原位法连续聚合聚酯/炭黑体系的结构与性能
2021-11-03邱志成李志勇武术方
邱志成,李 鑫,李志勇,王 颖,金 剑,武术方
(中国纺织科学研究院有限公司 生物源纤维制造技术国家重点实验室,北京 100025)
聚酯纤维原液着色是一项“年老”的技术。受染料与染色技术的局限,在聚酯纤维诞生初期主要通过原液着色技术赋予其色彩。1946年英国ICI公司申请了世界上第1个原液着色聚酯纤维专利[1]。聚酯纤维原液着色过程中着色剂全量利用、能耗低且不产生废水,制得的原液着色聚酯纤维颜色均匀、色牢度高。但是,耐热性可满足原液着色聚酯高温熔融纺丝加工要求的着色剂品种较少,主要为无机颜料和高耐热有机颜料,导致原液着色聚酯纤维色谱不全、色光偏暗、缺乏深色细纤维品种。1953年C.M.Whittakar在醋纤染料的基础上发明了聚酯纤维用分散染料[2]。与原液着色相比,聚酯纤维分散染料染色具有色谱齐全、颜色鲜艳、可染深色等优点,但是聚酯纤维分散染料染色过程需高温高压,染色能耗和化学品用量高,废水排放量大。据统计,与聚酯纤维织物分散染料高温高压染色相比,采用原液着色聚酯纤维直接加工成有色织物,可节约水耗80%、能耗63%、化学需氧量(COD)排放60%、二氧化碳排放63%[3]。
色母粒着色是目前原液着色聚酯纤维最主要的生产方法,2020年我国色母粒法生产原液着色聚酯纤维产量超过600万t。受颜料分散性和母粒熔体流动性等限制,采用色母粒法生产深色、低线密度原液着色聚酯纤维品种较困难。针对这一问题,美国PolyOne公司2015年推出纤维级液体色母(色油)解决方案[4]。色油是超常量颜料/染料经超细研磨均匀分散于液态载体树脂中所制备体着色剂浓缩物。与色母粒相比,色油具有更高的流动性与更小的颜/染料分散粒径,但是色油中低分子量液态载体树脂会导致原液着色聚酯熔体的可纺性劣化,难以实现色油的高比例添加,导致色油在原液着色聚酯纤维领域一直未实现工业化应用。
与色母粒法相比,原位聚合法在解决原液着色聚酯中颜料粒子的分散及其与基体的界面相容性等核心问题上具有突出优势。原位聚合法也是聚酯纤维原液着色最早实现工业应用的生产方法,色母粒法直至1976年才实现工业应用[5]。1973年,天津市化学纤维试验厂牵头承担轻工业部“合成纤维原液染色”项目涤纶部分科研任务,开发出基于酯交换聚酯工艺的原液着色聚酯原位法间歇聚合技术,在600 t/a间歇聚合装置和1 000 t/a短纤纺丝装置上实现原位聚合原液着色聚酯纤维批量生产[6]。1976年,上海市第四印绸厂在1000 t/a酯交换工艺连续聚合熔体直纺短纤维装置上实现原位聚合黑色毛型聚酯短纤维的批量生产[7]。
原位聚合法生产原液着色聚酯纤维生产成本低、适合大批量生产,但是由于聚酯聚合反应器结构复杂、内表面积大,吸附在反应器内表面的颜料粒子清理较困难,导致原位聚合原液着色聚酯生产灵活性较差,品种切换过渡周期较长,过渡料较多,因此,在20世纪70年代末期,受当时原液着色聚酯纤维市场需求量总体偏小的影响,原位聚合法逐渐被更灵活的色母粒法所取代。
