3500中厚板冷却温度均匀性自动控制的研究及应用
2021-11-03徐刚


摘 要:中厚板冷却温度均匀性是影响钢板质量的重要因素之一。本文系统对冷却系统的设备、自动化控制系统进行了研究分析,主要介绍在全自动条件下控制钢板的厚度方向、宽度方向、长度方向的温度均匀性的方法及应用,提高钢板质量,增加产品竞争力。
关键词:冷却,自动控制,温度均匀性
引言
控制轧制和控制冷却技术是20世纪最伟大的成就之一[1]。在控制冷却工艺控制中,钢板温度的均匀性是影响性能稳定性的重要因素之一[2]。传统办法多靠人工检测及干预冷却参数控制温度均匀性,但随着工业技术发展及客户对高质量产品的日益增加的需求,采用全自动控制方法是未来发展的趋势。配备相关检测仪表,采用全自动控制,可以减少人工强度及不稳定性,大大提高钢板质量[3]。
1主要设备及检测仪表介绍
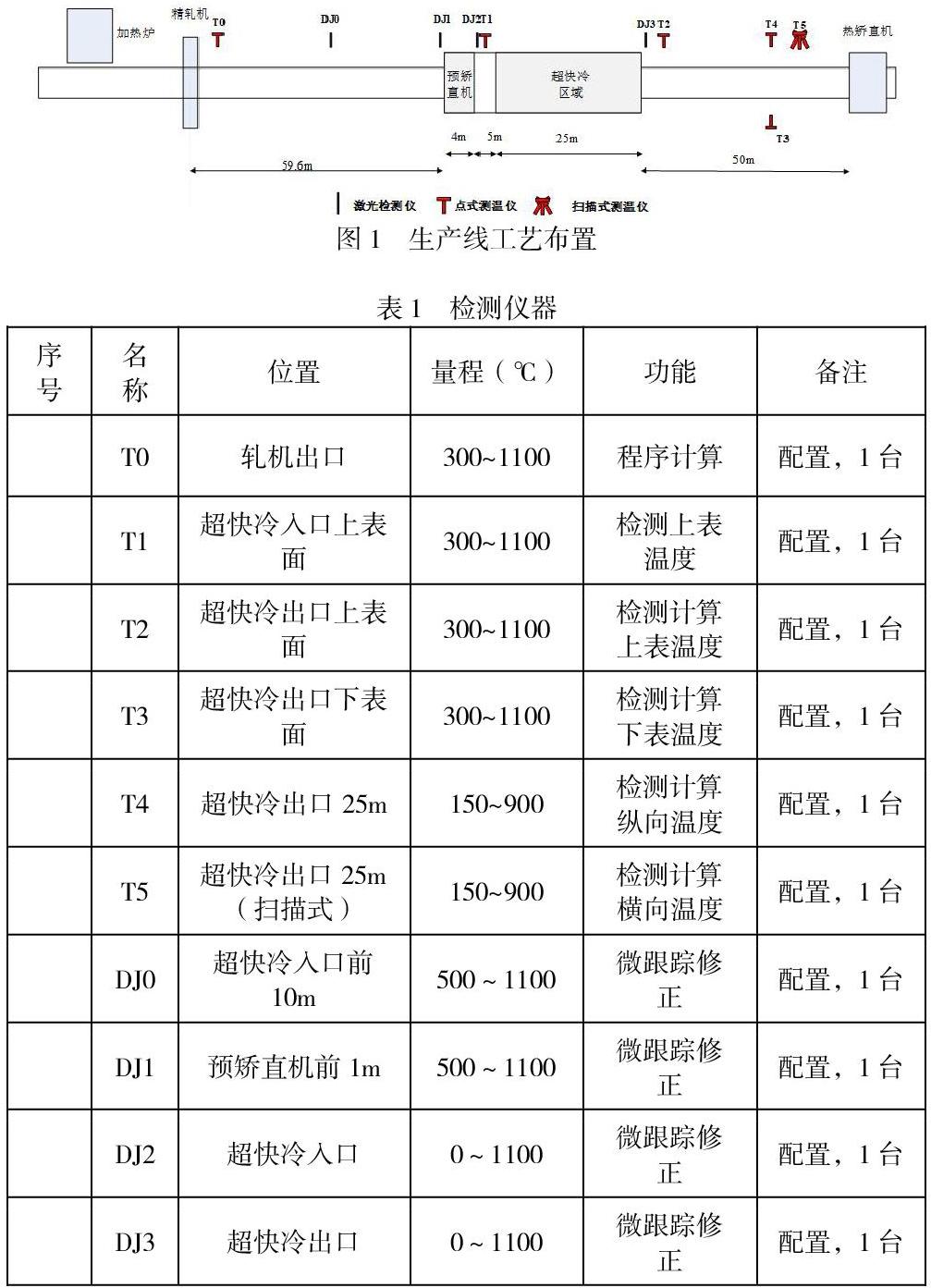
根据产线实际情况,超快冷工艺及仪表布置图如图1。主要检测仪表见表1。精轧机和预矫直机中心线距离59.6m。预矫直机设备外形长度为4m,预矫直机中心线与超快冷入口(第一根棍)距离为5m。超快冷设备外形长度约为25m。冷却区出口至热矫直机入口第一根辊道距离约为50m。为了实现全自动控制,需要配置相关仪器进行数据检测,表1为检测仪器。点式高温计主要用于检测钢板上、下表面温度、长度方向温度,扫描高温计主要检测宽度方向温度。热检主要用于钢板位置跟踪。
2钢板厚度方向温度均匀性的自动控制
在整个水冷过程中,由于钢板上表面积水不能快速排出,而下表面的积水由于重力作用可以快速脱离钢板,所以在同等条件下钢板上表面温降较大。生产上采取增加下表面流量的办法使上下表面换热趋于一致,即下集管水流量/上集管水流量约等于1.2-2.5。钢板的上下表面温度,通过点式高温计进行测量,将实际的数据反馈给L2级程序模型进行计算修正,对下一块钢板进行冷却参数调整。
超快冷模型将根据终冷的上下表面的实际温度采集,对水比参数进行步长形式的微调。步长微调函数如下:
式中,Rn为当前钢板冷却水比参数;Rn-1为上块同类别钢板冷却水比参数;T上为实际上表面平均温度,℃;T下为实际下表面平均温度,℃;k为经验修正步长。
3钢板宽度方向温度均匀性的自动控制
3.1水凸度自动控制
超快冷控制模型根据扫描式高温计对整个钢板横向的温度采集,对水凸度进行步长微调,模型如下:
