螺柱焊在焊接过程中的质量控制
2021-11-03韦学敏
韦学敏
摘 要:螺柱焊在汽车工业的生产中,探讨其实际的操作方法,以及在焊接时的一些焊接工艺方案、关键方法和质量检查方法,使得在实际的工作中遇到这样的焊接时,能保证顺利施焊的同时确保焊接质量,这样可以得到一个有效的支持和帮助。
关键词:螺柱焊;过程控制 ;质量检查
1 螺柱焊简述
随着现代汽车工业的发展,螺柱焊系统在满足和实现当代造车理念上起着举足轻重的作用,这可将许多巧妙的设计转化成易于制造的工艺。将螺柱或类似的其他紧固件通过电弧熔化金属的途径焊于工件上的方法统称螺柱焊。
2 螺柱焊的焊接过程简介
螺柱焊焊接过程由以下5个主要阶段构成。
(1)焊接工艺的前提条件是焊接螺柱接触工件表面,以便焊接回路随着启动命令的发出,通过螺柱和工件表面形成电气短路。
(2)起始电流稳定后,焊枪的回程机构使螺柱离开工件,引燃起始电流的电弧。
(3)起始电流阶段结束之后接通主焊接电流,它将强化电弧,使得螺柱端面和工件表面溶化。
(4)电弧在工件上以及螺柱端面生成一个溶池过程中,回程磁铁线圈断电,螺柱这时将被压力弹簧压入溶池。
(5)随着螺柱浸入溶池,电弧熄灭,使得均匀得融体凝固,并且焊枪可以在焊接电流关断之后离开螺柱。
3 影响螺柱焊质量的主要因素
产生螺柱焊虚焊、焊穿、偏弧的原因是多种多样的,主要有以下几个方面:(1)螺柱焊机选型不合适;(2)焊装工装夹具设计不合理;(3)焊接工艺参数设置不正确;(4)焊接螺柱存在质量问题;(5)设备维护不到位和操作人员操作不当。
3.1 关于螺柱焊机的选型问题
螺柱焊接技术是将金属螺柱或者类似的紧固件(如栓钉、T型钉、保温钉及V型钉等)快速焊接在板件或者管件上用以形成T形接头的方法。实现螺柱焊接的方法多种,比如用电阻焊、摩擦焊、爆炸焊、电弧焊和电弧螺柱焊等。
早期大部分都是采用电阻焊和电弧焊,随着汽车工业的发展和电弧螺柱焊接技术的不断发展,目前在白车身的生产中使用最多的是电弧螺柱焊焊接技术,它具有快速、可靠、操作简单和生产成本低等优点。
3.2 焊装工装夹具设计、制造和安装不合理
工装夹具设计、制造和安装不合理,是造成螺柱焊机虚焊、焊穿、偏弧的重要原因之一,具体表现为:(1)工装夹具的导向孔过大,导致螺柱焊枪不能与工件焊接面垂直;(2)工装夹具的导向孔本身不能与工件的焊接面垂直,使得焊枪不能与工件焊接面垂直;(3)工装夹具没能对焊接工件进行有效支撑,使得焊枪下落时导致工件变形等。
3.3 焊接工艺参数设置不正确
螺柱焊焊接工艺参数对焊接质量的影响:
螺柱焊焊接工艺参数主要包括焊接电流、焊接时间、焊接引弧电流、引弧电流时间、焊枪的提升高度(拉弧距离)等。
焊接电流和焊接时间的大小与焊接螺柱端面直径成正比,与焊接板材厚度也是正比例关系,母材增厚,就要相应增加焊接电流和焊接时间。
但焊接电流与焊接时间成反比,在焊接的螺柱直径和母材厚度一定的条件下,焊接电流越大,则焊接时间越短,反之亦然。
引弧电流和引弧电流时间的关系与焊接电流和焊接电流时间的关系相同。
3.4 焊接螺柱存在质量问题
问题拉弧螺柱焊焊钉焊接端部都要求带有7度的锥度,
其作用是有利于引燃焊接电弧,并可保证焊接电弧从螺柱的中心向螺柱的周围扩散,也有利于排除电弧中的空气,防止熔池铁水氧化。加强对螺柱的质量监控,可减少螺柱焊的虚焊率。