进入21世纪,随着纺织印染行业环保管控日益严格,聚酯纤维“原液着色”重新焕发青春,原液着色聚酯纤维市场需求快速增长。但是,当前我国原液着色聚酯纤维总体上处于产业快速发展的初期,产品存在结构性过剩,中低端产品供过于求,缺乏高色牢度、深色、低线密度等高品质纤维产品,高端应用需求主要依赖进口[8]。因此,针对目前原液着色聚酯纤维色母粒法生产技术存在的生产能耗偏高、产品颜色存在批差、实现深色、低线密度等高品质纤维品种生产较困难等问题,中国纺织科学研究院有限公司在直接酯化工艺聚酯连续聚合装置上开发出了原液着色聚酯原位法连续聚合技术,实现了炭黑质量分数为2%~3%的聚酯(PET)/炭黑切片的批量生产。本文研究了原位法连续聚合PET/炭黑(简称原位法PET/炭黑,PET-CB)体系的炭黑分散形态、流变行为、结晶行为和纺丝性能,旨在为工业化纺丝装置原位法PET/炭黑纤维产品开发提供理论参考。
1 实验部分
1.1 实验材料
炭黑质量分数为2%的原位法PET/炭黑(PET-CB-2.0),特性黏度为0.653 dL/g;炭黑质量分数3%的原位法PET/炭黑(PET-CB-3.0),特性黏度为0.657 dL/g;常规聚酯(PET),特性黏度为0.663 dL/g,均由中国纺织科学研究院有限公司连续聚合生产线生产。采用母粒法制备的炭黑质量分数为2%的PET/炭黑(PET-CB-2.0-MB)和炭黑质量分数为3%的PET/炭黑(PET-CB-3.0-MB),自制。
1.2 PET和原位法PET/炭黑长丝制备
将PET切片和原位法PET/炭黑切片在真空度小于300 Pa的转篮烘箱内于80 ℃预结晶2 h,然后160 ℃干燥15 h,干燥切片的水分含量控制在30 mg/kg以下。
将干燥后的PET切片、PET-CB-2.0切片、PET-CB-3.0 切片在中国纺织科学研究院有限公司自制纺丝试验机上进行纺丝制得预取向丝(POY)。喷丝板孔数为72,喷丝孔孔径为0.2 mm,喷丝孔长径比为3∶1。纺丝温度为290 ℃,纺丝速度为2 800、3 000、3 200和3 400 m/min。将制备的POY在中国纺织科学研究院有限公司自制平牵机上进行牵伸,牵伸温度为80 ℃,定形温度为130 ℃,牵伸倍率为1.8倍。
1.3 结构与性能测试
1.3.1 表观形貌观测
采用日本电子株式会社JSM-6360型扫描电子显微镜(SEM)对原位法PET/炭黑淬断面和长丝表面形貌进行观察。观察前对淬断面和长丝表面进行喷金处理。
1.3.2 流变性能测试
将PET切片和原位法PET/炭黑切片置于真空度小于-0.1 MPa的真空干燥箱内,于160 ℃真空干燥至切片含水率小于30 mg/kg。采用德国高特福公司Rheograph25型高压毛细管流变仪对干燥切片样品进行流变性能测试,毛细管的长径比为40∶1,测试温度为290 ℃,剪切速率范围为62.5~4 000 s-1。
