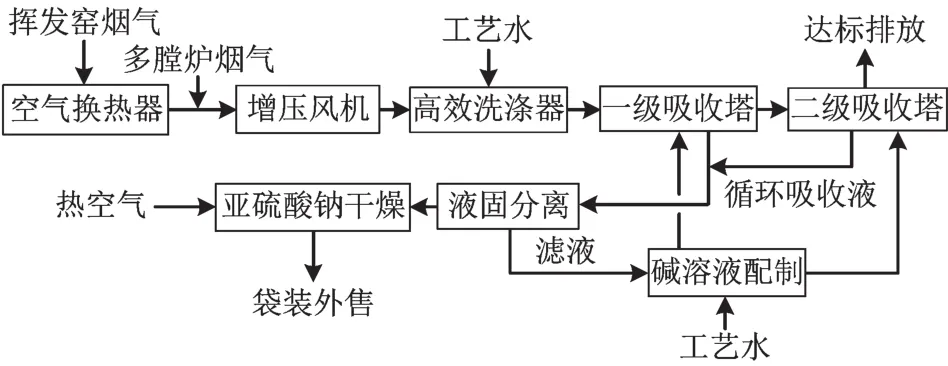
图1 钠碱法脱硫工艺流程
1.2 钠碱法脱硫机理
钠碱法脱硫是用氢氧化钠或碳酸钠的水溶液作为吸收剂,与烟气中SO2反应生成Na2SO3和NaHSO3,NaHSO3可继续与碱反应生成Na2SO3[1]。该企业选用纯碱作脱硫剂,制取Na2SO3。其脱硫过程主要反应如下:

1.3 钠碱法脱硫的主要设备
经过多次优化升级后,目前钠碱法脱硫装置主要设备规格及数量见表1。
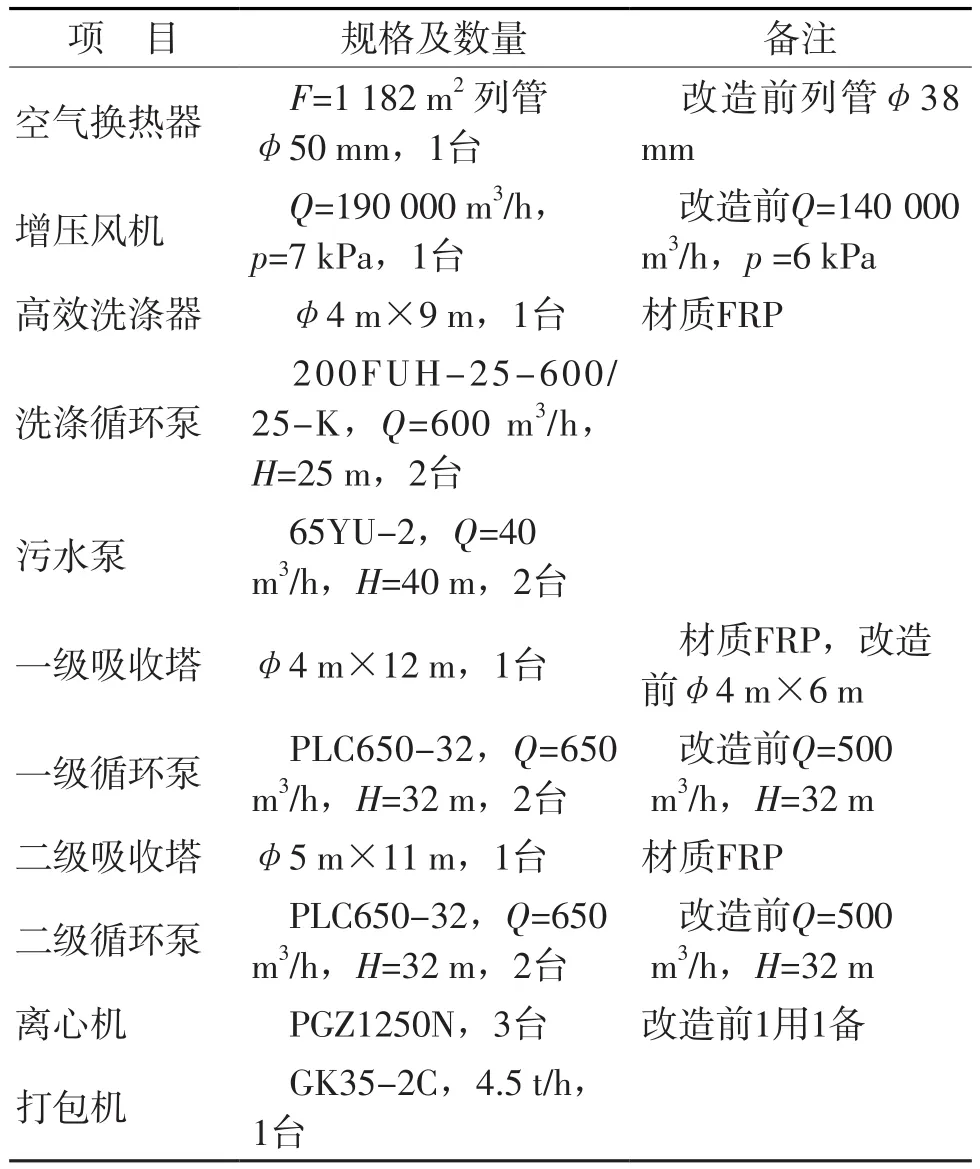
表1 钠碱法脱硫主要设备规格及数量
2 系统运行过程中常见的问题
2.1 系统堵塞
脱硫系统的堵塞分为循环系统堵塞和烟气系统堵塞。
2.1.1 循环系统堵塞
循环系统的堵塞部位主要是循环管道末端、喷头、塔内壁及循环槽内搅拌盲区等。循环液在循环过程中,因循环液浓度、固含量或外界温度变化会造成循环液中的亚硫酸钠逐步结晶析出、沉积形成堵塞,使循环流量和循环塔槽的有效容积减小,降低脱硫效果,必须进行定时停机清理,以保证脱硫系统正常运行。
2.1.2 烟气系统堵塞
烟气系统的堵塞主要部位是塔顶除雾器和空气换热器等。塔顶除雾器的堵塞原因和循环系统类似,当循环液含盐浓度、固含量高时,烟气带出的液滴通过塔顶除雾器时,其中的亚硫酸钠结晶析出、沉积于除雾器间隙内而形成堵塞。空气换热器堵塞主要是因为在热烟气与冷空气换热过程中,烟气中的微小尘粒与局部的冷凝水或冷凝酸相遇形成黏性物粘结于换热管道壁上,造成换热器列管堵塞。
2.2 系统阻力大
随着主系统挥发窑生产负荷的加大和多膛炉系统烟气的并入,原脱硫系统负荷增大。原配套的增压风机在满负荷运行的情况下不能将烟气顺畅地送至脱硫系统,无法满足新的生产要求。为保证生产正常进行,避免窑尾出现冒烟的情况,只有控制挥发窑的生产负荷来保持系统的连续运行。另外,塔顶除雾器和空气换热器的堵塞也是造成系统阻力增大的重要因素。
2.3 碱液质量不稳定
碱液根据生产情况间断配制,经常出现所配制碱液的浓度波动大,有时甚至出现碱未能充分溶解的情况,未溶解的碱进入循环槽后反应剧烈,会造成循环槽冒槽。
2.4 尾气SO2排放浓度波动大