螺柱常出现的质量问题主要有:(1)螺柱所用材质与母材相差较大,导致螺柱和母材之间不相融合;(2)螺柱焊接面的弧度过大或过小,导致弧压过高或引弧不足;
(3)每个螺柱的尺寸相差较大,导致螺柱自动输送困难或装夹不能到位等。如果螺柱存在上述问题,将会严重影响焊接质量。因此,必须选择正规的螺柱焊钉供应厂家,并定期和不定期对焊钉进行抽查,确保焊钉的材质和规格符合产品的工艺要求。
3.5 设备维护不到位和操作人员操作不当
做好设备的维护工作,使设备始终处于良好的工作状态,是焊接质量的可靠保证。设备维护包括日常维护和班前维护。日常维护包括:定期和不定期检查设备的运行状态;对于需要更换的易损件及时更换;对设备的表面进行清洁等。班前维护包括:
①每班工作前,必须认真检查螺柱焊机的各项参数设置是否发生变化,以保证参数设置的准确性;
②检查焊枪的各个部分是否正常,导电夹头、防飞溅套等易损件是否需要更换;
③清理干净防飞溅套内的焊渣;
④第四、检查焊枪的提升距离是否需要调整;
⑤检查导电夾头是否居中;
⑥如果是自动送料的,要用手动方式检查自动送料系统是否正常;
⑦检查送料机料箱中是否需要添加螺柱;
⑧检查被焊接工件表面是否存在油污,如果油污过大,需要用布擦干净。
4 螺柱质量的过程控制和质量检查
4.1 工艺过程控制
(1)精确设置焊接参数:车身板材厚度、螺柱位置等,都是在设置参数时应当考虑的问题。
(2)保证焊接回路的通畅和连接的可靠,尽量使焊接处与地线靠近,减少中间过渡环节。
(3)尽量保持焊接表面的清洁,当表面有油污时,由于反馈的焊接电压比正常的值高,焊接自适应系统会将电流相应提高,但毕竟有一个滞后过程和范围。
(4)定期对焊枪支撑弹簧进行检查,有磨损或者是超出疲劳极限及时更换。
4.2 质量检查
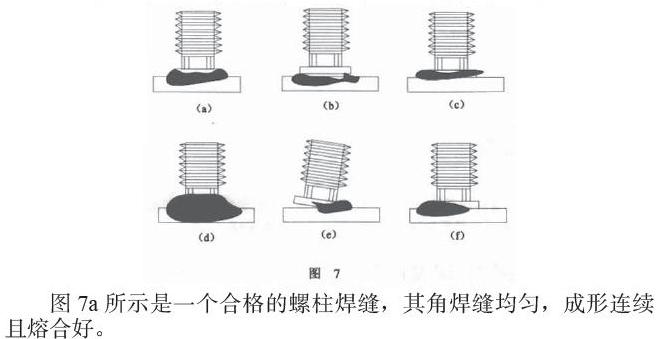
(1)目视检查 对于T形螺柱、带法兰的螺柱,其焊接质量可以通过目视检测螺柱底端焊缝外观形状来判断焊接的质量,如图7所示。
图7a所示是一个合格的螺柱焊缝,其角焊缝均匀,成形连续且熔合好。
图7b所示为虚焊,表明螺柱没有完全插入熔池。这种情况应检查焊枪枪头是否出现问题,焊枪的顶杆弹簧是否超出疲劳强度和焊头滑动是否自如。
图7c所示表明焊接热量不足。解决的途径是检查夹头与防飞溅套的位置是否等于1.2mm,是否所有导线接点可靠,以确保电流的顺利导通,同时可根据情况增加焊接电流或焊接时间。
图7d所示表明热量过高。在确保夹头位置正确的前提下,可降低焊接电流或焊接时间。
图7e所示表明螺柱倾斜,只有局部的焊缝。通过矫正焊枪位置,使其与焊接表面垂直即可解决。
图7f所示表明接头一侧焊缝堆积而另一侧没有焊缝。这是由于电弧偏吹所致,可通过改变接地方式和位置来解决。
(2)非破坏检查
使用锤子对螺柱进行检测,用锤子在螺柱上左右轻轻的敲打,检查螺柱是否有脱焊现象,如果螺柱在检查时无断裂和焊缝开裂,该螺柱为合格。
先进的螺柱焊接生产系统结合有效的焊接质量控制程序,为汽车柔性生产工艺和生产高质量的轿车提供了有力的保证。
作者简介:
韦学敏(1987-),男 ,壮族 ,广西省柳州市柳江县人,汽车焊装工,研究方向:汽车检测与维修技术、螺柱焊焊接质量过程控制。
