氢氧火箭发动机温度测量系统金铁补偿导线焊接工艺研究
2021-11-03刘志华王永鹏贾志杰吕守国
刘志华 王永鹏 贾志杰 吕守国

摘 要:在液体火箭发动机试验中,金铁型热电偶温度传感器由于安装方式的原因,经常出现金线熔断、冷焊、寿命短的现象。针对此问题进行了分析后得出因为焊接时温度过高的原因导致。针对此问题设计出一套针对金铁线焊接的温控电焊系统,实践证明,此方法可以较好地解决问题。
关键词:液体火箭发动机;温度传感器;补偿导线;焊接
引言
氢氧火箭发动机试验中,温度参数测量精度直接影响发动机性能评估。温度传感器是温度测量系统的核心组成部分。热电偶传感器由于价格较低、使用灵活方便、测量精度高、测量范围广等原因被广泛使用[1]。热电偶温度传感器的测温原理如图1所示。
金铁热电偶传感器在使用安装时,为确保接线端接触良好和绝缘,傳感器引线、补偿导线及联接导线一般使用焊接方法联接。但是在实际使用过程中,由于电烙铁焊锡高温容易导致金线熔化,增加了金铁补偿导线的焊接难度,所造成的冷焊问题降低了焊接的质量和焊接插头的使用寿命。本论文针对该问题设计出一套针对金铁线焊接的温控电焊系统,且经实践证明,此温控电焊系统经济且有效,较好地解决了此问题。
1问题分析
由分析可知在金线焊接过程中导致其熔断的主要因素可能有:(1)电烙铁温度过高。(2)与插头或铁线共同加热。(3)与焊锡共同加热。通过电烙铁加温测试和插头、铁线加温测试,排除了(1)和(2)。而焊锡供热的试验测试证明了(3)是导致金线焊接时熔断的根本原因。针对因素(3)提出3个解决方案:
a)、使用普通电烙铁,在焊锡熔化且金线未熔断的瞬间完成金线的焊接。该方案对焊接工人操作要求较高。
b)、使用温控电烙铁将温度控制在一定温区。该方案增加了成本。
c)、改造普通电烙铁,监测焊头温度。温度接近金线熔点时,断电降温。本论文选择采用此实施方案。
2温控电焊系统的构成及工作原理
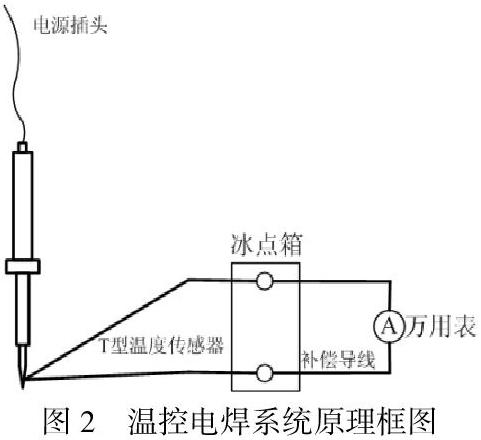
温控电焊系统主要包括普通电烙铁、温度传感器、万用表、补偿导线、冰点箱等,其原理框图如图2所示。
温度传感器选用T型壁温传感器,通过点焊机焊接在电烙铁的焊头上。与冰点箱、万用表配合实时监测电烙铁焊头处的温度。通过测试,万用表显示8.4mV时,达到焊锡熔点。单独加热金线,显示23.0mV时金线没有熔化。加热表面上锡后的金线,显示11.0mV时金线熔断。加热与焊锡铰接后的金线,显示10.7mV时,金线熔断。因此,在使用此温控电焊系统焊接金线时,将电焊系统中万用表的mV值控制在10.7mV~11.0mV即温度控制在225℃~232℃之间,就可保证金线不熔断且能顺利焊接成功,不会使金线熔化后再重新凝固形成精粹。
3试验验证与分析
分别使用普通电烙铁和温控电焊系统焊接金铁温度补偿导线12芯插头1只,记录两只插头焊接次数,焊接所用时间,焊接完成之后的导通绝缘情况。对比分析使用普通电烙铁和温控电焊系统焊接完成金线的焊接效率、焊接质量和焊接完成之后的寿命。结果如下:
(1)、效率。使用普通电烙铁焊接1根金线平均2~3次可完成,使用时间约2分钟;使用温控电焊系统焊接1根金线1次即可完成,使用时间约0.4分钟。可知,使用温控电焊系统焊接金线的效率远高于普通电烙铁的焊接效率。
(2)、焊接质量和使用寿命。对比焊接完成当天两只12芯插头的导通和绝缘性能相当,导通性能温控电焊系统略高于普通电烙铁。6个月之后两只12芯插头的绝缘性能相当。导通性能方面,普通电烙铁焊接完成的插头有近一半的金线不能正常导通,而温控电焊系统焊接完成的插头导通性能稳定。由此可知,使用温控电焊系统焊接金线的焊接质量较高。
4结论
本论文中针对火箭发动机试验温度测量技术中金铁补偿导线焊接难题设计制作的温控电焊系统可彻底解决焊接中出现的金线熔断、冷焊、寿命短等难题,且使用方便,不额外增加经济负担。
参考文献
[1]郭霄峰,李耀华,陈鸿彦,等.液体火箭发动机试验[M].北京:中国宇航出版社,2005。