锌冶炼挥发窑生产因物料及操作的原因很容易造成窑况波动,检测发现尾气SO2排放浓度波动较大,ρ(SO2)高时大于 250 mg/m3,低时约 100 mg/m3。特别是在生产后期,尾排SO2浓度波动更为明显,甚至出现排放超标的现象,给生产管理和生产操作带来较大困扰。
3 改进措施
针对上述影响脱硫系统稳定运行的主要因素,企业综合考虑,采取了以下改进措施。
3.1 工艺控制优化
3.1.1 降低循环吸收液密度
循环吸收液密度的大小与吸收液中的盐含量密切相关。根据相关资料文献和生产实践总结发现,循环吸收液的密度随着溶液中亚硫酸钠含量及其结晶体固含量的增加而增大。当其密度大于1.35 g/L时,吸收液中结晶体固含量较高,虽然可适当提高副产品的品级,但循环吸收液对SO2的吸收效率开始下降,循环泵的动力消耗也有明显增加[2],此时,循环系统的管道、喷头及塔槽内部的堵塞频率增加,给生产带来较大的困难。因此,综合考虑论证将循环吸收液密度控制在(1.30±0.02) g/L,既可保证脱硫效果和副产品品级,也可减少动力消耗和循环系统的堵塞频率。
3.1.2 提高循环吸收液pH值
循环吸收液pH值是保证脱硫效率的决定因素。随着循环吸收液pH值的升高,脱硫效率也随之升高,但当pH值大于7.0时,循环吸收液中游离碱也明显升高,导致碱耗增加,副产品品级下降。因此结合生产实际情况将循环吸收液pH值由5.5~6.0提高至6.5~7.0,以满足特殊排放要求,达到最佳的经济效益。
3.1.3 增大循环喷淋量
喷淋量的大小是保证液气比的关键因素。通过增大循环喷淋量,提高液气比和喷淋密度,使循环吸收液与二氧化硫气体的接触更充分、更均匀[3]。在多膛炉烟气并入挥发窑烟气后,导致液气比明显减小,将喷淋量增大至650 m3/h。
3.2 调整作业制度
经过长时间的生产摸索,对部分作业制度进行调整:
1)配制碱液溶化时间由2 h延长至3 h,使固体碱充分溶解。
2)塔顶除雾器冲洗周期由每班1次调整为每2 h 1 次,冲洗时间 3~5 min。
3)控制换热器出口烟气温度大于180 ℃,避免冷凝水形成。
4)每次系统项修,检查换热器内部列管的结灰情况,并进行吹扫清理。
3.3 设备升级改造
3.3.1 增加备用离心机