1.3.3 热性能测试
采用美国Perkin-Elmer公司DSC8000型差示扫描量热仪对PET、原位法PET/炭黑和母粒法PET/炭黑进行热分析。称取5 mg样品,先将样品以20 ℃/min 速率升温至280 ℃,恒温5 min以彻底消除热历史,然后以20 ℃/min的速率降温至30 ℃恒温1 min,然后再以20 ℃/min的速率升温至280 ℃。
1.3.4 纤维力学性能测试
先采用缕纱测长仪测定PET和原位法PET/炭黑长丝的复丝线密度,再用英国Instron公司2343型纤维强伸仪对长丝样品进行力学性能测试,长丝夹持距离为200 mm,拉伸速度为200 mm/min,每个长丝样品平行测试5组。
1.3.5 纤维取向度测试
采用上海东华凯利新材料科技有限公司SCY-III型声速取向测量仪表征不同纺丝速度下制备PET和原位法PET/炭黑POY的取向度。先通过声速取向测量仪测定声波通过20 cm纤维和40 cm纤维所需的时间t20和t40,随后根据下式计算纤维样品的声速值和取向因子。
式中:fs为取向因子;Cu为PET无规取向时的声速值,为1.35 km/s;C为试样的声速值,km/s。
2 结果与讨论
2.1 原位法PET/炭黑体系中炭黑分散形态
为评价原位法PET/炭黑体系中炭黑的分散程度,对连续聚合生产线过滤精度为20 μm金属纤维烧结毡熔体过滤器在生产炭黑质量分数2%~3%的原位法PET/炭黑与PET时的压差变化趋势进行了比对,具体如图1所示。可看到,连续聚合生产线生产炭黑质量分数为2%~3%原位法PET/炭黑时熔体过滤器压差上升趋势与生产PET时趋近;在10 d的生产周期内,原位法PET/炭黑连续生产过程中熔体过滤器压差升高约0.7 MPa、PET连续生产过程中熔体过滤器压差升高约0.5 MPa。这说明原位法PET/炭黑体系中炭黑分散粒径较小,从而使其熔体具有良好的过滤性能。

图1 过滤器的压差变化趋势Fig.1 Changing trend of pressure difference of melt filter
为进一步表征原位法PET/炭黑体系中炭黑在聚酯基体中的分散程度及其与聚酯基体的界面相容性,分别对炭黑质量分数为2%和3%的原位法PET/炭黑PET-CB-2.0和PET-CB-3.0切片淬断面进行了SEM观察,淬断面SEM照片如图2所示。可以看到,在原位法PET/炭黑PET-CB-2.0和PET-CB-3.0淬断面炭黑粒子均以直径小于1 μm的粒子簇团的形式均匀分散在聚酯基体中,表明通过原位聚合法可实现质量分数达到3%的炭黑在聚酯基体中均匀分散。此外,从图2中还可以看到,原位法PET/炭黑淬断面只有少量的炭黑粒子从聚酯基体中拔出,而且在炭黑粒子与聚酯基体两相的界面处没有观察到明显的相分离行为,表明炭黑粒子与聚酯基体具有良好的界面相容性。