式中,Qn为当前钢板冷却边部流量;Rn-1为上块同类别钢板冷却边部流量;W为实际钢板宽度,mm;W0为遮蔽最大宽度,mm;T中为实际钢板中部平均温度,℃;T边为实际钢板边部平均温度,℃;k为经验修正步长。
3.2边部遮蔽自动控制
冷却过程中,钢板边部由于边缘过冷,温度较中间偏低,容易造成性能差异所以对边部进行遮蔽控制,使温度均匀。最优边部遮蔽量采用下式给出的基于钢板宽度、钢板厚度以及冷却水量的函数。
式中,MB为遮蔽量基本值,H为钢板厚度,W为钢板宽度,Q为水流密度。
在此基础上,可以采用正弦模型计算各组集管的遮蔽量,以凸度形式实现集管遮蔽控制。
4钢板长度方向温度均匀性的自动控制
4.1头尾遮蔽自动控制
针对钢板头部和尾部低温段,超快冷控制系统还提供了通过水量的特殊控制来实现对钢板头尾低温段的遮蔽控制功能。根据实际采集的整个钢板纵向的温度分布,按照实际钢板长度进行温度段划分,系统模型将根据过冷温度段的长度及低温区与高温区的差值进行补偿修正计算,钢板头尾流量遮蔽控制如图2所示。遮蔽长度模型如下:
式中,L低为过冷段长度,m;L总为当前钢板实际
4.2辊道速度自动控制
钢板头部比尾部入水温度高,同样的条件下,就会造成钢板尾部温度偏低。超快冷系统采用微加速度的方式,使尾部快速入水,使钢板长度放向温度梯度减小,使温度更加均匀可控。
5实际应用
在实际生产应用中,钢种Q355B,厚度:25mm,全自动模式,目标返红680℃,实际返红温度667℃,厚度方向温差±20℃,宽度方向温差±10℃,长度方向温差±15℃。
6结论
通过对轧后超快冷系统厚度方向温度均匀性自动控制,宽度方向温度均匀性自动控制,长度方向温度均匀性自动控制的研究,进一步明确了温度均匀性控制的原理与逻辑,在实际应用中控制温度稳定,产品质量稳定,增强了企业的竞争力。
参考文献
[1]王国栋.以超快速冷却为核心的新一代TMCP技术[J].上海金属,2008,30(2):1-5.
[2]王国栋.新一代TMCP技术的发展[J].轧钢,2012,29(1):1-8.
[3]Tian Y,Wang B X,Tang S,et al.Development and industrial application of ultra-fast cooling technology[J].Science China Technological Sciences,2012,55(6):1566-1571.
作者簡介:
徐刚(1982年6月——),男,江苏省张家港市人,本科学历,中级工程师,主要从事智能制造自动化工作。