原有脱硫系统只配置2台离心机,处理能力不足,循环液中固体结晶物不能及时分离开路,导致循环液固含量高,密度大,系统运行受阻。2018年新增1台备用离心机,有效作业率明显提高,使进出物料达到平衡,循环液密度基本稳定在1.28~1.32 g/L,系统循环畅通。因结晶沉积堵塞导致的停机频次由每月1次延长至每5个月1次。
3.3.2 升级改造增压风机
原配套增压风机仅能满足挥发窑烟气的抽取能力,在多膛炉烟气并入后,其抽取能力明显不足,经分析论证,于2019年在原风机叶轮基础上增加叶片长度,同时改变叶片出口角度,将增加风机实际抽力由 6 000 Pa 提升至 7 000~7 500 Pa。
3.3.3 改进给料装置
原有的给料装置为碱粉仓、闸板阀、溜管送料,下料量不易控制,造成所配碱液浓度波动较大。经现场查看于2018年将其改为变频星型给料机、刮板输送机送料,提高了下料量的准确性,使配置碱液的合格率提高了20个百分点。
3.3.4 增大换热器流通面积
因换热器内部列管直径(φ38 mm)较小,烟气中微尘粒遇到冷凝水后粘结于列管内壁,易造成列管堵塞,增大烟气阻力。经讨论确定,将列管直径增大至φ50 mm,既可增大烟气过流面积,减小系统阻力,也可提高出口烟气温度,减少凝结物的形成。
3.3.5 更换烟气管道
多膛炉烟气并入后,总烟气量增加约30%,为保证烟气顺畅通过,将原有φ1 400 mm烟气管道更换为φ1 600 mm烟气管道,降低烟气阻力。
4 改进效果
自2018年以来,企业通过不断地优化工艺、改造设备和调整作业制度,使该脱硫系统的运行稳定性、产品合格率和污染物排放指标均得到大幅度提升。改造前后脱硫系统运行情况对比见表2。
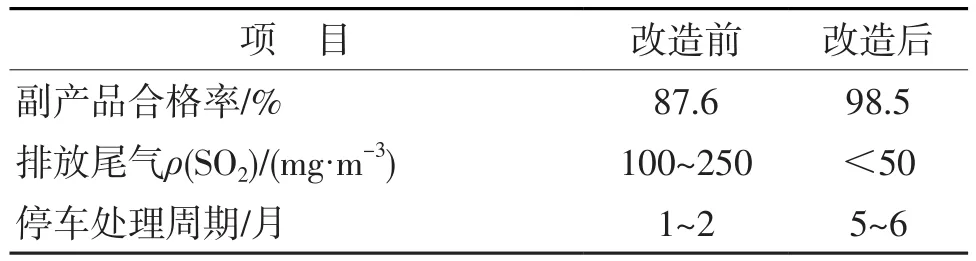
表2 改造前后运行情况对比
5 结语
根据环保要求,某企业在挥发窑原有钠碱法脱硫装置基础上,通过工艺优化和设备改进,保证污染物达标排放的情况下,有效地利用了烟气余热和回收脱硫副产品,推动了企业低碳减排、资源回收循环经济的绿色发展。总体而言,钠碱法脱硫工艺简单、效率高、适用性广,但不足之处是脱硫剂碱价格较高,运行成本较高,有大量CO2废气产生,且副产品销售受市场影响大,会造成阶段性积压库存。