图2 原位法PET/炭黑淬断面的SEM照片(×5 000)Fig.2 SEM images of in-situ polymerized black polyester (×5 000)
2.2 原位法PET/炭黑体系的流变行为
在纺丝温度290 ℃下PET以及炭黑质量分数为2%和3%的原位法PET/炭黑熔体的流动曲线如图3所示。
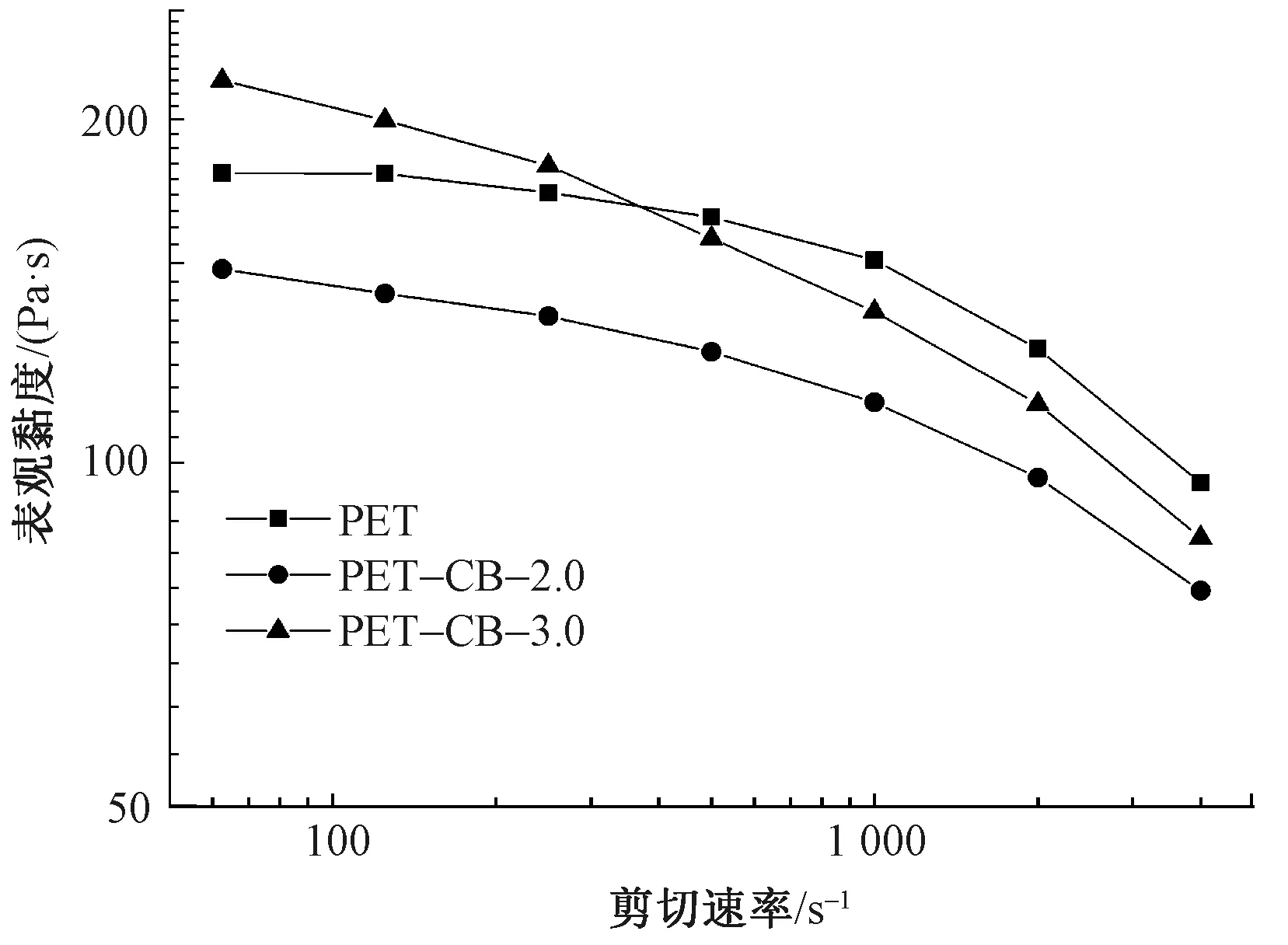
图3 PET和原位法PET/炭黑熔体在290 ℃时的流动曲线Fig.3 Rheologic curves of PET and in-situ polymerized PET/carbon black melt at 290 ℃
由图3可看到,随着剪切速率的增大,PET熔体和原位法PET/炭黑熔体的表观黏度(ηα)均逐渐减小,表现出剪切变稀特性,表明炭黑质量分数为2%和3%的原位法PET/炭黑熔体与PET熔体一样均属于非牛顿流体。根据牛顿流体的分类,原位法PET/炭黑熔体属于假塑体[9]。大分子链间的物理交联和熔体的弹性是导致假塑性非牛顿流体剪切变稀的原因[10]。从图3中还可看到:当炭黑质量分数≤2%时,原位法PET/炭黑熔体表观黏度随剪切速率增大的减小速率,与PET熔体相似;但当炭黑质量分数达到3%时,ηα随剪切速率增大的减小速率明显增大。这是因为在原位聚合过程中,低黏聚酯齐聚物充分浸润炭黑粒子再原位生成聚酯大分子链,从而使得炭黑粒子获得与聚酯基体之间的良好相互作用,所以在原位法PET/炭黑熔体中炭黑粒子可以起到物理交联点的作用,阻碍聚酯大分子链的运动。随着剪切速率逐渐增大,作用于原位法PET/炭黑熔体的剪切应力逐渐增强,导致炭黑粒子与聚酯大分子链间通过相互作用力形成的物理交联点逐渐被破坏,使得原位法PET/炭黑熔体ηα因聚酯大分子链活动能力增强、沿着流动方向发生取向程度增大而迅速降低。PET-CB-3.0熔体因炭黑质量分数高于PET-CB-2.0熔体,其熔体中物理交联点的密度更高,因此随剪切速率增大,其熔体ηα因物理交联点被破坏而表现出的下降趋势更显著。此外,在剪切速率小于350 s-1的低剪切速率区,炭黑质量分数为3%、特性黏度0.657 dL/g的PET-CB-3.0熔体ηα高于特性黏度0.663 dL/g的PET熔体ηα。进一步说明了炭黑粒子在原位法PET/炭黑熔体中作为物理交联点对聚酯大分子链运动的束缚作用。
2.3 原位法PET/炭黑体系的结晶行为
PET以及炭黑质量分数为2%和3%的原位法PET/炭黑的非等温结晶行为如图4所示。升降温速率为20 ℃/min,其中图4(a)为降温曲线,图4(b)为升温曲线,DSC曲线相关数据见表1。

图4 PET和原位法PET/炭黑的DSC曲线Fig.4 DSC of PET and in-situ PET/carbon black.(a)Cooling curves;(b)Heating scans
