一种长圆形状的油箱箱体成形方法的实践
2021-11-04高健春小松雄连机械制造有限公司
文/高健春·小松雄连机械制造有限公司
导 语
文章介绍了一种长圆形状的油箱箱体的成形方法,在实践过程中经历了改进设计产出样机、小批量生产时遇到的新问题、形成应对批量生产的最终解决方案等几个阶段,针对不同的板料运用不同的生产工艺,最终圆满完成了这个项目。
近期我公司承接了一项用在风力发电装置上的液压油箱的订单项目,该油箱呈长圆形状,围板长轴方向长度为2392mm,高度927mm,板厚16mm,油箱总重量2.3吨,外形如图1所示。以往做过的油箱都是方形的,用传统的下料、折弯等常规工艺即可完工,但这次的制造难点在围板的成形,不仅形状特殊,而且板厚较厚,传统的工艺已不再适用,需要一些特殊的方法来实现。

图1 油箱外形
图2是该油箱围板的外形图,图3是围板的俯视图。原设计是由A、B、C、D四块钢板拼焊而成的,A板与C板对称,均由一段直线和一段R430圆弧构成;B板由一段R1180和两段R430的圆弧组成,D板为单独一段R1180圆弧。一般来讲中厚板成形有折弯机折弯成形、卷板机卷曲成形或压力机模具成形这三种成形手段,我们公司没有大吨位的折弯机,所以只能考虑卷板或模具成形。在工艺设计阶段我们分析了一下这些板料,其中A、C、D这三块板的圆弧段都可以用卷板机成形,但B板成形有些难度,因为它是由三段圆弧构成的,用普通的卷板机成形难以满足要求。用模具成形是一种可选择的方案,然而由于板料是高张力钢板,回弹严重且不易控制,三段圆弧加在一起就更难了,这条路也走不通。为了解决问题,我们想到了不拘泥于客户的原设计,改变围板的对接方式,把B板两端的R430圆弧分别移到A板和C板上,这样A板、C板的两端都有了相同的R430圆弧,即两段圆弧加一条直线,成形比三段圆弧容易,可以卷板成形,D板保持不变,而B板就只剩下一段圆弧了,成形就容易多了。确认该方案可行后我们向甲方提出了这个方案,并得到了甲方的批准。变更后,卷板成形满足了生产需要,且无需增加设备费用投入,我们就这样生产出了样机。

图2 围板外形
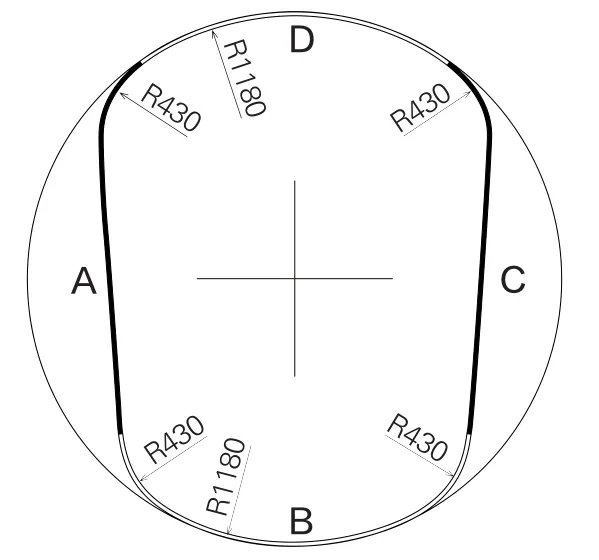
图3 围板原设计
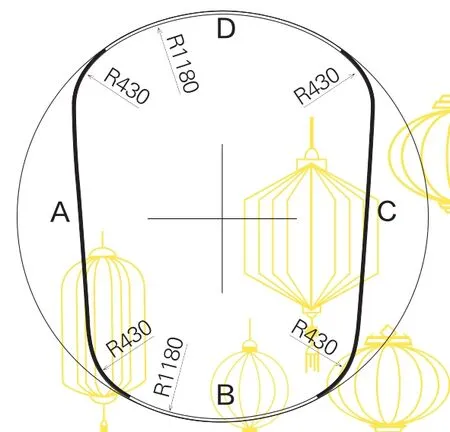
图4 围板变更设计
然而经一段时间的批量生产后,我们发现B板和D板重量相对较轻,又都是单一圆弧,卷板成形相对容易;但A板、C板都只卷一小段的圆弧,位置不容易控制,而且板料较重,卷板作业费力耗时,效率低下,所以我们又开始研讨用压力机模具成形的可行性。
其实,在最初我们也曾想到过采取R430用模具成形的方式,但这样就会出现几个不太好解决的问题。首先是板料过长,一般对于两端都有圆弧的制件,最好是用大型模具一次成形。但这次的板料过长,如果想让两端的圆弧同时成形,我们现有油压机的台面宽度不够,所以只能单端成形。若选择单端成形,因板料较重,选择单端成形需将板料平放,但这又会产生如图5所示那样的侧向力,对油压机不利,也不可取。所以只能采用类似弯板机那样的模具方案,具体见图6。但还是有几个难点,主要原因就是板料太重,单片重量达223kg,板料的搬入、托举、放下以及搬出等这些环节都需要辅助设备,而制作这些辅助设备比制作模具的难度还大,这个方法还是不可行。再有一点是,油压机上滑块要比弯板机厚得多,成形时板料容易与上滑块造成干涉。考虑到几个方面的因素后,我们决定采用两套模具同时成形的方案,并辅以天车以实现板料的搬运与托举,具体成形方案见图7。

图5 单端成形平放会产生侧向力

图6 单模具成形容易与上滑块干涉
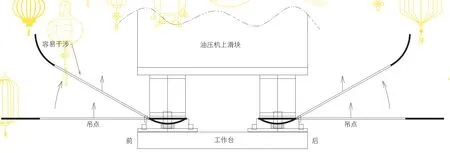
图7 双模具成形方案
我们用两个专用吊具夹在板料中线的两端,使板料的重心基本落在这条中线上,这样便可以借助天车实现板料的平移,并完成板料的搬入、托举、放下和搬出等全过程。吊具结构见图8,卡扣卡住板边后拧紧吊环螺栓就可以夹住板料。作业时两组人员在油压机的前面和后面同时操作,每个人分别控制一台天车,先提升板料至与模具下模平齐位置,再移入板料,准确定位后开始加压,在板料后部开始上翘时操作天车配合提升,当油压机上滑块到达下死点完成成形后,缓慢提升滑块,并同时降下板料,待板料放平后再将板料移出模具。板料移出后水平旋转180度,不需要重新装卡,继续重复上述操作,折弯另一端。整个过程中板料的重量均由天车承载,操作者只需要推板定位并配合油压机控制天车做推举、放下的动作即可,无需过多的体力消耗,实现了省力化操作,加之是双模具同时工作,效率较高。实际生产时的场景如图9所示。

图8 吊具结构

图9 生产场景
虽然实现了用模具成形替代卷板的构想,但模具成形还有一个先天的劣势,那就是由于每批的板料回弹不同,会造成工件弧度的不同。在这方面卷板可以灵活应对,但模具就无法变更了。我们的对策是让模具的弧度偏小一些,上下模之间加不同厚度的垫片以应对不同批次的板料。
结束语
为应对重型件的弯板成形,需要配置更大型的随动托举装置,还要与油压机的动作配合,会有很大一笔投资。本文是结合生产实际以较低的投资获得较为满意效果的一个实例,整个过程也是众多中小型生产企业生产研发过程的一个缩影。