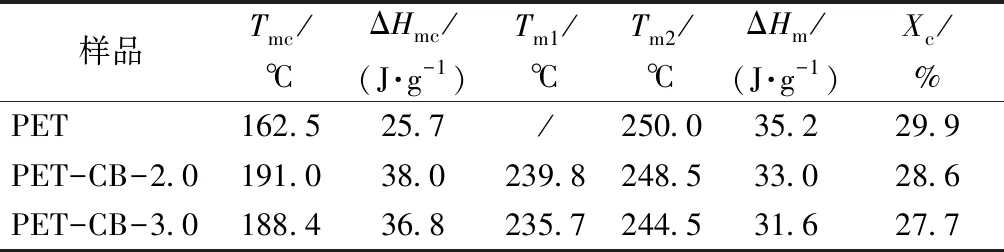
表1 PET和原位法PET/炭黑的DSC曲线的相关参数Tab.1 Relevant data from DSC curves of PET and in-situ PET/carbon black
从图4(a)中可看到,与PET相比,原位法PET/炭黑熔融结晶峰向高温方向移动且强度显著增大,半峰宽明显变窄,这表明炭黑在聚酯基体熔融结晶过程起到了高效成核剂作用,显著加快了聚酯基体的熔融结晶速率。从图4(b)中可看到,原位法PET/炭黑DSC升温曲线上出现了熔融双峰,而且低温熔融峰和高温熔融峰均随炭黑质量分数的增加明显向低温方向移动。从表1中可以看到,与PET相比,炭黑质量分数为2%和3%的原位法PET/炭黑的高温熔融峰的峰顶温(Tm2)分别降低了1.5 ℃和5.5 ℃。这是由于在原位法PET/炭黑非等温熔融结晶过程中,炭黑显著起到异相成核作用,加快聚酯结晶速率,同时,聚酯分子与炭黑表面的相互作用限制了链段运动,这2个方面导致了晶区存在更多缺陷,从而使得原位法PET/炭黑DSC升温曲线上出现熔融双峰,在其他文献中也报道了类似现象[12-14]。此外,从表1中还可看到,原位法PET/炭黑PET-CB-2.0和PET-CB-3.0的结晶度分别为28.6%和27.7%,与PET结晶度29.9% 相比,明显降低。进一步说明了原位法PET/炭黑中炭黑与聚酯基体之间的良好相互作用对聚酯基体结晶的抑制作用。
为进一步阐明原位法PET/炭黑中炭黑与聚酯基体之间的良好相互作用对聚酯基体结晶的影响,采用DSC表征了母粒法制备炭黑质量分数为2%和3%的PET/炭黑的非等温结晶行为,如图5所示。DSC曲线相关数据见表2。可以看到,母粒法制备炭黑质量分数2%和3%的PET/炭黑的熔融行为均与PET相似,都是熔融单峰,且熔融峰峰顶温基本一致。而且从表2中可以看到,母粒法制备PET/炭黑PET-CB-2.0-MB和PET-CB-3.0-MB的结晶度分别为32.3%和32.5%,与PET的结晶度相比,分别升高了8.0%和8.7%。将表2和表1的数据比对发现,母粒法PET/炭黑PET-CB-2.0-MB比原位法PET-CB-2.0 熔融结晶温度高5.9 ℃、结晶度高12.9%;PET-CB-3.0-MB比PET-CB-3.0熔融结晶温度高9.6 ℃、结晶度高17.3%。这种现象一方面说明了在母粒法PET/炭黑体系非等温熔融结晶过程中,炭黑主要起到高效异相成核剂作用,可促进聚酯基体的结晶,提高聚酯基体的结晶度;另一方面说明了原位法PET/炭黑熔融双峰的出现,聚酯分子与炭黑表面的相互作用对链段运动的限制是主要因素。

表2 PET和母粒法PET/炭黑的DSC曲线的相关参数Tab.2 Relevant data from DSC curves of PET and PET/carbon prepared by masterbatch method
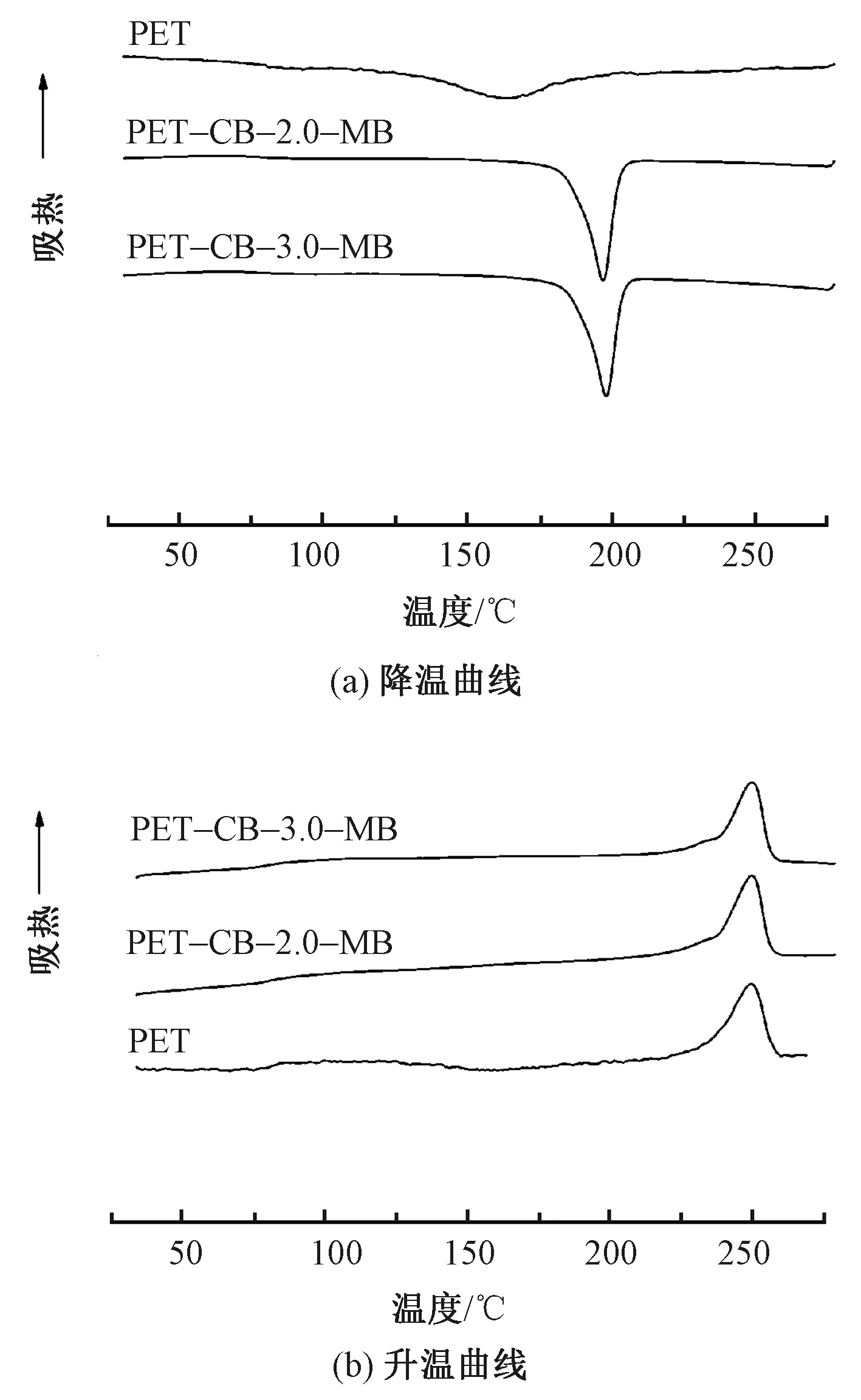
图5 PET和母粒法PET/炭黑的DSC曲线Fig.5 DSC curves of PET and PET/carbon black prepared by masterbatch method.(a)Cooling curves;(b)Heating curves
2.4 原位法PET/炭黑体系的纺丝性能
表3示出不同纺丝速度下制备PET和原位法PET/炭黑POY的力学性能和取向度。可看到,在2 800~3 400 m/min的纺丝速度下,原位法PET/炭黑PET-CB-2.0和PET-CB-3.0均可纺制规格为92 dtex(72 f)的POY,表明炭黑质量分数为2%和3%的原位法PET/炭黑具有良好的低线密度纤维纺丝性能。与在3200 m/min纺丝速度下纺制规格为92 dtex(72 f)的PET POY力学性能相比,在相同纺丝条件下纺制PET-CB-2.0 POY断裂强度降低14.3%、断裂伸长率升高13.6%,PET-CB-3.0 POY断裂强度降低26.7%、断裂伸长率升高35.7%。与在3 200 m/min 纺丝速度下纺制规格为92 dtex(72 f)的PET POY 声速取向因子fs相比,在相同纺丝条件下纺制PET-CB-2.0 POY 的fs降低3.5%、PET-CB-3.0 POY的fs降低9.2%。这表明随着炭黑质量分数的增加,原位法PET/炭黑POY的断裂强度和取向度呈下降趋势、断裂伸长呈增大趋势。这种现象的产生归因于原位法PET/炭黑中炭黑与聚酯基体的良好相互作用会阻碍聚酯大分子链在熔融纺丝过程中沿着纺程方向排列,抑制取向的发生。此外,从表3中还可看到,纺制规格为92 dtex(72 f)的POY纺丝速度由2 800 m/min升高至3 400 m/min,PET、PET-CB-2.0和PET-CB-3.0的fs升高幅度依次为37.4%、35.1%和18.7%。这种现象进一步说明了原位法PET/炭黑熔融纺丝过程中炭黑对聚酯大分子链沿纺程取向的抑制作用,而且炭黑质量分数越高越显著。

表3 不同纺丝速度下制备的PET和原位法PET/炭黑POY的力学性能和取向度Tab.3 Mechanical properties and direction degrees of PET and in-situ polymerized PET/carbon black POY under different spinning speed
表4示出PET和原位法PET/炭黑POY经1.8倍牵伸制备拉伸丝(DY)力学性能。比较在3 200 m/min纺丝速度下制备POY经过1.8倍牵伸制得的单丝线密度0.72 dtex低线密度DY力学性能,与PET相比,PET-CB-2.0断裂强度降低16.9%、断裂伸长率升高54.5%,PET-CB-3.0断裂强度降低26.5%、断裂伸长率升高151.3%;比较在2 800 m/min 纺丝速度下制备POY经过1.8倍牵伸制得的单丝线密度0.52 dtex低线密度DY力学性能,与PET相比,PET-CB-2.0断裂强度降低12.7%、断裂伸长率升高52.9%,PET-CB-3.0断裂强度降低28.7%、断裂伸长率升高90.9%。这说明在相同纺丝牵伸条件制备的原位法PET/炭黑纤维的断裂伸长显著高于PET纤维。为进一步说明原位法PET/炭黑中炭黑含量对纤维力学性能的影响程度,对断裂伸长高于32%的DY断裂强度进行比较,与PET相比,PET-CB-2.0的断裂强度下降10.8%;PET-CB-3.0的断裂强度下降14.4%。这说明炭黑质量分数的增加会导致原位法PET/炭黑纤维力学性能劣化。但由于原位法PET/炭黑中炭黑具有良好的分散性且分散粒径小于1 μm,采用原位法PET/炭黑可以稳定制备出炭黑质量分数为3%、单丝线密度为0.52 dtex 的长丝,其断裂强可以达到3.31 cN/dtex。

表4 PET和原位法PET/炭黑POY经1.8倍牵伸制备拉伸丝(DY)力学性能Tab.4 Mechanical properties of PET and in-situ polymerized PET/carbon black drawn yarn (DY) prepared by 1.8 times drawing of POY
3 结 论
1)原位法PET/炭黑体系中,炭黑粒子以直径小于1 μm的粒子簇团的形式均匀分散在聚酯基体中,而且与聚酯基体有良好的界面相互作用。
2)原位法PET/炭黑熔体为假塑性流体。当炭黑质量分数≤2%时,原位法PET/炭黑熔体表观黏度(ηα)随剪切速率增大的减小速率,与PET熔体相似;但当炭黑质量分数达到3%时,ηα随剪切速率增大的减小速率明显增大,同时,炭黑粒子作为物理交联点,导致低剪切速率区(剪切速率小于350 s-1)原位法PET/炭黑熔体的ηα高于PET熔体。
3)原位法PET/炭黑的熔融结晶过程中,炭黑显著起到异相成核作用,加快聚酯结晶速率;同时,聚酯分子与炭黑表面的相互作用限制了链段运动。这2个原因导致了晶区存在更多缺陷,一方面出现了熔融双峰,另一方面高温熔融峰的峰顶温较PET低,炭黑质量分数为2%和3%时,分别降低1.5和5.5 ℃,结晶度从29.9%分别降低至28.6%和27.7%。同样炭黑质量分数的母粒法PET/炭黑的熔融行为与PET相似,都是单峰,峰顶温相同,质量分数为2%和3%时的结晶度分别为32.3%和32.5%。
4)原位法PET/炭黑体系中,因为炭黑分散性好,可以稳定制备出炭黑质量分数为3%,单丝线密度为0.52 dtex的长丝,其断裂强度为3.31 cN/dtex。
